Изобретение относится к обработке стекловидных нитей спеканием, в частности к изготовлению блоков микроканальных пластин, и может быть использовано в электронно-оптических преобразователях.
Известен способ спекания волоконных пакетов, включающий набор блока из многожильных световодов, термоводородную обработку многожильных световодов и последующее спекание при всестороннем обжатии блока в вакууме сообщением наружного давления сжатым воздухом через размягченную при нагревании стеклянную оболочку (см. патент РФ №2010774, МПК6 С03В 37/00, опубл. 15.04.1994 г.).
Недостатком этого способа является закономерное изменение в техпроцессе термического коэффициента линейного расширения (ТКЛР) микроканального блока, что приводит к треску пластин после вытравливания опорной жилы, либо к деформации прогиба пластин после восстановления.
Наиболее близким к заявляемому техническому решению является способ изготовления блока микроканальных пластин, включающий сборку световодов в блок, обрамление и спекание в колбе из свинцово-силикатного стекла при одновременном всестороннем обжатии, причем обрамление осуществляют укладкой рядов из многогранных штабиков, идентичных по форме и размерам со спекаемыми световодами (см. авторское свидетельство SU №1594887, МПК6 С03В 37/00, опубл. 27.10.1995 г.).
Недостатками прототипа является значительный треск пластин на операции травления из-за неблагоприятного сочетания термического коэффициента линейного расширения по границе микроканальной вставки и монолитного обрамления (МКВ-МО).
Технический результат заключается в снижении треска при травлении за счет использования стекла колбы для спекания в качестве стекла для изготовления многогранных штабиков с идентичным коэффициентом термического расширения и исключении повреждения граней МЖС и их сдвигов при обвязке и спекании, а также увеличении срока ее эксплуатации.
Данный технический результат достигается тем, что в способе изготовления блока микроканальных пластин, включающем сборку световодов в блок, обрамление его путем укладки, по крайней мере, одного ряда из многогранных штабиков, идентичных по форме и размерам со спекаемыми световодами, и спекание при одновременном всестороннем обжатии, согласно изобретению спекание осуществляют в колбе из свинцово-силикатного стекла, а обрамление производят из многогранных штабиков, выполненных из стекла соответствующего стеклу колбы.
Данный способ позволит снизить треск при травлении за счет использования стекла колбы для спекания в качестве стекла для изготовления многогранных штабиков с идентичным коэффициентом термического расширения, исключить повреждение граней МЖС и их сдвиги при обвязке и спекании, увеличить срок эксплуатации микроканальных пластин.
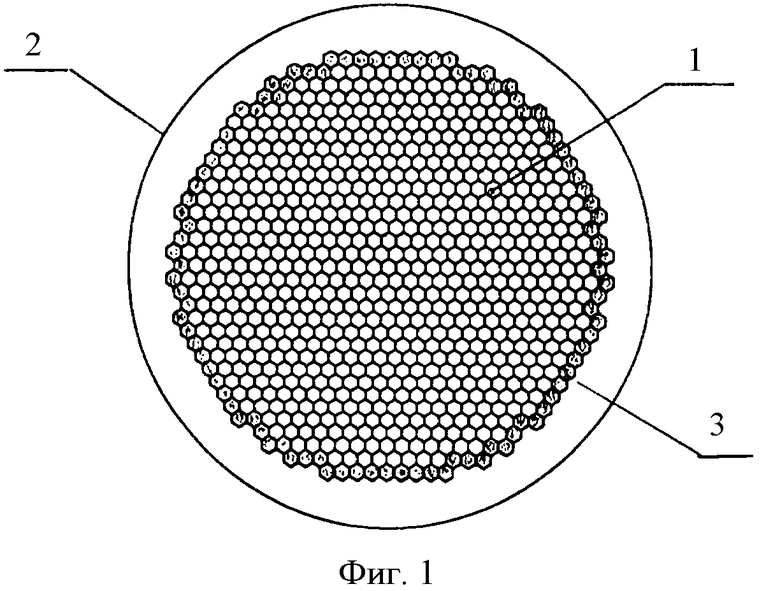
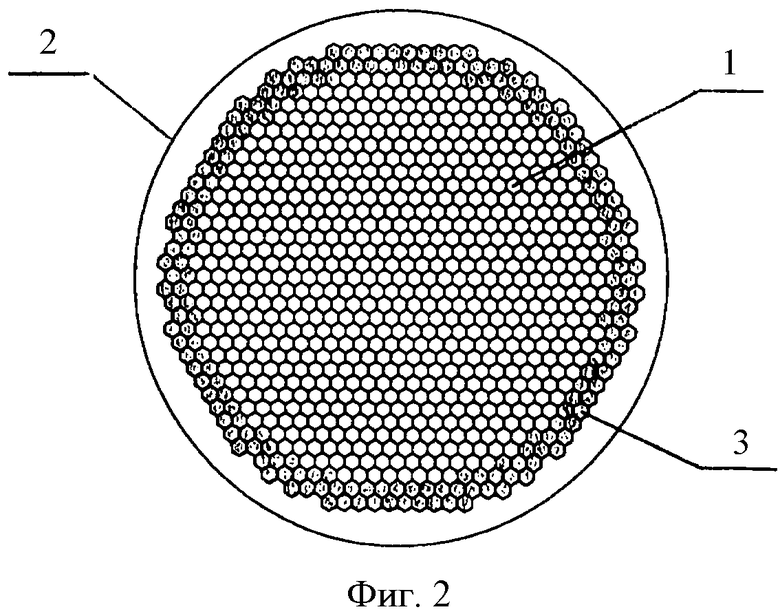
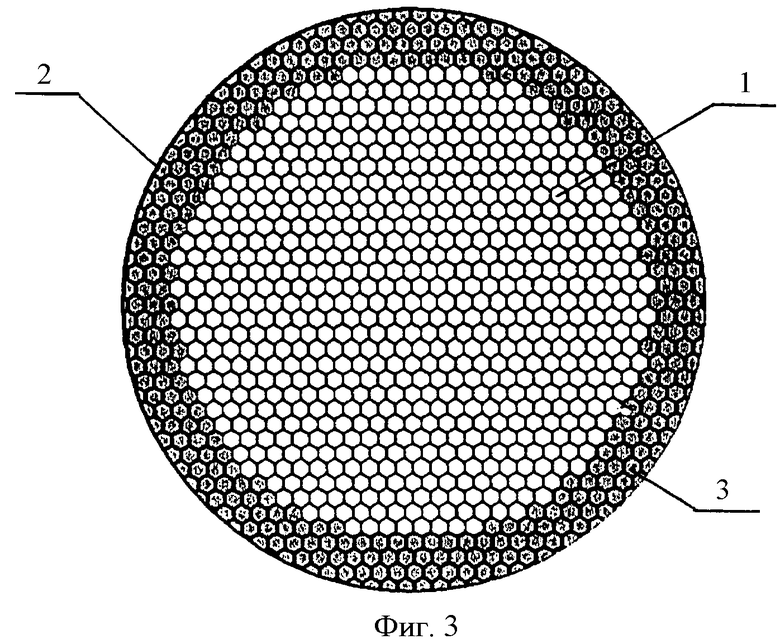
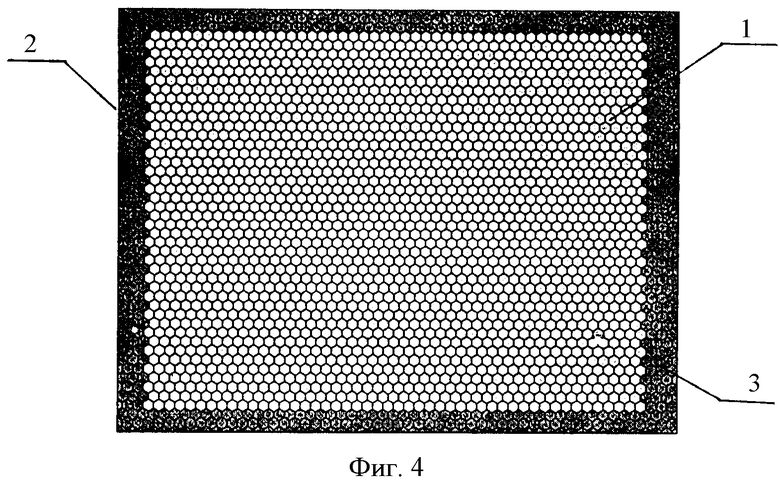
Сущность способа изготовления блока микроканальных пластин поясняется чертежами, где на фиг.1 изображен микроканальный блок с одним дополнительным рядом обрамления, на фиг.2 - с двумя рядами обрамления, на фиг.3 - максимальное количество рядов обрамления, соответствующих размеру колбы для спекания, на фиг.4 - обрамление дополнительными рядами микроканальной пластины прямоугольного сечения, а также таблицей сравнительных данных по механическим параметрам МКП.
Блок микроканальных пластин, собранный из световодов 1, помещают в стеклянную колбу 2 на основе свинцово-силикатного стекла, при этом укладывают дополнительно один (см. фиг.1) или более (см. фиг.2, 3) рядов многожильных световодов 1 микроканальной вставки из многогранных штабиков 3, выполненных из стекла колбы 2 для спекания.
Способ изготовления блока микроканальных пластин осуществляют следующим образом.
Изготовление МКП с дополнительным обрамлением включает изготовление многогранных штабиков 3 предварительной перетяжкой пакета круглых стержней в пучке из свинцово-силикатного стекла, используемого в качестве колбы для спекания 2 микроканального блока (МКБ).
Обрамление осуществляют укладкой рядов многожильных световодов 1 микроканальной вставки многогранными штабиками 3, выполненными из того же стекла, что и колба для спекания 2, идентичными по форме и размерам со спекаемыми световодами (см. фиг.1).
Размер по двойной апофеме многогранного штабика должен быть аналогичен размеру многожильного световода 1.
Собранный блок из световодов 1 с дополнительным обрамлением помещают в стеклянную колбу 2 на основе свинцово-силикатного стекла, например, марки МО-34 (С74-4) и спекают в контейнере при всестороннем обжатии под давлением 10 атм, при температуре 590-620°С в течение 30 минут. По предлагаемому способу можно формировать монолитное обрамление любой конфигурации и любых размеров (см. фиг.1, 4).
Из таблицы видно, что МКП с обрамлением рядами из многогранных штабиков, выполненных из стекла колбы для спекания, позволит снизить треск при травлении за счет снижения механических напряжений в стекле в 3-4 раза (см. таблицу).
Предлагаемый способ изготовления блока микроканальных пластин позволит по сравнению с прототипом снизить трески при вытравливании опорной жилы за счет использования стекла колбы для спекания для изготовления многогранных штабиков с идентичными коэффициентами термического расширения, улучшить структурную однородность при сборке, минимизировать деформацию геометрических параметров блока, опорной жилы за счет использования стекла колбы для спекания для изготовления многогранных штабиков с идентичными коэффициентами термического расширения, улучшить структурную однородность при сборке, минимизировать деформацию геометрических параметров блока, избежать повреждения граней МЖС и их сдвигов при обвязке и спекании, повысить надежность МКП и срок ее эксплуатации.
Изобретение относится к обработке стекловидных нитей спеканием, в частности к изготовлению блоков микроканальных пластин, и может быть использовано в электронно-оптических преобразователях. Технический результат заключается в повышении механической прочности и улучшении качества микроканальных пластин, а также в увеличении срока ее эксплуатации. Способ изготовления блока микроканальных пластин включает сборку световодов в блок, обрамление и спекание в колбе из свинцово-силикатного стекла при одновременном всестороннем обжатии. Обрамление осуществляют укладкой по крайней мере одного ряда многожильных световодов из многогранных штабиков, идентичных по форме и размерам со спекаемыми световодами, соответствующих термическому коэффициенту линейного расширения стеклу колбы. Многогранные штабики изготавливают предварительной перетяжкой пакета круглых стержней в пучке из стекла, соответствующего стеклу колбы для спекания. Спекание блока микроканальных пластин осуществляют при температурах 590-620°С. 4 ил., 1 табл.
Способ изготовления блока микроканальных пластин, включающий сборку световодов в блок, обрамление его путем укладки по крайней мере одного ряда из многогранных штабиков, идентичных по форме и размерам со спекаемыми световодами, и спекание при одновременном всестороннем обжатии, отличающийся тем, что спекание осуществляют в колбе из свинцово-силикатного стекла, а обрамление производят из многогранных штабиков, выполненных из стекла, соответствующего стеклу колбы.
| SU 1594887 А1, 27.10.1995 | |||
| СПОСОБ СПЕКАНИЯ ВОЛОКОННЫХ ПАКЕТОВ | 1991 |
|
RU2010774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНЫХ ПЛАСТИН С МОНОЛИТНЫМ ОБРАМЛЕНИЕМ | 2001 |
|
RU2206530C1 |
| JP 61140044 А, 27.06.1986 | |||
| US 4629486 А, 16.12.1986. | |||

