Изобретение относится к технологии получения волоконных структур: гибких регулярных жгутов волокон (ГРЖВ), монохромных и полихромных волоконно-оптических пластин (ВОП), а также микроканальных пластин (МКП), - с различной степенью разрешения, используемых в оптических и электронно-оптических системах для передачи и трансформации изображения.
В зависимости от типа и функционального назначения, волоконные изделия состоят из множества жил или каналов, размеры которых лежат в интервале от 8-15 мкм для ГРЖВ до 4-10 мкм в ВОП и МКП, а количество их колеблется от нескольких тысяч в ГРЖВ до нескольких миллионов в ВОП и МКП средних размеров (20-60 мм), достигая десятков миллионов в пластинах большего размера (70-130 мм).
Для качественной передачи изображения все множество волокон должно быть плотно уложено в определенном порядке, при этом расположение всех волокон на входном и выходном торцах детали должно быть одинаковым, т.е. структура должна быть регулярной. Из двух возможных типов структур: квадратной и гексагональной - наибольшее распространение имеет последняя, т.к. она обеспечивает наиплотнейшую упаковку волокон круглого и правильного шестиугольного сечения и является более технологичной. Гексагональная структура характеризуется тем, что линии, соединяющие центры любых трех соседних волокон, каждое из которых граничит с двумя другими и занимает по отношению к ним положение "пик-впадина", образуют правильный треугольник.
Важнейшей задачей при изготовлении перечисленных выше изделий является сборка множества волокон с заданными размерами в правильную гексагональную структуру требуемых размеров и ее фиксация, например, путем спекания. Это одна из основных проблем, на решение которой направлены усилия специалистов данной области техники. Непосредственно регулярная укладка миллионов единичных волокон столь малых размеров представляет практически неразрешимую задачу. Поэтому общепринятым является многостадийный метод формирования волоконной структуры. На первой стадии из комплекта, состоящего из штабика и одной или нескольких трубок, или из многокамерного сосуда из расплава вытягивают единичные стержни. Затем эти стержни укладывают в пакет, имеющий в поперечном сечении форму правильного шестиугольника, и перетягивают в многожильные стержни (МЖС), которые, в свою очередь, снова укладывают в пакет правильной шестиугольной формы сечения и перетягивают в сверхмногожильные стержни (СМЖС). При необходимости этот процесс может быть продолжен. На конечной стадии получают стержни, в которых единичные волокна имеют размер, необходимый для обеспечения заданного разрешения, а количество единичных волокон в них может достигать нескольких тысяч.
Главным преимуществом метода является то, что размеры стержней, получаемых на каждой стадии, являются достаточно большими, что значительно упрощает процесс сборки. Однако структура получаемых многостадийным процессом изделий обладает целым рядом существенных недостатков, которые будут детально рассмотрены при анализе прототипа.
Из анализа уровня техники известны различные способы формирования гексагональной структуры, в том числе и такие, которые имеют целью устранить недостатки описанного выше многостадийного процесса. Проблемой повышения упорядоченности гексагональной структуры ВОП и МКП усиленно занимаются специалисты фирмы "Galileo Electro - Optics Corp" (США). В статье "Новые конструкции волоконно-оптических экранов" (New fiber optic faceplate architectures" L. Cook, D. Mancini, S. Patterson), опубликованной: 196/SPIE. Vol. 1243 Electron Image Tubes and Image Intensifiers (1990), на основании определенного теоретического анализа показана возможность многостадийной сборки из семижильного МЖС и других МЖС, число волокон которых является степенями семи: 72= 49, 73=343 и т.д. Сборка из МЖС и СМЖС указанных видов позволяет формировать совершенную гексагональную структуру, в которой любое волокно занимает положение "пик-впадина" относительно пары соседних волокон, в том числе на границе сборок.
Авторы упомянутой статьи предприняли попытку запатентовать этот способ (US, patent Application 371065, June 6, 1989), но решения по ней принято не было. Другой способ, предложенный этими же авторами, был запатентован (патент США 5049176, С 03 В 23/207, опубликованный 17.09.91 г., реферат в Бюллетене "ИСМ" 5 (вып. 39), 1993 г.). В этом же патенте подробно изложен упомянутый выше процесс формирования гексагональной структуры из 7n-жильных МЖС. Основное же содержание патента составляет описание защищаемого способа формирования гексагональной структуры из МЖС специальных форм. Суть способа заключается в том, что первоначально собирается пакет сечением в виде правильного шестиугольника или треугольника, из всех наружных рядов которого удаляется заданное число единичных стержней в определенном порядке, а оставшаяся часть перетягивается в МЖС.
Несмотря на то, что предложенные способы позволяют получить достаточно совершенную гексагональную структуру ("Fractal multifiber microchannel Plates", L. Cook and co-authors). 190/SPIE, vol. 1655, Electron Tubes and image intensifiers/1992), им присущи значительные недостатки. Во-первых, предложенные формы (за исключением фигуры, полученной из треугольника) не допускают сборку на горизонтальной плоскости. Во-вторых, у большинства из них отсутствует гладкость границ, что существенно усложняет сохранение в процессе вытяжки сложной конфигурации крайних рядов. В третьих, предложенные формы крайне неустойчивы, т.к. после удаления стержней утрачивается присущее гексагональной укладке свойство связности.
За прототип предлагаемого нового способа формирования регулярной гексагональной волоконной структуры принят "Метод формирования сотовой структуры", защищенный в патенте США 3679384, С 03 С 25/02, опубликованный 25.07.1972 г. В этом патенте описан классический способ формирования гексагональной структуры из стержней, уложенных в пакет правильной шестигранной формы, перетяжки пакета в МЖС, а затем и в СМЖС, которые применяют для изготовления ВОП и МКП.
При очевидных достоинствах этого метода: во-первых, из возможных форм сечения пакетов для получения гексагональной структуры (треугольник, ромб и шестиугольник) последний наиболее приближен к кругу; во-вторых, полнейшая связность укладки; в-третьих, простота практической реализации - он обладает существенными недостатками. Гексагональная структура достигается только внутри МЖС 2 (фиг. la), а при сборке МЖС 2 на горизонтальной плоскости 1 крайние волокна занимают положение "пик-пик", что приводит к образованию пустот 3. Такая же ситуация возникает и при сборке СМЖС 4 (фиг.1б), но из-за того, что рельеф границы СМЖС 4 гораздо глубже, чем в МЖС, образующиеся пустоты 5 носят более выраженный характер и имеют большие размеры. Все это в совокупности приводит к существенным нарушениям структуры, затрагивающим не только ее периодичность, но форму и размеры единичных жил и каналов, и к образованию локальных сдвигов на границах спекания СМЖС, величина которых в несколько раз превосходит период структуры. Все сказанное приводит к ухудшению информационных характеристик изделий и к образованию фиксированного шума на переданном ими изображении.
Задачей настоящего изобретения является повышение качества изображения, передаваемого волоконными изделиями (ГРЖВ, ВОП и МКП), путем снижения дефектности гексагональной структуры на стадиях ее формирования от первичной (укладка пакета единичных стержней для вытяжки его в многожильный стержень) до укладки пакетов МЖС и СМЖС для вытяжки многожильных стержней более высоких порядков (сверх- и сверхсверхмногожильных) и сборки их в блоки для спекания.
Другой задачей настоящего изобретения является изготовление регулярных полихромных (линейчатых и точечных) ВОП.
Задачи решаются путем создания совершенной гексагональной структуры благодаря изменению формы сборочных элементов: МЖС и СМЖС-, и их последующей сборки в определенном порядке.
Для решения задачи предлагаются два варианта, которые объединены единым изобретательским замыслом с точки зрения принципа формирования совершенной гексагональной волоконной структуры из МЖС и СМЖС за счет специального подбора сочетаний сборочных элементов с определенной формой шестиугольного сечения, используя при этом измененную схему правильного шестиугольника, а также сочетания правильной шестиугольной формы с измененной.
В первом варианте предлагается способ формирования регулярной гексагональной волоконной структуры, заключающийся в том, что из единичных стеклянных стержней, полых или состоящих из жилы и одной или нескольких оболочек, собирают пакеты шестиугольной формы поперечного сечения с образованием из центров стержней правильной гексагональной решетки, которые нагревают и перетягивают в геометрически подобные им МЖС, последние для изделий, не требующих высокого разрешения, порядно, базируясь на горизонтальной плоскости, собирают в блоки требуемого сечения и спекают под давлением, а для изделий с высоким разрешением укладывают в пакеты таким же образом, как и единичные стержни, и подвергают повторному перетягиванию в СМЖС, которые затем собирают в блоки и спекают таким же образом, что и многожильные стержни; при этом в отличие от прототипа пакетам единичных и многожильных стержней придают форму сечения, получаемую путем изменения схемы сборки пакета правильной шестиугольной формы сечения таким образом, что на одной или нескольких (от двух до пяти) сторонах правильного шестиугольника отсутствуют по одному или по нескольку рядов составляющих стержней, причем в полученной форме хотя бы две параллельные стороны содержат равное или отличающееся на единицу количество составляющих стержней, между такими параллельными сторонами содержится четное число рядов стержней, а количества составляющих стержней на любых двух других смежных сторонах разнятся между собой на единицу, а сборку МЖС и СМЖС осуществляют таким образом, что наружные ряды каждого стержня образуют рельефносопряженные беззазорные соединения с примыкающими к ним наружными рядами соседних стержней по типу "пик-впадина".
МЖС и СМЖС собирают путем порядной ориентированной укладки таким образом, что разность между количеством элементов на левой и правой грани угла, на которой опирается стержень в процессе сборки (опорный угол), составляет ±1 и для всех стержней одного ряда сборки имеет одинаковый знак.
Предлагаемый способ может быть с успехом использован при изготовлении полихромных волоконных структур. При этом необходимо учесть, что наряду с проблемой геометрической регулярности, существующей для монохромных структур, появляется требование количественного равенства структурных элементов всех цветов, входящих в сборочную конструкцию (пакет единичных стержней заданных цветов, предназначенный для вытяжки МЖС).
Для получения линейчатой регулярной трехцветной волоконной структуры единичные стержни, имеющие монохромные жилы трех цветов, например, красного, зеленого и синего, собирают в пакеты рядами, состоящими из стержней одного цвета и чередующимися в заданной последовательности, например, красный, зеленый, синий, красный и т.д., при этом количества стержней каждого цвета должны быть равными, а общее число рядов кратно шести.
Для сборки полихромной линейчатой регулярной волоконной структуры с числом цветов К общее число монохромных рядов должно быть кратно 2К.
Для получения точечной регулярной трехцветной волоконной структуры единичные стержни, имеющие монохромные жилы трех цветов, например, красного, зеленого и синего, собирают в пакет порядно, обеспечивая заданный порядок как внутри каждого ряда, так и относительно стержней предшествующего ряда, при этом форма сечения пакета отличается от правильного шестиугольника отсутствием одного наружного ряда составляющих стержней на трех смежных сторонах.
Еще одним вариантом решения задачи создания совершенной гексагональной структуры, пригодным одновременно для изготовления регулярных полихромных линейчатых ВОП, является предлагаемый способ формирования регулярной гексагональной волоконной структуры, заключающийся в том, что из единичных стеклянных стержней, полых или состоящих из жилы и одной или нескольких оболочек, собирают пакеты шестиугольной формы поперечного сечения с образованием из центров стержней правильной гексагональной решетки, которые нагревают и перетягивают в геометрически подобные им МЖС, последние для изделий, не требующих высокого разрешения, порядно, базируясь на горизонтальной плоскости, собирают в блоки требуемого сечения и спекают под давлением, а для изделий с высоким разрешением укладывают в пакеты таким же образом, как и единичные стержни, и подвергают повторному перетягиванию в СМЖС, которые затем собирают в блоки и спекают таким же образом, что и МЖС; при этом в отличие от прототипа используют пары различных пакетов шестиугольного сечения, в которых большие диагонали обоих пакетов содержат равное нечетное число составляющих стержней, а количество стержней на двух равных сторонах, параллельных большой диагонали, в шестиугольнике одного пакета на единицу меньше, чем в шестиугольнике второго пакета, а на четырех других, равных сторонах, наоборот, на единицу больше, при этом поперечные сечения пакетов выбирают из ряда форм, включающего в себя правильный шестиугольник и другие формы, образованные путем изменения схемы сборки пакета правильной шестиугольной формы сечения так, что на двух параллельных сторонах отсутствует по равному количеству рядов составляющих стержней, а пары образуют из пакетов, в которых количество рядов отсутствующих стержней на одной стороне разнится на единицу, оба пакета перетягивают в МЖС и СМЖС с равными размерами больших диагоналей, которые затем при сборке комбинируют таким образом, что наружные ряды каждого стержня образуют рельефносопряженные беззазорные соединения с примыкающими к ним наружными рядами соседних стержней по типу "пик-впадина".
МЖС и СМЖС собирают путем порядной ориентированной укладки с опорой на угол, через который проходит большая диагональ, в чередующемся порядке таким образом, что в любом ряду стержень одного вида граничит с двумя стержнями другого вида.
Для получения линейчатой регулярной трехцветной волоконной структуры единичные стержни, имеющие монохромные жилы трех цветов, например, красного, зеленого и синего, собирают в пакеты рядами, состоящими из стержней одного цвета и чередующимися в заданной последовательности, например, красный, зеленый, синий, красный и т.д., при этом суммарное количество стержней каждого цвета в двух пакетах должно быть одинаковым, а общее число рядов в двух пакетах должно быть кратно двенадцати.
Для сборки полихромной линейчатой регулярной волоконной структуры с числом цветов К общее число монохромных рядов в двух пакетах должно быть кратно 4К.
Предлагаемые варианты конструирования новых простых форм сборочных элементов (МЖС и СМЖС) обеспечивают создание упорядоченной гексагональной структуры на всех стадиях процесса изготовления ГРЖВ, ВОП или МКП. Основным их достоинством является то, что они, решая задачу формирования совершенной гексагональной структуры столь же эффективно, как аналог (патент США 5049176, С 03 В 23/207, ИСМ 5-1993), лишены всех отмеченных его недостатков. По сравнению с прототипом предлагаемые способы устраняют важнейшие его недостатки, сохраняя одновременно все его преимущества.
Предлагаемые способы обеспечивают совершенную гексагональную структуру как внутри сборочных элементов, так и на их границах при использовании МЖС любых порядков. При этом поперечные сечения новых сборочных элементов оптимальны по форме, обладают гладкими границами, просты в изготовлении, а укладка сборочных элементов осуществляется на горизонтальной плоскости для МЖС любых порядков.
Еще одним достоинством предлагаемых способов является то, что они наряду с обеспечением высокого качества монохромных волоконных изделий, позволяют изготавливать и регулярные полихромные структуры различных типов. Изделия подобного рода не имеют аналогов как в отечественном, так и (насколько нам известно) в мировом производстве. Регулярные полихромные структуры принципиально не могут быть изготовлены способами, заявленными и в аналоге, и в прототипе. Последнее связано с тем, что используемые в них формы МЖС не обладают количественной цветовой симметрией, необходимое условие которой для трехцветных структур формулируется так: количество единичных волокон в МЖС должно быть кратно трем. В подтверждение сказанного проведем простое количественное сравнение свойств известных форм МЖС с предлагаемыми.
Известно, что, если на стороне пакета правильной шестиугольной формы сечения уложено n единичных стержней, то их общее число в пакете N определяется соотношением N=3n(n-1)+1, из которого непосредственно следует, что N не кратно трем. Поэтому ни все правильные шестиугольники прототипа, ни 7n-жильные МЖС аналога не пригодны для сборки полихромных структур.
Это же утверждение справедливо и для всех шестиугольников аналога, полученных удалением на шести гранях одинакового числа единичных стержней, т.к. сумма удаленных стержней кратна трем и, следовательно, оставшееся число не может быть кратно трем. Исключением является форма аналога, составленная из треугольников, но она могла бы быть пригодна только для сборки точечной цветной структуры.
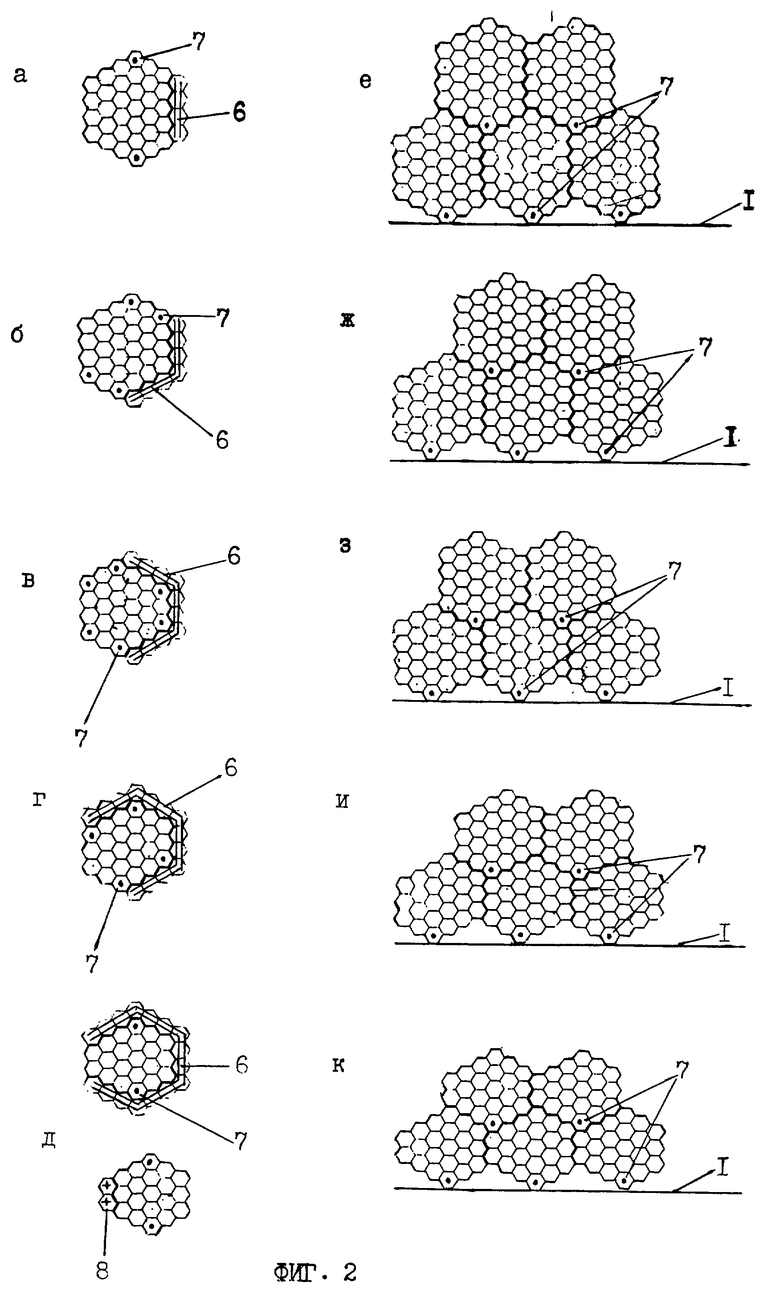
В предлагаемых вариантах-способах существует большое количество форм, удовлетворяющих вышеназванному условию. Так, число единичных стержней в пакете, в котором наружный ряд отсутствует на одной стороне, N-1=N-n=3n(n-1)+1-n= (n-1)(3n-1); на двух сторонах N-2=N-1-(n-1)=(n-1)(3n-2); на трех сторонах N-3= N-2-(n-1)= (n-1)(3n-3) и т.д. Таким образом, для всех форм, приведенных на фиг.2, условие кратности трем общего числа стержней в пакете выполняется при (n-1) кратном трем.
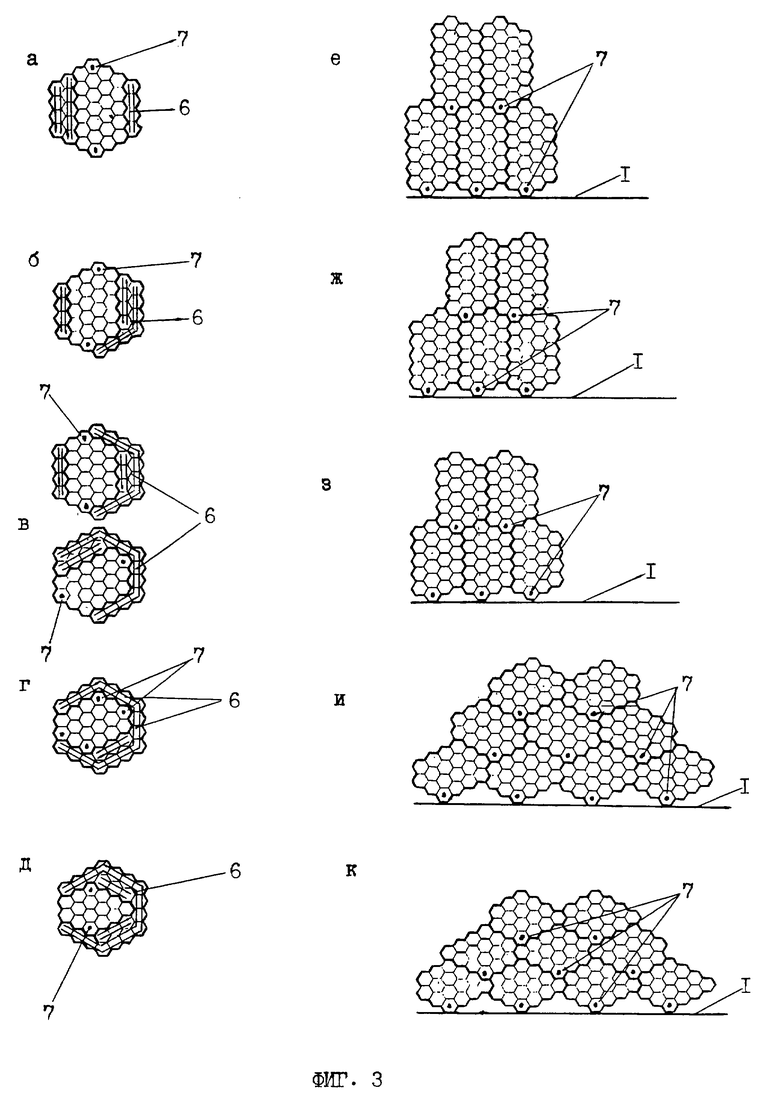
В более сложных формах (фиг. 3), когда на некоторых сторонах шестиугольника отсутствует не только наружный ряд, но и примыкающий к нему, связь условия кратности трем с параметром n исходного правильного шестиугольника имеет более многообразный характер. Так для шестиугольников (фиг.3б и 3в) кратность трем наступает при n=2, 5, 8..., а для шестиугольника (фиг.3д) так же, как и для приведенных на фиг.2, при n=4, 7, 10.... Для шестиугольников, изображенных на фиг. 3а и 3г, условие кратности трем числа стержней в них выполняется при любом n (следует заметить, что среди форм фиг.2 одна также удовлетворяет этому условию (фиг.2в).
Второе количественное условие п. 3 формулы связано с распространением требования цветовой симметрии не только на число стержней в пакете, но и на число слоев, т.к. число цветных триад в МЖС должно быть целым. Известно, что в пакете правильной шестиугольной формы существуют три равноправных направления сборки, число слоев в каждом из которых, при условии, что на стороне пакета уложено n единичных стержней, определяется соотношением Р=2n-1. В формах МЖС, приведенных на фиг.2, в зависимости от числа сторон, на которых отсутствуют наружные ряды, появляется несколько направлений (от одного до трех), число слоев в которых на единицу меньше, чем в исходном правильном шестиугольнике, т. е. Р'= Р-1=2(n-1), что с учетом вышесказанного означает кратность Р' шести. Таким образом, в любой из форм, представленных на фиг.2, имеется по крайней мере одно направление, в котором возможно проводить сборку пакета. Выбор пригодности форм, представленных на фиг.3, для сборки трехцветной линейчатой структуры, также основан на применении этого критерия (наличие направления, в котором число рядов кратно шести).
Прежде чем перейти к рассмотрению условий применимости варианта с двумя пакетами для сборки линейчатых регулярных полихромных структур, сделаем пояснение относительно необходимости введения в п.6 формулы требования о равенстве числа составляющих стержней, уложенных на больших диагоналях пакетов и длин больших диагоналей в вытянутых из них МЖС и СМЖС. Любое отступление от одного из этих требований приведет к тому, что гексагональная структура внутри МЖС и СМЖС, полученных из разных пакетов, будет обладать различной периодичностью, что исключит возможность плотной сборки по типу "пик-впадина".
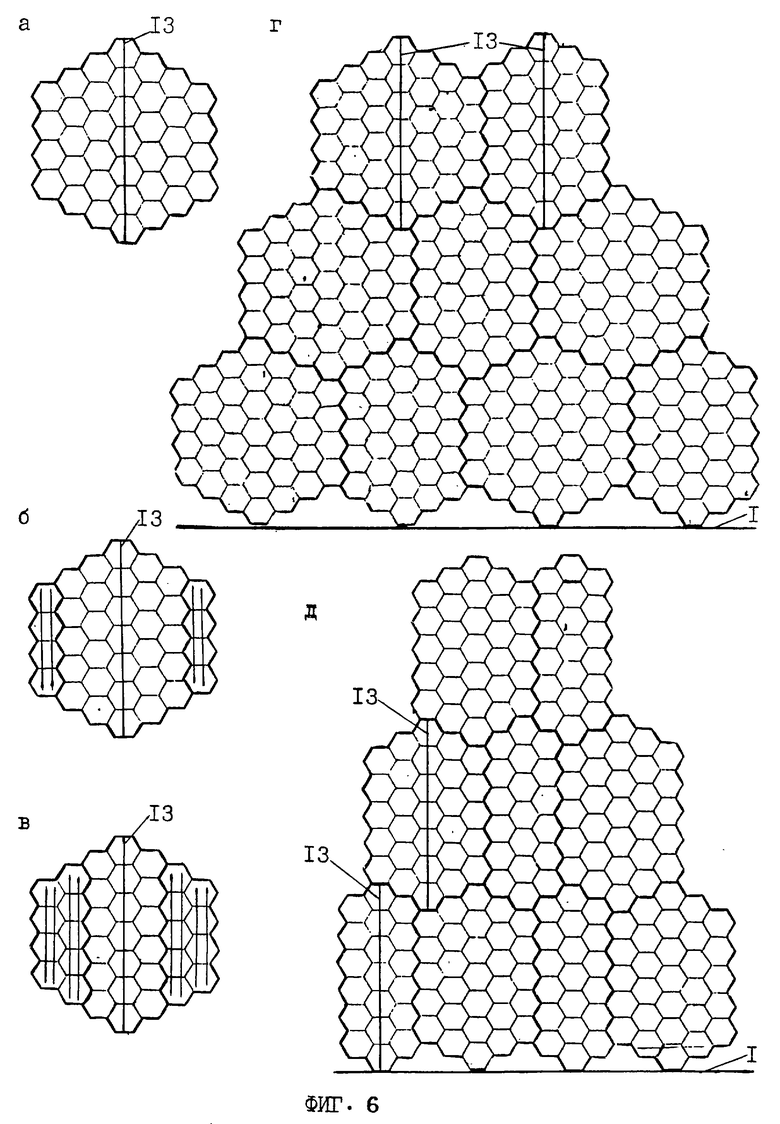
Рассмотренные ранее применительно к одному пакету требования цветовой симметрии должны выполняться и при сборке линейчатой трехцветной структуры по двухпакетному варианту. Единственное отличие заключается в том, что необходимо рассматривать совокупность двух пакетов, или, что тоже самое, двух вытянутых из них МЖС. В подтверждение этого рассмотрим случай, когда один пакет имеет форму поперечного сечения в виде правильного шестиугольника, а второй отличается от него отсутствием по одному ряду на двух противоположных сторонах (фиг. 6). Число единичных стержней в первом пакете N1=3n(n-1)+1, а во втором N2=3n(n-1)+1-2n. Общее число единичных стержней в обоих пакетах N= N1+N2=2(n-1)•(3n-1), т.е. кратно трем при (n-1) кратном трем, что аналогично однопакетному варианту.
Число рядов в первом пакете P1=2n-1, а во втором пакете Р2=2n-3, а общее число рядов Р= Р1+Р2=4(n-1), отсюда следует, что целое число триад в совокупности двух МЖС имеет место при (n-1) кратном трем, при этом общее число рядов Р кратно 12.
В заключение, перед изложением описания иллюстративного материала и примеров практической реализации предложенных способов, отметим два обстоятельства. Во-первых, многообразие сборочных форм, полученных в соответствии с предложенными способами, не исчерпывается формами, приведенными на фигурах 2, 3 и 6, которые служат не более, чем иллюстрациями применимости данных способов. Во-вторых, при формировании полихромной линейчатой структуры, содержащей отличное от трех число цветов (К=2, 4, 5 и т.д.), условие сборки одного пакета в первом способе и двух пакетов во втором подчиняются тем же требованиям, что и для детально рассмотренной сборки трехцветной структуры, с тем отличием, что число рядов одного пакета должно быть кратно 2К, а двух пакетов - 4К.
Способ иллюстрируется чертежами, на которых изображено следующее:
Фиг.1 - Фрагменты сборок на горизонтальной плоскости МЖС (а) и СМЖС (б), изготовленных по способу - прототипу, где: 1 - горизонтальная плоскость, 2 - МЖС, 3 - пустоты между МЖС, 4 - СМЖС, 5 - пустоты между СМЖС.
Фиг.2 - Вид поперечного сечения пакетов единичных стержней, собранных по измененной схеме сборки пакета правильной шестиугольной формы сечения, у которых отсутствует один наружный слой составляющих стержней на одной стороне - (а), на двух смежных сторонах - (б), на трех смежных сторонах - (в), на четырех смежных сторонах - (г) и на пяти сторонах - (д), и фрагменты сборок на горизонтальной плоскости МЖС, полученных из этих пакетов: (е), (ж), (з), (и), (к) - соответственно, где: 6 - отсутствующие ряды (заштрихованы), 7 - опорные углы (вершины углов отмечены точками), на фиг.(а)-(д) указаны все возможные опорные углы, на фиг.(е)-(к) - по одному, участвующему в конкретном примере сборки, 8 - слой составляющих стержней, добавленный к пакету правильной шестиугольной формы сечения для получения формы, аналогичной той, которая образуется при отсутствии одного наружного ряда на пяти сторонах.
Фиг.3 - Примеры поперечных сечений пакетов единичных стержней, собранных по измененной схеме сборки пакета правильной шестиугольной формы сечения, у которых отсутствует по одному и по несколько рядов на сторонах: (а), (б), (в), (г), (д) - и фрагменты сборок на горизонтальной плоскости МЖС, полученных из этих пакетов: (е), (ж), (з), (и), (к) - соответственно; фрагменты сборок (и) и (к) демонстрируют возможность обращения опорного угла в смежных рядах.
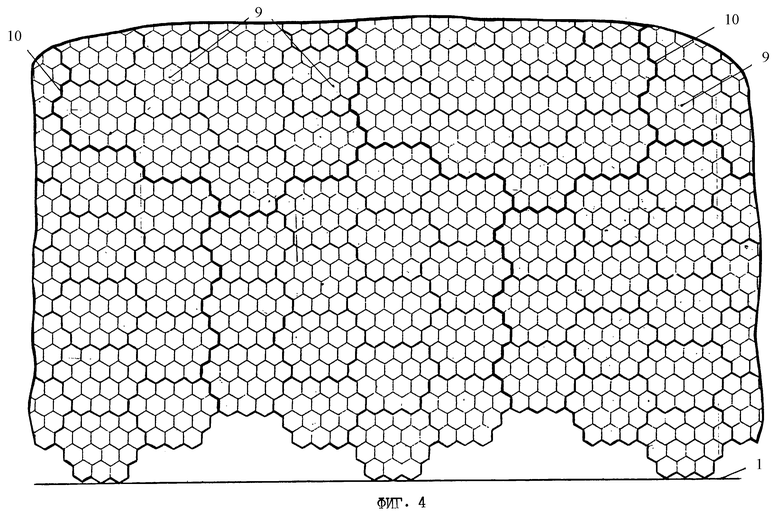
Фиг. 4 - Фрагмент сборки СМЖС, изготовленных, как и составляющие их МЖС, из пакета с отсутствующим наружным рядом на одной стороне, аналогично изображенному на фиг.2а и отличающегося от него только числом стержней в первом ряду исходного пакета: на фиг.2а - четыре, на фиг.4 - три, где: 9 - МЖС, 10 - СМЖС.
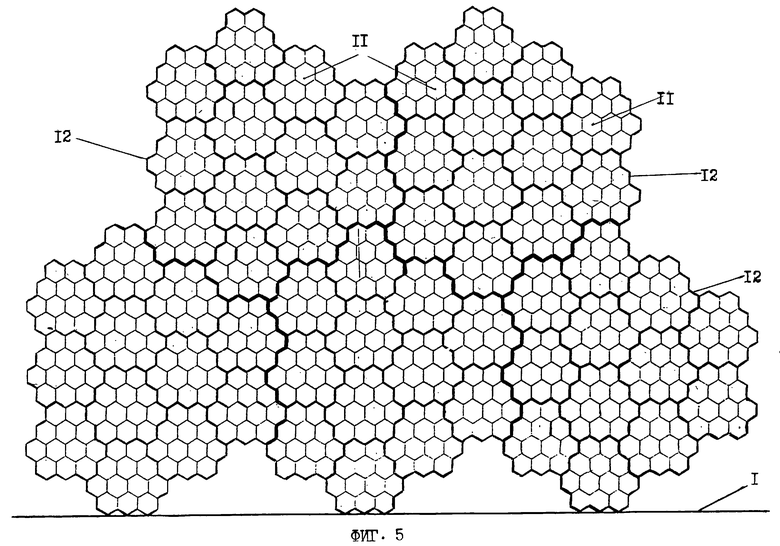
Фиг. 5 - Фрагмент сборки СМЖС, изготовленных, как и составляющие их МЖС, из пакета с отсутствующими наружными рядами на трех смежных сторонах, аналогичного изображенному на фиг.2в и отличающегося от него только числом стержней в первом ряду исходного пакета: на фиг.2в - четыре, на фиг.5 - три, где: 11 - МЖС, 12 - СМЖС.
Фиг. 6 - Вид поперечных сечений пакетов единичных стержней: правильный шестиугольник (а), с одним отсутствующим рядом на двух параллельных сторонах (б), с двумя отсутствующими рядами на двух параллельных сторонах (в) и фрагменты сборок МЖС, полученных из этих пакетов: фрагмент (г) собран из форм (а) и (б), а фрагмент (д) - из (б) и (в), где: 13 - большая диагональ шестиугольника.
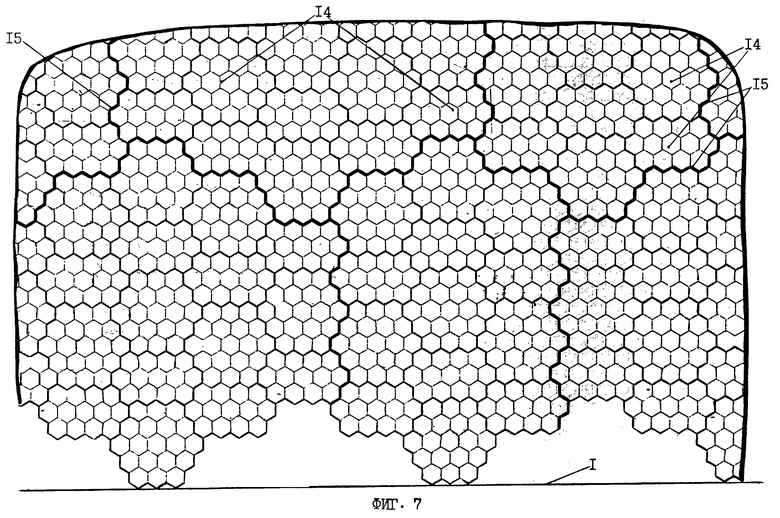
Фиг. 7 - Фрагмент сборки СМЖС, изготовленных, как и составляющие их МЖС, из двух пакетов: правильной шестиугольной формы и с отсутствующим одним наружным рядом на двух параллельных сторонах, аналогично изображенным на фиг.6а и 6б и отличающимся от них только числом стержней в первом ряду исходного пакета: - на фиг.6 - четыре, на фиг.7 - три; где: 14 - МЖС, 15 - СМЖС.
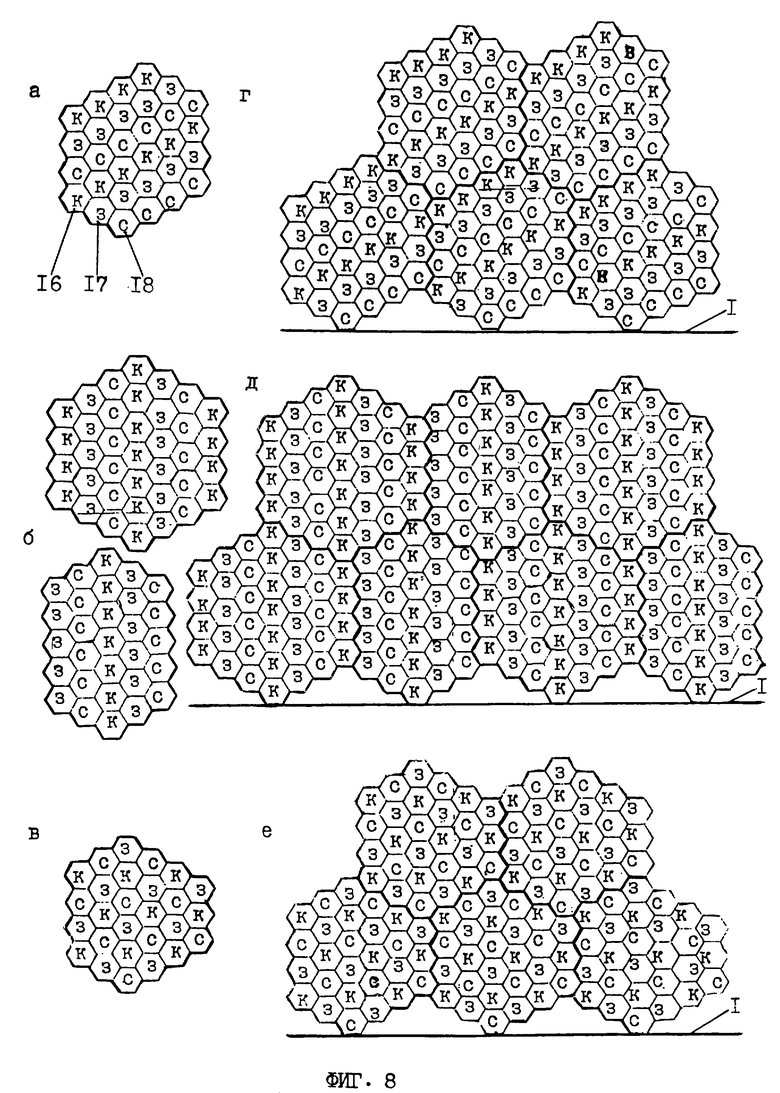
Фиг. 8 - Вид поперечных сечений пакетов единичных стержней, предназначенных для изготовления трехцветных регулярных структур: линейчатых - с отсутствующим одним рядом на двух смежных сторонах (а), правильного и с отсутствующим одним рядом на двух противоположных сторонах (б); точечных - с отсутствующим одним рядом на трех смежных сторонах (в); и фрагменты сборок МЖС, полученных из этих пакетов: (г), (д) и (е) - соответственно; где: буквами "к", "з" и "с" обозначены стержни красного, зеленого и синего цветов, соответствующие им цифровые обозначения - 16, 17 и 18.
Весь иллюстрационный материал выполнен на имеющейся в распоряжении авторов гексагональной сетке, образованной правильными шестиугольниками. Во всех приведенных ниже примерах форма сечения единичных стержней - круг, т.е. рассматриваемые волоконные изделия имеют гексагональную структуру, состоящую из круглых волокон. Это несоответствие не имеет принципиального значения и никоим образом не может ставить под сомнение применимость полученных результатов для конкретных волоконных изделий. Обе структуры тождественны, что можно просто обнаружить, если мысленно заменить каждый правильный шестиугольник сетки на чертежах вписанным в него кругом.
Рассмотрим конкретный пример изготовления монохромной ВОП. На первой стадии собирают пакет единичных стеклянных цилиндрических стержней, изготовленных из серийной комбинации стекол: жила из ТБФ-10, светоотражаюшая оболочка из ВО-50, светопоглощающая оболочка из ВТО-73. Стержни диаметром 1,7 мм собирают в зажимы правильной шестиугольной формы сечения, высота которых 2Н= 25,4 мм. При таких соотношениях размеров зажимов и единичных стержней количество их в первом ряду n=9. Последовательно укладывают 208 стержней в 16 рядов, что соответствует отсутствию одного ряда 6 в пакете правильного шестиугольного сечения (фиг. 2а) (число рядов пакета правильной шестиугольной формы Р=2n-1, т.е. при n=9, Р=17). Затем пакет зажимают как и обычный пакет правильной шестиугольной формы, положив вместо отсутствующего ряда прокладку, равную его высоте.
Собранный пакет помещают в печь, нагревают и перетягивают в МЖС, минимальная высота сечения которых 2hmin=1,8 мм. 161 МЖС укладывают в пакет, подобный пакету единичных стержней (без одного ряда), но в этом случае в первый ряд укладывают 8 МЖС, а число рядов 14. Сборку производят в специальный зажим порядно, укладывая каждый МЖС первого ряда на горизонтальной плоскости 1 основания зажима таким образом, что большая грань опорного угла 7 занимает одно и то же положение (слева или справа) относительно его вершины. Каждый последующий ряд МЖС укладывают в гребенку, образованную МЖС предшествующего ряда.
Собранный пакет помещают в печь, нагревают и перетягивают в СМЖС, минимальная высота сечения которых 2hmin=1,05 мм. В каждом СМЖС содержится 33488 единичных жил, а диаметр каждой жилы - 5 мкм. Затем СМЖС 10 собирают в блок в том же порядке, как и при сборке пакета МЖС (фиг.4).
Единственное отличие, как видно из фиг.4, заключается в том, что большие грани опорных углов 7 МЖС 9 расположены справа от вершин, а у СМЖС 10 - слева от вершин. При спекании в пресс-печах СМЖС укладывают в пресс-форму прямоугольного или квадратного сечения. Размер блока должен обеспечивать возможность получения из него ВОП требуемых габаритов.
Рассмотрим конкретный пример изготовления ГРЖВ. На первой стадии собирают пакет из единичных стеклянных цилиндрических стержней, жила в которых выполнена из стекла ВС-92, светоотражающая оболочка из стекла С-52, вторая растворимая оболочка - из стекла С-78-5. Диаметр стержней 1,64 мм. Сборка пакета производится в зажимы правильной шестиугольной формы сечения, высота которых 2Н=18,75 мм. При таких соотношениях размеров зажимов и стержней количество их в первом ряду n=7. В данном примере используется форма пакета, соответствующая отсутствию по одному наружному ряду сборочных стержней на пяти сторонах (фиг.2д). Нетрудно заметить, что эта форма соответствует добавлению к правильному шестиугольнику с числом стержней в первом ряду n и числом рядов Р=2n-1 еще одного ряда 8, содержащего n-1 стержень. Поэтому в пакет укладывается 133 стержня в 14 рядов. После окончания сборки пакет фиксируют, для чего прижимную планку приподнимают на высоту добавленного ряда.
Далее пакет перетягивают в МЖС, максимальная высота сечения которых 2hmax= 1,2 мм. Последующая сборка МЖС производится так же, как и в первом примере, но с одним отличием. Поскольку перетяжкой пакета МЖС завершается формирование структуры ГРЖВ, собираемому пакету придают форму двенадцатиугольника, т. е. форму наиболее приближенную к кругу. Число МЖС в пакете и размер вытягиваемых из них СМЖС определяется требуемыми габаритами жгута и его разрешением.
Рассмотрим конкретный пример изготовления МКП. На первой стадии собирают пакет единичных стеклянных цилиндрических стержней, изготовленных из серийной комбинации стекол: жила из С-78-5, оболочка из 6Ва4. Стержни диаметром 2,2 мм собирают в зажим правильной шестиугольной формы сечения, высота которого 2Н= 25,4 мм. При таких соотношениях размеров зажимов и единичных стержней количество их в первом ряду n=7. Укладку 108 стержней, что соответствует отсутствию по одному ряду на трех смежных сторонах пакета правильной формы (фиг.2в), ведут в следующем порядке. Первые шесть рядов укладывают так же, как и при сборке обычного пакета, а начиная с седьмого ряда число укладываемых стержней уменьшается на единицу с каждой стороны ряда. После сборки всех 12 рядов пакет фиксируют.
Собранный пакет помешают в печь, нагревают и перетягивают в МЖС, высота сечения которых в любом из трех направлений 2h=2,1 мм. 108 МЖС укладывают в пакет, подобный пакету единичных стержней (без одного ряда на трех смежных сторонах). Пакет собирают в специальный зажим порядно, укладывая МЖС в том же порядке, что и в первом примере.
Собранный пакет помещают в печь, нагревают и перетягивают в СМЖС, высота сечения которых в любом из трех направлений 2h=0,72 мм. В каждом СМЖС содержится 11664 единичных каналов, диаметр каждого канала ~6 мкм, а шаг структуры ~ 7,5 мкм. Затем СМЖС 12 собирают в блок в том же порядке, как и при сборке пакета МЖС (фиг. 5). Для получения фигуры, наиболее приближенной к кругу, блоку СМЖС придают форму двенадцатиугольника. Собранный блок помещают в колбу из стекла монолитного обрамления, нагревают и спекают в установке изостатического прессования.
Рассмотрим конкретный пример изготовления ВОП с линейчатой трехцветной регулярной структурой. На первой стадии из комплекта, состоящего из штабика и двух трубок изготавливают единичные стержни. Штабики изготовлены из специальных стекол с требуемыми оптическими характеристиками, окрашенных различными добавками в красный, синий и зеленый цвета. Внутренняя трубка изготовлена из бесцветного стекла для светоотражающей оболочки типа ВО, а наружная - из темного стекла для светопоглощающей оболочки типа ВТО.
Для сборки пакета были выбраны зажимы правильной формы сечения с высотой 2Н= 30 мм. Поскольку число стержней n, укладываемых в первом ряду пакетов, в которых отсутствуют только наружные ряды, подчиняется условию (n-1) кратно трем, примем n=25. Отсюда величина диаметра единичного стержня - 0,70 мм.
Форма пакета соответствует правильному шестиугольнику с отсутствующими рядами на двух смежных сторонах (фиг.2б). Сборку пакета производят порядно, соблюдая заданную последовательность чередования цветов: ряд красных стержней 16, ряд зеленых стержней 17, ряд синих стержней 18, ряд красных стержней 16 и т.д. Во всех рядах, начиная с 25-го ряда, на одной и той же стороне пакета не докладывают по одному стержню. Уложив в заданной последовательности 48 рядов (16 цветных триад), пакет фиксируют.
Пакет помещают в печь, нагревают и перетягивают в МЖС, минимальная высота которых 2hmin= 0,89 мм. Затем МЖС режут на длину пресс-формы (~60 мм) и собирают в блок, соблюдая порядок чередования цветов (как показано на фиг.8г для сборки МЖС с n=4). Сечение блока 40•40 мм. После сборки блок МЖС спекают под давлением.
Рассмотрим конкретный пример изготовления ВОП с регулярной трехцветной точечной структурой. На первом этапе изготавливают единичные стержни таким же образом, что и в предыдущем примере. Сборку единичных стержней производят в зажимы, имеющие форму правильного шестиугольника, при этом размеры единичных стержней и зажимов такие же, как и в предыдущем примере. Форма сечения пакета для точечной трехцветной структуры соответствует правильной без одного наружного ряда на трех смежных сторонах (фиг.2в). Сборка пакета производится в следующем порядке: сначала укладывают 25 стержней первого ряда, соблюдая заданный порядок чередования цветов, затем укладывают второй ряд, чтобы цвета его стержней согласовывались бы с цветами стержней первого ряда и т. д. Таким образом укладывается 24 ряда. Затем, начиная с 25-го диагонального ряда, количество укладываемых в каждом ряду стержней уменьшают на два - по одному с каждой стороны. Сборка завершается укладкой 48-го ряда, после чего пакет фиксируют и перетягивают.
Все дальнейшие операции соответствуют предыдущему примеру, за исключением того, что сборку МЖС в блок производят, ориентируясь на цвета угловых жил (фиг.8е).
В представленной технологии для достижения указанного технического результата не требуется применения специфических средств и введения новых сложных операций. Изобретение позволяет создавать совершенную гексагональную волоконную структуру, не нарушая традиционных способов сборки и вытяжки световодов, что может способствовать широкому применению новых способов в заявленной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РЕГУЛЯРНОЙ ГЕКСАГОНАЛЬНОЙ ВОЛОКОННОЙ СТРУКТУРЫ | 2000 |
|
RU2199140C2 |
| СПОСОБ СБОРКИ РЕГУЛЯРНЫХ ГЕКСАГОНАЛЬНЫХ ВОЛОКОННЫХ И КАПИЛЛЯРНЫХ СТРУКТУР | 2003 |
|
RU2252198C2 |
| СПОСОБ СБОРКИ ВЫСОКОРАЗРЕШАЮЩИХ ВОЛОКОННЫХ И КАПИЛЛЯРНЫХ ГЕКСАГОНАЛЬНЫХ СТРУКТУР (ВАРИАНТЫ) | 2007 |
|
RU2346304C2 |
| СПОСОБ УКЛАДКИ ПАКЕТА СВЕТОВОДОВ | 2005 |
|
RU2294550C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ), ПЕРЕДАЮЩЕГО ИЗОБРАЖЕНИЕ, И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2014 |
|
RU2578693C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОРАССЕИВАЮЩЕГО ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ) И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2015 |
|
RU2583892C1 |
| СПОСОБ УКЛАДКИ ПАКЕТА СВЕТОВОДОВ | 2024 |
|
RU2834222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКИХ ЭЛЕМЕНТОВ И МИКРОКАНАЛЬНЫХ СТРУКТУР | 2001 |
|
RU2235072C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕГУЛЯРНЫХ ВОЛОКОННЫХ И МИКРОКАНАЛЬНЫХ СТРУКТУР | 2002 |
|
RU2244328C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МИКРОКАНАЛЬНЫХ ПЛАСТИН | 2010 |
|
RU2441851C1 |
Изобретение используется при производстве гибких регулярных жгутов из волокон, монохромных и полихромных волоконно-оптических пластин и микроканальных пластин. В первом варианте из единичных стеклянных стержней, полых или состоящих из жилы и одной или нескольких оболочек, собирают пакеты с шестиугольной формой поперечного сечения с образованием из центров стержней правильной гексагональной решетки. Пакетам придают форму сечения, получаемую путем изменения схемы сборки пакета правильной шестиугольной формы сечения так, что на одной или нескольких сторонах правильного шестиугольника отсутствуют по одному или несколько рядов составляющих стержней. В полученной форме хотя бы две параллельные стороны содержат равное или отличающееся на единицу количество составляющих стержней. Между этими параллельными сторонами содержится четное число рядов стержней. Пакеты нагревают и перетягивают в многожильные стержни. Сборку многожильных (11) и сверхмногожильных (12) стержней осуществляют таким образом, что наружные ряды каждого стержня образуют рельефно сопряженные беззазорные соединения с примыкающими к ним наружными рядами соседних стержней по типу "пик-впадина". Во втором варианте используют пары различных пакетов шестиугольного сечения, в которых большие диагонали обоих пакетов содержат равное нечетное число составляющих стержней. Обеспечено снижение дефектов гексагональной структуры. 2 с. и 7 з.п. ф-лы, 8 ил.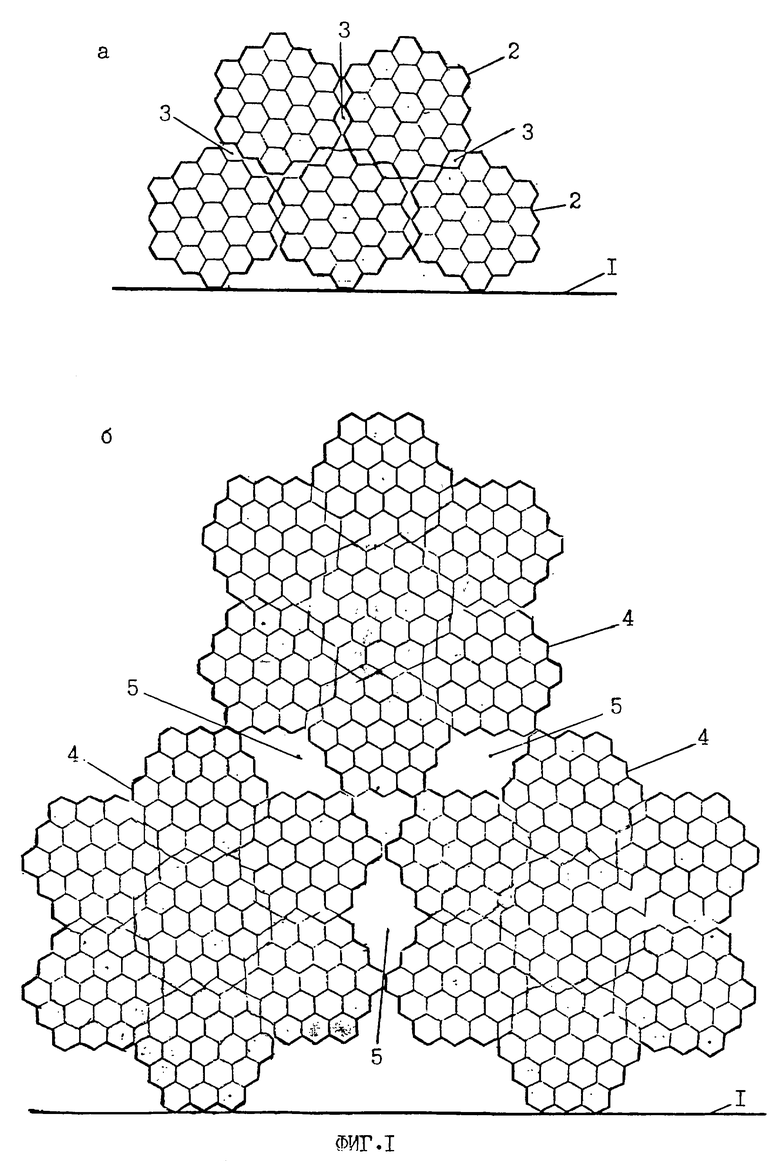
| US 5049176 А, 17.09.1991 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОКРУЖНОСТЕЙ ОБЪЕКТОВ | 1972 |
|
SU427232A1 |
| ЕР 0225656 А2, 10.06.1987 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО СВЕТОВОДНОГО УСТРОЙСТВА ДЛЯ ПЕРЕДАЧИ ИЗОБРАЖЕНИЯ (ЕГО ВАРИАНТЫ) | 2000 |
|
RU2174725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМ | 1986 |
|
RU1398637C |

