Изобретение относится к атомной энергетике и может найти применение при изготовлении тепловыделяющих элементов (ТВЭЛ) на автоматических линиях для подачи цилиндрических топливных таблеток на снаряжение ТВЭЛов, подачи цилиндрических фиксаторов в виде разрезных втулок для фиксации столба топливных таблеток в оболочке ТВЭЛа, подачи на сварку цилиндрических заглушек при герметизации ТВЕЛов и подачи заготовок ячеек на их изготовление для дистанционирующих решеток тепловыделяющей сборки (ТВС).
Известно устройство для подачи цилиндрических деталей в автоматической линии изготовления ТВЭЛов, содержащее бункер для загрузки в него цилиндрических деталей, узел вывода из бункера цилиндрических деталей, привод и узел проводки цилиндрических деталей (см. патент Российской Федерации 2070740 по заявке 94018136/25 от 17.05.1994, МПК 6 G 21 С 21/02. Автоматическая линия изготовления ТВЭЛов).
В автоматической линии в качестве бункера использован вибропитатель (поз. 24) поштучной подачи топливных таблеток через питающие трубки (поз. 25) на горизонтальные ложементы (поз. 26), т.е. в качестве цилиндрических деталей в известной линии используются топливные таблетки, а в качестве узла проводки топливных таблеток использованы питающие трубки (поз. 25). В известной автоматической линии не полно характеризуется устройство для подачи цилиндрических деталей.
Известно устройство для подачи цилиндрических деталей, использованное в автоматической линии сборки ТВЭЛов для энергетических ядерных реакторов (см. патент Российской Федерации 2094866, МПК 6 G 21 С 21/00, по заявке 94028868 от 02.08.1994), где в качестве бункера используется вибропитатель (поз. 36), снабженный автономным виброприводом (не показан), в качестве узла вывода из бункера топливных таблеток (цилиндрических деталей) использованы винтовые канавки, выполненные на внутренней поверхности бункера, а в качестве узла проводки топливных таблеток использована трубка, встроенная по касательной к винтовой канавке бункера (фиг.8). Из практики работы вибропитателей известно, что они имеют весьма существенные недостатки в работе, заключающиеся в том, что они чувствительны к перемене массы загруженных в бункер цилиндрических деталей. При загрузке малого количества падает производительность автоматической линии, а при загрузке большого количества цилиндрических деталей идет смыкание (касание) деталей друг к другу. Образуется как бы монолитная масса, которая гасит вибрацию и перемещение деталей по бункеру прекращается, что снижает производительность всей линии в целом и требуется вмешательство оператора по разделению друг от друга загруженных в бункер деталей. Не исключены сбои режимов вибрации, что требует настройки, поднастройки вибропитателей, т.е. частого привлечения ремонтного персонала, а это срывает заданный ритм и заданную производительность. Известный вибропитатель неэффективно работает на подаче легковесных деталей, т.к. последние в винтовых канавках бункера образуют неустойчивые при вибрации ручьи легковесных деталей.
Наиболее близким по техническим условиям и достигаемому эффекту является устройство для подачи цилиндрических деталей, содержащее бункер для подачи цилиндрических деталей в форме конуса, направленного вершиной вниз, узел вывода из бункера цилиндрических деталей в виде отверстия при вершине, привод с захватным органом, узел проводки в виде приемной трубки и лотка и узел ориентирования в виде провального окна (см. М.В. Медвидь. Автоматические ориентирующие загрузочные устройства и механизмы. М.: Машгиз, 1963, с.20-21, фиг.13, с. 37-38, фиг.27б.
В устройстве-прототипе захватный орган в виде штифта жестко закреплен в приводе и при его работе не исключается повреждение топливных таблеток, что недопустимо, заготовок для ячеек дистанционирующих решеток из циркониевого сплава, фиксаторов в виде продольно разрезных втулок из циркониевого сплава и заглушек для ТВЭЛов из циркониевого сплава.
Известно, что цирконий отличается склонностью к разъедающей коррозии, появляющейся в результате истирания металла между соприкасающимися поверхностями даже при отсутствии коррозионной среды (см. Металлургия циркония. Перевод с английского. Под редакцией Г.А. Меерсона и Ю.В. Гагаринского. М.: Издательство иностранной литературы, 1959, с. 298). Это свойство циркония не позволяет использовать устройство-прототип для подачи циркониевых деталей для изготовления ТВЭЛ и ТВС, а также устройство нельзя применить для подачи топливных таблеток из-за их возможного разрушения захватным органом. Заглушки для ТВЭЛ имеют смещенный центр тяжести и три разных диаметра хвостовой, средней и головной части. В связи с этим известный узел ориентирующий не обеспечит ориентирования заглушек для ТВЭЛ.
Технической задачей является предупреждение повреждений топливных таблеток, фиксаторов, заглушек и заготовок ячеек к дистанционирующим решеткам при их подаче к механизмам автоматической линии изготовления ТВЭЛов и дистанционирующих решеток к ТВС и обеспечение заданного режима работы линии, в которую встроено устройство.
Эта техническая задача решается тем, что в устройстве для подачи цилиндрических деталей на механизмы автоматических линий изготовления ТВЭЛов и дистанционирующих решеток для ТВС, содержащем бункер в форме конуса, направленного вершиной вниз, для подачи цилиндрических деталей к механизмам автоматической линии изготовления тепловыделяющих элементов, узел вывода из бункера в виде отверстия при вершине, привод с захватным органом, узел проводки в виде приемной трубки и лотка и узел ориентирования в виде провального окна, согласно изобретению узел вывода из бункера снабжен вставкой из полимерного материала с конусной заходной частью, совпадающей с конусной частью бункера с отверстием, достаточным для прохождения цилиндрических деталей, привод захватного органа в виде электродвигателя размещен в верхней части бункера соосно отверстию узла вывода, захватный орган плакирован полимерным материалом, выполнен └┐-образной формы, его верхняя часть через полимерную втулку соединена с валом электродвигателя, а у нижней части диаметр описываемой при вращении окружности не превышает диаметра отверстия узла вывода.
Другими отличиями являются:
- выполнение на приемной трубке отсекателя поштучной выдачи топливных таблеток, заглушек, фиксаторов и заготовок ячеек;
- размещение на нижнем конце захватного органа из полимерного материала для заготовок ячеек и фиксаторов;
- использование в качестве полимерного материала капролона.
Такое выполнение устройства для подачи цилиндрических деталей позволяет использовать его для подачи топливных таблеток, фиксаторов и заготовок ячеек на механизмы линий изготовления ТВЭЛов и дистанционирующих решеток для ТВС.
Выполнение узла вывода цилиндрических деталей из бункера с полимерной вставкой с конусной заходной частью, совпадающей с конусной частью бункера с отверстием их вывода и захватного органа └┐-образной формы, плакированного полимерным материалом с диаметром описываемой окружности, не превышающей диаметра отверстия узла вывода цилиндрических деталей, и с крепежом к валу привода через полимерную втулку, позволяет осуществлять незначительное локальное перемешивание цилиндрических деталей в зоне отверстия узла вывода и механическое воздействие цилиндрических деталей друг на друга свести к минимуму, что особенно важно для топливных таблеток. При этом механическое воздействие захватного органа, плакированного полимерным материалом, и его крепеж к валу привода через полимерную втулку и полимерная вставка в зоне вращения захватного органа позволяют исключить повреждение топливных таблеток, циркониевых заглушек, заготовок ячеек и фиксаторов элементами захватного органа и бункера.
В целом достигается поставленная цель по исключению повреждений топливных таблеток, заглушек из циркония, фиксаторов, заготовок ячеек для дистанционирующих решеток, обеспечивается заданный ритм работы.
На чертежах представлено устройство для подачи цилиндрических деталей, где
на фиг.1 - общий вид;
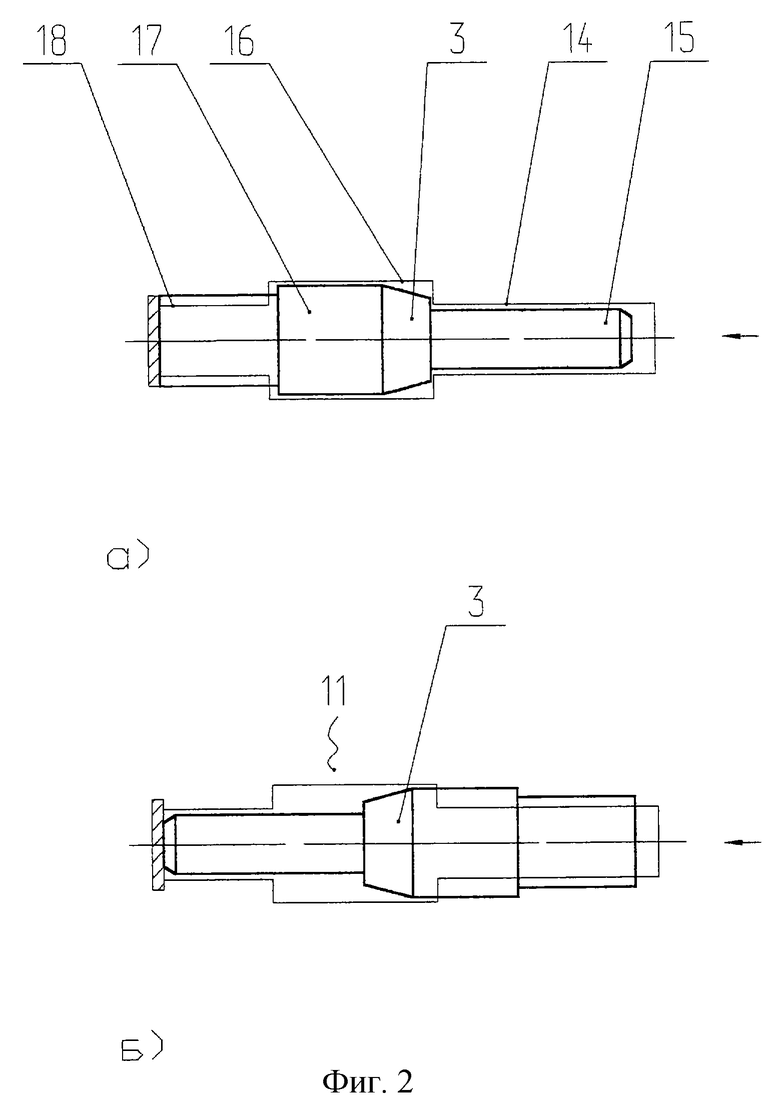
на фиг.2 - узел ориентирования;
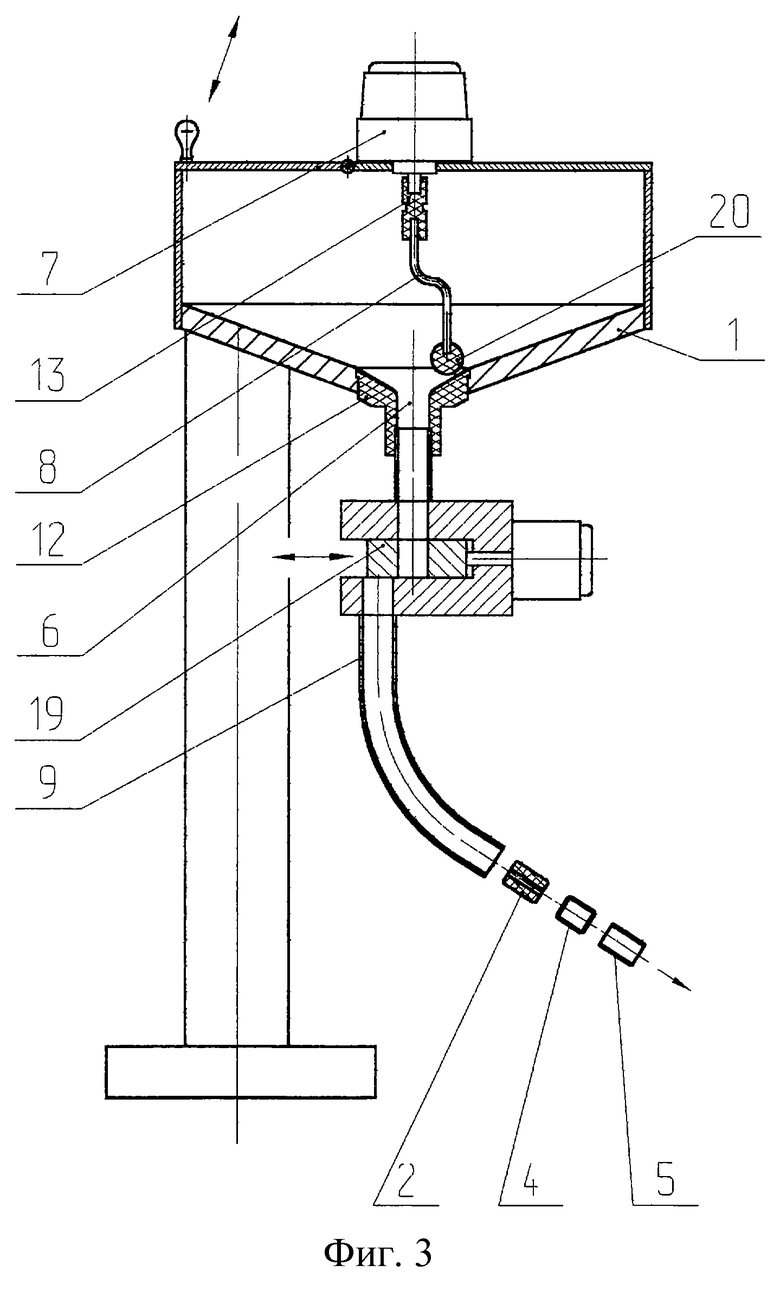
на фиг.3 - захватный орган с шариком на торце.
Устройство подачи цилиндрических деталей к механизмам автоматических линий содержит бункер 1 в форме конуса, направленного вершиной вниз, для подачи цилиндрических деталей в виде топливных таблеток 2, заглушек 3 для герметизации ТВЭЛов, фиксатора 4 для фиксации топливного столба в оболочке ТВЭЛа и заготовок ячеек 5 для изготовления дистанционирующих решеток ТВС, узел вывода из бункера 1 цилиндрических деталей 2, 3, 4, 5 в виде отверстия 6 при вершине, привод 7 с захватным органом 8, узел проводки цилиндрических деталей 2, 3, 4, 5 в виде приемной трубки 9, лотка 10 и узел ориентирования заглушек 3 в виде провального окна 11.
Провальное окно 11 предусмотрено только для ориентирования заглушек, имеющих смещенный центр тяжести и три разных по диаметру сечения головной, средней и задней части. Устройства подачи топливных таблеток, фиксаторов и заготовок ячеек узла ориентации не имеют.
Узел вывода из бункера 1 снабжен вставкой 12 из полимерного материала с конусной заходной частью, совпадающей с конусной частью бункера 1 с отверстием 6, достаточным для прохождения цилиндрических деталей. Привод 7 захватного органа в виде электродвигателя размещен в верхней части бункера 1 соосно отверстию 6 узла вывода. Захватный орган 8 плакирован полимерным материалом, выполнен └┐-образной формы, закреплен в верхней части через полимерную втулку 13 с валом электродвигателя 7. У нижней части захватного органа 8 диаметр описываемой при вращении окружности не превышает диаметра отверстия 6 узла вывода. Приемная трубка 9 выполнена с горизонтальным участком на конце и с глухим торцем для заглушек 3 со смещенным центром тяжести и тремя разными диаметрами хвостовой, средней и головной части.
Провальное окно 11 размещено на горизонтальном участке приемной трубки 9 и выполнено в виде трех совмещенных прямоугольных отверстий, где первое отверстие 14 несколько больше длины и диаметра головки 15 заглушки 3, второе среднее отверстие 16 несколько больше длины и диаметра средней части 17 заглушки 3, а третье последнее отверстие 18 равно ширине первого отверстия 14 и половине его длины.
На приемной трубке 9 размещен отсекатель 19 поштучной выдачи цилиндрических деталей 2, 3, 4, 5. На нижнем конце захватного органа 8 размещен шарик 20 из полимерного материала, позволяющий осуществлять перемешивание в зоне отверстия 6 цилиндрических деталей незначительной массы (тонкостенные заготовки ячеек, фиксаторы). Захватный орган 8 плакирован полимерным материалом капролоном. Из него же изготовлены шар 20, вставка 12 и полимерная втулка 13.
Устройство работает следующим образом. В бункер 1 насыпают цилиндрические детали: топливные таблетки 2, либо заглушки 3, либо фиксаторы 4, либо заготовки ячеек 5. Привод 7, соединенный через полимерную втулку 13 с захватным органом 8, передает ему вращение вокруг оси. При этом благодаря тому, что захватный орган 8, плакированный полимерным материалом, выполнен └┐-образной формы, нижняя его часть описывает окружность, равную по диаметру отверстию 6 в узле вывода цилиндрических деталей. Происходит локальное перемешивание цилиндрических деталей над отверстием 6 и над вставкой 12 из полимерного материала без их повреждения, поскольку контакт перемешиваемых цилиндрических деталей с металлом отсутствует и захватный орган 8 имеет возможность отклониться от оси вращения благодаря полимерной втулке 13. Цилиндрические детали через отверстие 6 попадают в приемную трубку 9, откуда поштучно выдаются с помощью отсекателя 19 поштучной выдачи на механизмы автоматических линий.
При использовании устройства для подачи заглушек 3 последние проходят ориентирование в провальном окне 11. При этом заглушки 3 под собственным весом падают по приемной трубке 9 до горизонтального участка, упираются в глухой торец и благодаря выполнению провального окна 11 в виде совмещенных прямоугольных отверстий 14, 16, 18 в соответствии с размерами головной 15, средней 17 и хвостовой части заглушки 3 (фиг.2) ориентируются головной 15 частью вниз и падают в лоток 10.
При использовании устройства для подачи фиксаторов 4 и заготовок 5 ячеек используют насадку в виде шарика 20 из полимерного материала, которую одевают на нижнюю часть захватного органа 8. Это позволяет при перемешивании исключить сцепление между собой цилиндрических деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2174718C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩУЮ СБОРКУ | 1999 |
|
RU2181220C2 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2242297C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2246770C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2079170C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2248052C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| УСТАНОВКА ПРЕССОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК | 2001 |
|
RU2210122C2 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях по изготовлению тепловыделяющих элементов (твэлов) для тепловыделяющих сборок ядерных реакторов. Технический результат: предупреждение повреждения топливных таблеток, заглушек, фиксаторов и заготовок ячеек дистанционирующих решеток при их подаче к механизмам автоматической линии изготовления твэлов. Устройство содержит бункер 1 в форме конуса, направленного вершиной вниз, для подачи цилиндрических деталей 3, узел вывода из бункера в виде отверстия 6 при вершине, привод 7 с захватным органом 8, узел приводки в виде приемной трубки 9 и лотка 10 и узел ориентирования в виде провального окна 11. Узел вывода из бункера снабжен вставкой 12 из полимерного материала с конусной заходной частью, совпадающей с конусной частью бункера с отверстием, достаточным для прохождения цилиндрических деталей. Привод захватного органа в виде электродвигателя размещен в верхней части бункера соосно с отверстием узла вывода. Захватный орган плакирован полимерным материалом, выполнен └┐-образной формы. Верхняя часть захватного органа через полимерную втулку 13 соединена с валом электродвигателя. У нижней части диаметр описываемой при вращении окружности не превышает диаметра отверстия узла вывода. 3 з.п. ф-лы, 3 ил.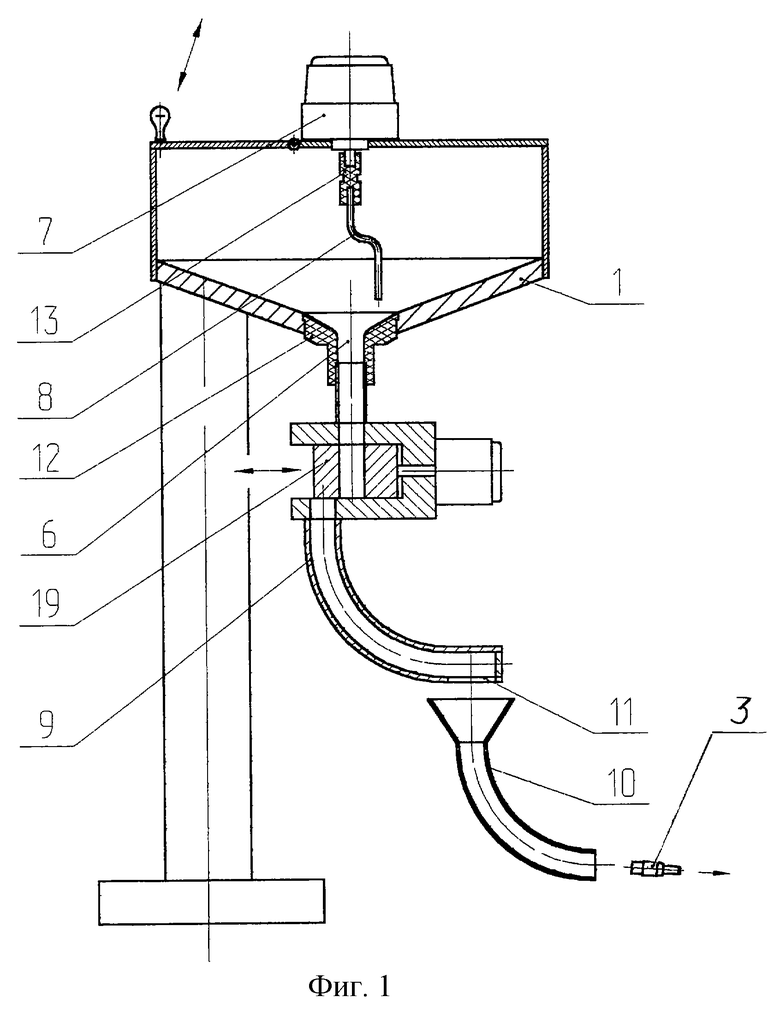
| МЕДВИДЬ М.В | |||
| Автоматические ориентирующие загрузочные устройства и механизмы | |||
| - М.: Машгиз, 1963, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| СПОСОБ И УСТРОЙСТВО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2156508C2 |
| RU 2070740 C1, 20.12.1996 | |||
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ ДЕТАЛЕЙ | 1991 |
|
RU2030272C1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

