Изобретение относится к области сварки, а именно к сварке переменным током с короткими замыканиями дугового промежутка.
Известен способ (И. И. Заруба, В.В. Дыменко, В.П. Баргамен. Сварка переменным током в углекислом газе. //Автоматическая сварка//, 6, 1973), при котором сварка производится переменным током промышленной частоты. Параллельно дуге подключен генератор импульсов, который после перехода тока дуги через нуль подает в нее импульс энергии, который возбуждает дугу в распадающейся плазме.
Импульсы подаются в дугу с частотой 100 Гц разрядом конденсатора и имеют форму экспоненты. Энергия импульса в этом случае больше требуемой, но так как способ подачи ее в дугу самый простой, то это допустимо.
Способ позволяет получить сварные швы с удовлетворительным формированием, повысить производительность, а также избежать вредного влияния магнитного дутья.
Однако существенным недостатком данного способа является то, что замыкание происходит в любой момент в течение периода, и соответственно ток короткого замыкания iк.з. может достигнуть любого значения от нуля до максимума, в то время как главным условием сварки с короткими замыканиями является постоянство величины iк.з. Также недостатком данного способа является потеря управления процессом на интервале короткого замыкания, так как во время короткого замыкания переход капли осуществляется естественным путем. Поэтому амплитуда тока короткого замыкания и энергия, запасенная в дросселе, равная LI2/2, также будут непостоянными, что приведет к непостоянству амплитуды колебании сварочной ванны.
Непостоянство энергии, выделяемой дросселем в дуговом промежутке, и непостоянство диаметра капель усиливают непостоянство частоты коротких замыканий, что ухудшает качество сварного соединения.
Известен способ (А.Л. Хейфец. Сварка в СО2 с использованием разнополярных импульсов //Автоматическая сварка//, 10, 1988), при котором протекающий по сварочной цепи ток представляет собой разнополярные импульсы с крутыми фронтами. Дуга в этом случае горит непрерывно. При смене полярности периоды холостого хода, характерные для синусоидального напряжения питания, отсутствуют. Для этого в сварочную цепь постоянного тока включают быстродействующий тиристорный коммутатор, позволяющий периодически изменять направление протекания тока.
Недостатки данного способа аналогичны вышеуказанным недостаткам.
Прототипом предлагаемого патента является способ (см. А.С. СССР 1292959, В 23 К 9/09, БИ 8, 1987) дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка переменным током, при котором осуществляется дозирование энергии на расплавление одной капли электродного металла за каждый полупериод питающего напряжения путем ограничения времени горения дуги; при этом переход с одной полярности на другую производят в момент начала короткого замыкания дугового промежутка.
Прототипу присущи следующие недостатки: горение дуги на прямой и обратной полярности отличаются по времени в силу разности энергии, выделяемой на электроде, тем самым на сварочную ванну оказывается разное по времени давление, что приводит к нестабильности колебания сварочной ванны из-за того, что короткое замыкание длится при выключенном токе, процесс в этот момент неуправляем, что ухудшает переход капли в сварочную ванну.
Задачей изобретения является повышение стабильности процесса путем снижения длительности цикла плавления-переноса капли электродного металла и гарантированного перехода капли во время короткого замыкания.
Поставленная задача достигается тем, что дозирование энергии на расплавление одной капли электродного металла осуществляют в функции времени за ту часть периода, когда дуга питается напряжением прямой полярности, путем ограничения времени горения дуги. При этом электрод плавится ускоренно по сравнению с обратной полярностью, чем снижается время образования капли расплавленного электродного металла, время пребывания ее на торце электрода и соответственно время всего цикла каплепереноса. На обратной полярности в интервале короткого замыкания до окончания короткого замыкания сварочный ток оставляют минимальным, чтобы стабилизировать процесс течения короткого замыкания. При этом капля расплавленного металла, образовавшаяся на торце электрода, стабилизируется за данную часть периода относительно его оси за счет минимального давления дуги, силы тяжести и уменьшенной подвижности анодного пятна по сравнению с катодным. Дозированный импульс высокой мощности и малой длительности подают с запаздыванием относительно начала короткого замыкания, в момент, когда площадь контакта капли со сварочной ванной превышает площадь сечения перемычки между каплей и электродом, чтобы за счет электромагнитных сил "пинч-эффекта", всегда направленных в сторону большего сечения (в данный момент в сторону сварочной ванны), ускорить переход капли в сварочную ванну, причем окончание импульса происходит до момента разрыва перемычки.
Заявленный способ характеризуется наличием следующих существенных отличительных признаков:
- дозирование энергии на расплавление капли осуществляют на прямой полярности в функции времени с момента размыкания дугового промежутка, это позволяет повысить скорость образования капли электродного металла и снизить время пребывания ее на торце электрода,
- на обратной полярности в интервале короткого замыкания до окончания короткого замыкания сварочный ток оставляют минимальным, при этом капля электродного металла стабилизируется за счет собственного веса, практического отсутствия давления дуги и сил поверхностного натяжения относительно продольной оси электрода, это дает возможность без лишних возмущений, образоваться надежному контакту между сварочной ванной и каплей,
- дозированный импульс тока высокой мощности и малой длительности подают с запаздыванием относительно конца короткого замыкания в момент, когда площадь контакта капли со сварочной ванной превышает площадь сечения перемычки между каплей и электродом, это позволяет ускорить переход капли в сварочную ванну за счет электродинамических сил, направленных в данный момент в сторону сварочной ванны, а окончание импульса производят до момента разрыва перемычки.
Исследования по патентной и научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако вышеуказанные признаки в них отсутствуют. Следовательно, заявленный способ отвечает критериям охраны изобретения "новизна" и "изобретательский уровень".
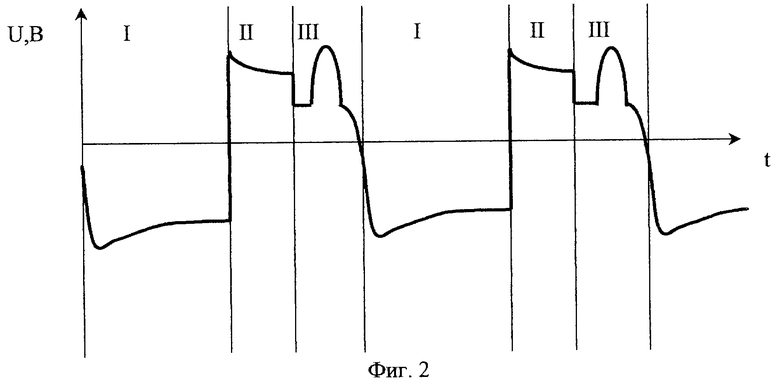
На фиг. 1 представлена циклограмма регулирования сварочного тока для осуществления вышеописанного процесса. На фиг.2 представлена циклограмма напряжения, которая получается при изменении тока по циклограмме, показанной на фиг.1.
На интервале I при нормальном сварочном токе, соответствующем скорости подачи сварочной проволоки на прямой полярности горит дуга, причем количество энергии на расплавление капли заданных размеров дозируется во времени. После окончания дозирования сварочный ток резко снижают, одновременно переводя его на обратную полярность до величины, которая обеспечивает устойчивое горение дуги, но фактически не влияет на плавление электрода. При этом значении сварочного тока под действием суммы трех составляющих: движение электрода к сварочной ванне, принятие каплей соосного с электродом положения и движения сварочной ванны навстречу электроду, происходит короткое замыкание (интервал II).
На интервале III выдерживают паузу, которая прямо пропорциональна величине паузы до короткого замыкания, и подают мощный, в 5-10 раз превышающий сварочный ток, кратковременный импульс тока 1-1,5 м•с, который заканчивается заведомо раньше окончания короткого замыкания. В момент разрыва перемычки включают сварочный ток, и процесс повторяется.
По сравнению с прототипом и аналогами предлагаемый способ обеспечивает большую стабильность процесса, а также увеличивает производительность, что повышает качество сварного соединения и обеспечивает хорошее формирование шва в различных пространственных положениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2120843C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU1058170A1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2001 |
|
RU2185941C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
Изобретение относится к сварке на переменном токе плавящимся электродом с принудительными короткими замыканиями дугового промежутка, может быть применено во всех технологических процессах сварки в машиностроительной, нефтегазовой, кораблестроительной, энергетической отрасли мировой промышленности. Изобретение повышает качество сварочного соединения независимо от пространственного положения в котором производится сварка. Сварку производят на переменном токе. Дозирование энергии на расплавление капли электродного металла производят на прямой полярности. По окончании дозирования энергии на расплавление капли электродного металла ток резко снижают до минимального, одновременно переводя его на обратную полярность. После образования надежного контакта между сварочной ванной и каплей расплавленного металла на торце электрода пропускают дозированный импульс тока через дуговой промежуток. Электродинамическая сила ускоряет переход металла капли в сварочную ванну, окончание импульса тока происходит заведомо до окончания короткого замыкания. 2 ил.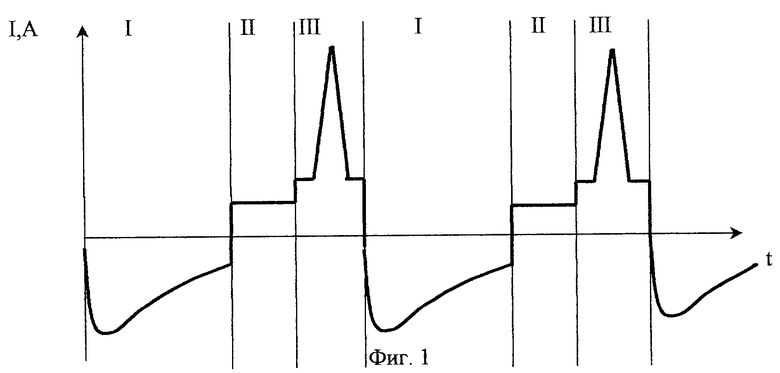
Способ электродуговой сварки на переменном токе с принудительными короткими замыканиями дугового промежутка, включающий дозирование энергии на расплавление капли электродного металла в функции времени, перенос электродного металла в моменты короткого замыкания и смену полярности питающего напряжения на обратную, отличающийся тем, что дозирование энергии на расплавление капли электродного металла осуществляют на прямой полярности с момента размыкания дугового промежутка, а на обратной полярности в интервале короткого замыкания до окончания короткого замыкания сварочный ток оставляют минимальным, дозированный импульс тока высокой мощности и малой длительности подают с запаздыванием относительно конца короткого замыкания в момент, когда площадь контакта капли со сварочной ванной превышает площадь сечения перемычки между каплей и электродом, а окончание импульса производят до момента разрыва перемычки.
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ | 1992 |
|
RU2079236C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ | 1990 |
|
SU1743064A1 |
| ПОТАПЬЕВСКИЙ А.Г | |||
| Сварка в защитных газах плавящимся электродом | |||
| - М.: Машиностроение, 1974, с.121. | |||

