Изобретение относится к оптической и электронной промышленностям, в частности оно может быть использовано при изготовлении из стекла или полимеров спеченных волоконно-оптических пластин (ВОП), инверторов, фоконов и микроканальных пластин (МКП).
Волоконно-оптические и микроканальные элементы состоят из параллельно регулярно уложенных многожильных групп, которые состоят из единичных волокон, содержащих световедущую сердцевину или микроканал, одну или несколько оболочек. При укладке многожильных групп волокон в блок следует добиваться минимального сбоя структуры на границе их стыковки.
Известны способ изготовления волоконных и микроканальных структур путем упорядочения единичных волокон виброукладкой.
Недостатком этого способа является то обстоятельство, что при укладке единичных волокон образуются зоны с разной плотностью укладки волокон, создающие неоднородность структуры.
Известен способ укладки предварительно сформированных групп волокон - многожильных световодов, имеющих в сечении форму правильных многогранников, патент США №4175940, С 03 С 23/80, 1979.
По известному способу структуру волоконно-оптического или микроканального элемента формируют следующим образом: из одножильных волокон или капилляров, имеющих, как правило, круглое сечение, набирают пучок-пакет правильной шестигранной или квадратной формы, закрепляют пучок-пакет, нагревают и вытягивают многожильную группу волокон в многожильный световод, повторяющий точно форму сечения пакета, - правильный шестигранник или квадрат. Многожильные световоды нарезают на части и укладывают их регулярно слоями в блок и спекают. При укладке многожильных световодов правильной формы сечения они неизбежно укладываются на границе “выступ на выступ”, образуя форму укладки, отличную от внутренней гексагональной формы укладки группы “выступ на впадину”, что нарушает однородность структуры элемента, приводит к дефектам на границе многожильных световодов, снижению разрешающей способности и искажению передачи изображения.
Наиболее близким по технической сущности к предлагаемому способу является способ формирования сотовых структур, описанный в патенте США №3.679.384, С 03 С 25/02, 25.07, опубликованным в 1972 г. По известному способу формирования структуры производят регулярную порядную укладку единичных или многожильных капиллярных стержней в пакет, имеющий преимущественно симметричную форму сечения, например шестигранника или квадрата, одну или многократную перетяжку пакета в многожильный дрот, резку многожильного дрота, укладку многожильных стержней в блок с одинаковой ориентацией граней, спекание блока и резку блока на пластины.
Однако недостатком известного способа является чрезвычайно сложная укладка при использовании, например, несимметричных многогранников, т.к. отличить удлиненную грань, например, без ряда в многограннике, имеющего толщину в десятки микрон, и правильно ориентировать его при укладке возможно только при большом увеличении с помощью специальной аппаратуры. Поэтому этот известный метод не получил распространения в отечественной промышленности из-за его чрезвычайной сложности выполнения.
Однако повышение требований к регулярности структуры и к чистоте поля зрения изделий потребовало усовершенствования известного метода для того, чтобы сделать его применение более доступным.
Задачей настоящего изобретения является повышение регулярности укладки волокон или капилляров, упрощение сборки блока из многожильных структур, использование несимметричной формы сечения, обеспечение строго одинаковой ориентации неполных граней многожильного дрота, повышение производительности процесса сборки.
Поставленная цель достигается тем, что в способе изготовления регулярных волоконных и микроканальных структур из стекла и полимеров, включающий регулярную укладку единичных стержней в пакет с сечением полигранной формы, последующую перетяжку пакета в многожильный дрот, резку многожильного дрота, укладку многожильных стержней в блоки, спекание и резку блоков, в отличие от прототипа каждый пакет изготавливают с различимой в поперечном сечении меткой, выполненной из одного или нескольких укладываемых в пакет стержней, изготовленных из материала с отличным от других стержней этого пакета коэффициентом поглощения и расположенных преимущественно в периферийном ряду пакета, причем укладку каждого блока осуществляют из многожильных стержней с различимыми метками одинаковой формы и соблюдают одинаковую ориентацию этих меток относительно друг друга. Различимую метку выполняют прозрачной, полупрозрачной или непрозрачной, а для удобства регулярной укладки пакеты шестигранной формы сечения.
Существенным отличием и преимуществом предлагаемого способа является то, что для осуществления укладки не требуется специальной аппаратуры, а при укладке повышается производительность труда. Другим преимуществом способа является то, что исключаются сбои в структуре элементов и повышается качество изображения, передаваемое ими. Большим преимуществом способа является его универсальность, он применим для изготовления практически всех видов волоконных элементов и микроканальных структур.
Изобретение иллюстрируется чертежами, которые включают следующие данные.
На ФИГ.1 показан поперечный разрез пакета, уложенного из стержней круглого сечения в пакет ассиметричного шестигранного сечения, имеющего протяженную полупрозрачную различимую метку, образованную закрашенными оболочками, где 1 - сторона шестигранника без одного ряда с выложенной на этой стороне протяженной полупрозрачной различимой меткой 2.
На ФИГ.2. показан поперечный разрез пакета, уложенного из стержней круглого сечения в пакет ассиметричного шестигранного сечения, имеющего различимую точечную непрозрачную метку 3, образованную непрозрачной оболочкой среднего в ряду стержня, где 1 - сторона правильного шестигранника без одного ряда.
На ФИГ.3. показан поперечный разрез пакета, уложенного из стержней круглого сечения в пакет ассиметричного шестигранного сечения, имеющего протяженную непрозрачную различимую метку, образованную непрозрачными сердцевинами, где 1 - сторона шестигранника без одного ряда, 4 - протяженная различимая метка.
На ФИГ.4. показан поперечный разрез блока, уложенного из стержней круглого сечения в пакет ассиметричного шестигранного сечения, имеющего групповую различимую непрозрачную метку, образованную группой стержней с непрозрачной сердцевиной, где 1 - сторона шестигранника без одного ряда, 5 - групповая непрозрачная метка.
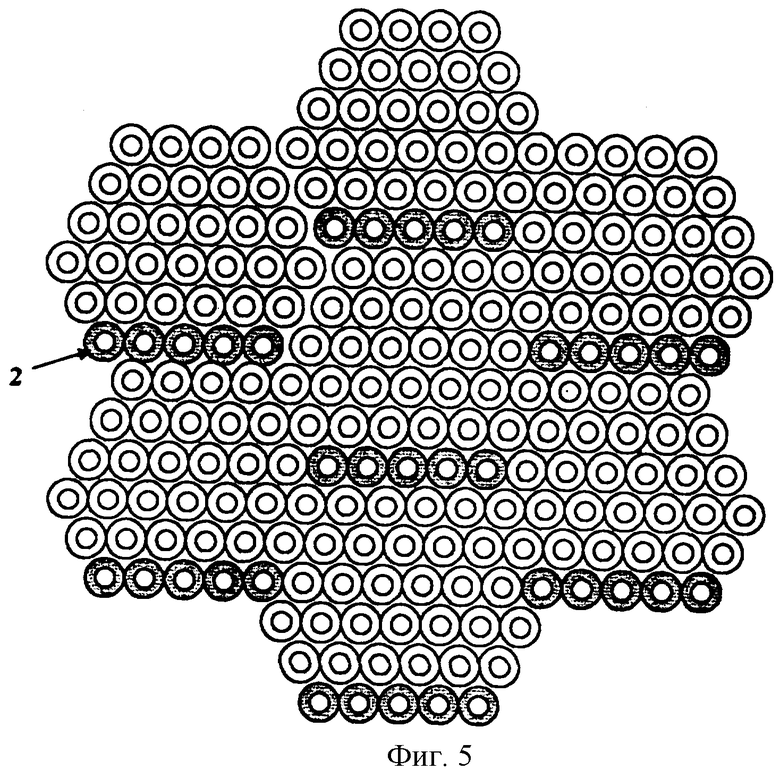
На ФИГ.5. показан поперечный разрез блока, уложенного из МЖС ассиметричного шестигранного сечения - (ФИГ.1), набранных из стержней круглого сечения и имеющих протяженную различимую метку 2, образованную группой стержней с закрашенной оболочкой.
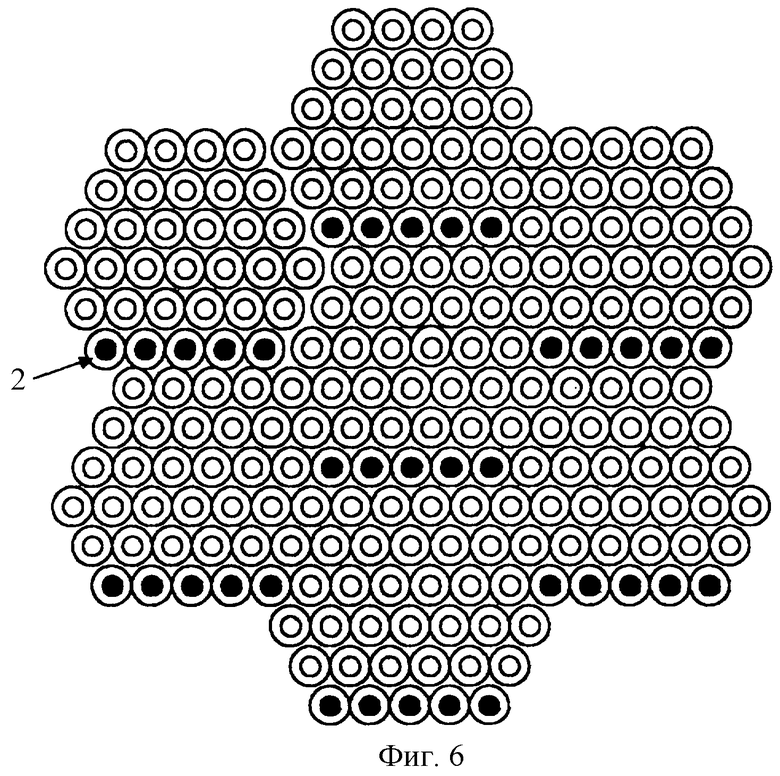
На ФИГ.6. показан поперечный разрез блока, уложенного из МЖС ассиметричного шестигранного сечения - (ФИГ.3), набранных из стержней круглого сечения и имеющих протяженную различимую метку 4, образованную группой стержней с непрозрачной сердцевиной.
Пример 1. Для получения многожильного стержня для изготовления световода согласно ФИГ.1 круглые одножильные световоды, имеющие сердцевину с показателем преломления 1.6, и оболочку с показателем преломления 1.48, укладывают в пакет с формой усеченного правильного шестигранника. При укладке пакета в нем не докладывают один ряд, а в последнем или предпоследнем ряду на грани без одного ряда помещают различимые полупрозрачные метки 2, изготовленные из одножильных световодов, у которых оболочка изготовлена из окрашенного стекла. Из пакета вытягивают многожильные световоды, у которых на одной, отмеченной грани не хватает одного ряда. Многожильные световоды с отмеченной гранью укладывают в блок согласно изображению на ФИГ.5, строго ориентируя грани с меткой в одном направлении. При укладке асимметричных многожильных световодов они стыкуются “выступ-впадина”, образуя сочлененную границу без нарушения структуры.
Пример 2. Для получения микроканального многожильного стержня согласно ФИГ.3 круглые одножильные двухслойные стержни 4, имеющие сердцевину из растворимого стекла и оболочку из стекла, способного восстанавливаться в водороде, укладывают в пакет с формой сечения измененного правильного шестигранника. При укладке пакета в нем не докладывают один ряд, а в последнем или предпоследнем ряду на грани без одного ряда помещают различимые непрозрачные метки 4, изготовленные из одножильных стержней, у которых сердцевина изготовлена из сильно окрашенного стекла. Из пакета вытягивают многожильные стержни, у которых на одной отмеченной грани не хватает одного ряда. Многожильные стержни с отмеченной гранью укладывают в блок согласно изображению на ФИГ.6, строго ориентируя грани с меткой в одном направлении. При укладке асимметричных многожильных световодов они стыкуются “выступ-впадина”, образуя сочлененную границу без нарушения структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКИХ ЭЛЕМЕНТОВ И МИКРОКАНАЛЬНЫХ СТРУКТУР | 2001 |
|
RU2235072C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ), ПЕРЕДАЮЩЕГО ИЗОБРАЖЕНИЕ, И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2014 |
|
RU2578693C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕГУЛЯРНОЙ ГЕКСАГОНАЛЬНОЙ ВОЛОКОННОЙ СТРУКТУРЫ | 2000 |
|
RU2199140C2 |
| СПОСОБ СБОРКИ ВЫСОКОРАЗРЕШАЮЩИХ ВОЛОКОННЫХ И КАПИЛЛЯРНЫХ ГЕКСАГОНАЛЬНЫХ СТРУКТУР (ВАРИАНТЫ) | 2007 |
|
RU2346304C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОРАССЕИВАЮЩЕГО ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ) И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2015 |
|
RU2583892C1 |
| СПОСОБ УКЛАДКИ ПАКЕТА СВЕТОВОДОВ | 2005 |
|
RU2294550C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕГУЛЯРНОЙ ГЕКСАГОНАЛЬНОЙ ВОЛОКОННОЙ СТРУКТУРЫ (ВАРИАНТЫ) | 2002 |
|
RU2210795C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МИКРОКАНАЛЬНЫХ ПЛАСТИН | 2010 |
|
RU2441851C1 |
| ОДНОМОДОВОЕ ЭЛЕКТРООПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2247414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |



Изобретение относится к оптической и электронной промышленностям и может быть использовано при изготовлении волоконно-оптических пластин, инверторов, фоконов и микроканальных пластин. Включает регулярную порядную укладку единичных стержней в пакет с сечением полигранной формы, например шестигранника, последующую перетяжку пакета в многожильный дрот, его резку и укладку многожильных стержней в блоки, их спекание и резку. Пакеты изготавливают с различимой в поперечном сечении меткой, выполненной из одного или части укладываемых в пакет стержней, которые для этого выполняются из материала с коэффициентом поглощения, отличным от других стержней этого пакета, и расположены преимущественно в периферийном ряду пакета. Укладку каждого блока осуществляют из многожильных стержней с одинаковой формой метки при соблюдении одинаковой ориентации этих меток относительно друг друга. Метки выполняют прозрачными, полупрозрачными или непрозрачными. Обеспечено упрощение и повышение производительности процесса сборки блоков многожильных структур, включая использование несимметричных форм их сечений. 3 з.п.ф-лы., 6 ил.

| US 3679384 A, 25.07.1972 | |||
| JP 61241705 A, 28.10.1972 | |||
| US 4175940 A, 27.11.1979 | |||
| SU 1193950 A1, 10.05.1996 |

