Изобретение относится к металлообработке шлифованием и может быть использовано при изготовлении деталей с отверстиями с криволинейными эллиптическими поперечными сечениями.
Известен способ отделочной обработки вогнутой тороидальной поверхности типа желоба наружного кольца радиального шарикоподшипника дисковым инструментом, при котором подвод инструмента к изделию и врезание осуществляют одним круговым движением, при этом ось поворота шпинделя располагают от оси изделия на расстоянии, равном радиусу круговой оси желоба изделия, а ось вращения инструмента по отношению к оси изделия располагают под углом по приведенной формуле [1].
Однако этот способ имеет ограниченные технологические возможности и узкую специализацию, при этом требует изготовления сложной и дорогой оснастки для его реализации, не позволяет обрабатывать эллиптические внутренние поверхности и не обеспечивает независимости профиля обработанного изделия от диаметра шлифовального круга.
Известен способ расточки отверстий с эллиптической поверхностью, основанный на том, что проекция окружности на наклонную поверхность дает эллипс [2]. Обработка производится вращением резца, укрепленного в шпинделе станка, и подачей под углом к заготовке, установленной на суппорте.
Известный способ имеет ограниченные технологические возможности и узкую специализацию и не пригоден для абразивной обработки отверстий с эллиптической поверхностью, при этом требует изготовления специальной оснастки и длительного времени наладки для его реализации, кроме того, не решен вопрос осуществления подачи врезания при неоднократных проходах.
Задачей изобретения является расширение технологических возможностей способа, повышение точности и качества обработки внутренней эллиптической поверхности, снижение величины шероховатости и решение вопроса по осуществлению подачи врезания при неоднократных проходах, а также обеспечение независимости профиля обработанного изделия от диаметра шлифовального круга.
Поставленная задача достигается предлагаемым способом отделочной абразивной обработки отверстия с эллиптической поверхностью, заключающимся в том, что ось вращения шлифовального шпинделя устанавливают к оси вращения обрабатываемой детали под углом α, который определяют по формуле
α=arc cos(b/a),
где а и b - соответственно большая и малая полуоси обрабатываемого эллипса.
Причем периферийную режущую поверхность круга при правке делят на две равные по высоте поверхности: дальняя от обрабатываемой детали, приторцовая часть работает тогда, когда т. О пересечения осей вращения детали и инструмента находится справа от обрабатываемой детали благодаря продольной подаче, ближняя от обрабатываемой детали приторцовая часть работает тогда, когда т. О пересечения осей вращения детали и инструмента находится в обрабатываемой детали или слева от нее.
При этом подача врезания для снятия общего припуска, оставленного под шлифование, осуществляется круговым движением вокруг т. О, изменяя угол α в сторону уменьшения.
Кроме того, по мере износа и затупления круга производят правку, при которой наблюдается уменьшение наружного диаметра. Для восстановления последнего круг разворачивают относительно шпинделя, увеличивая угол β наклона его к плоскости, перпендикулярной оси вращения круга.
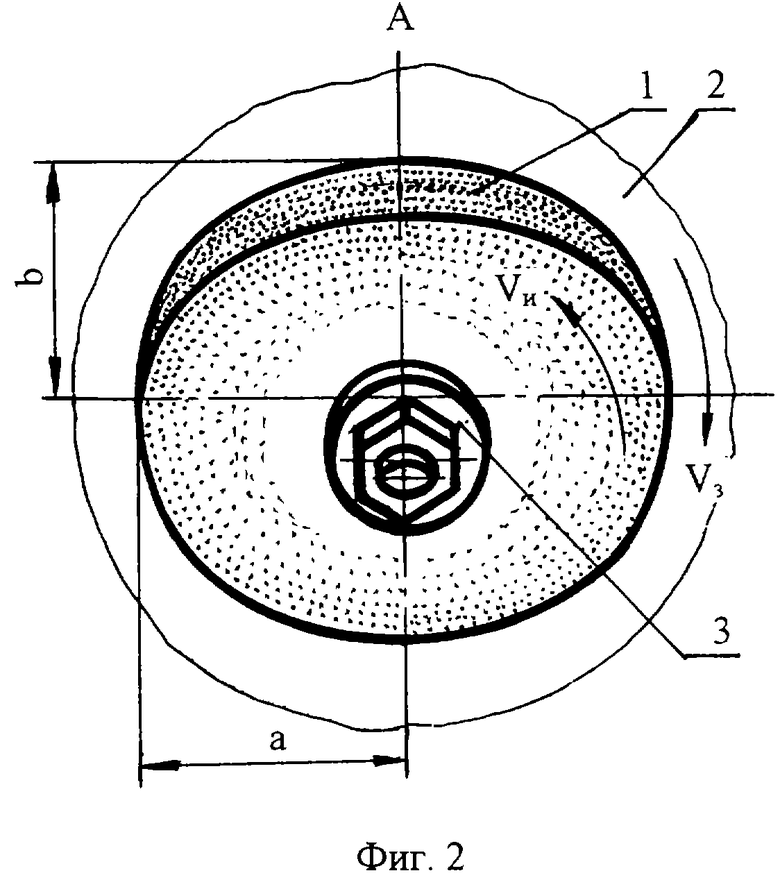
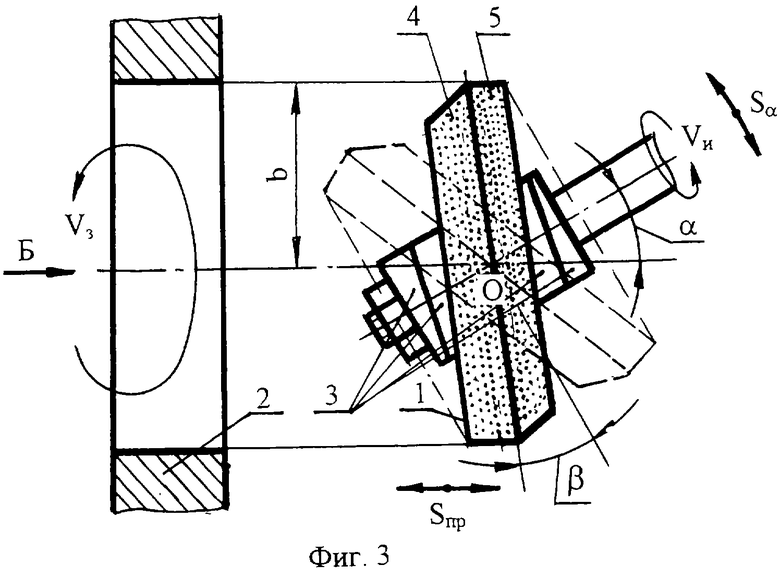
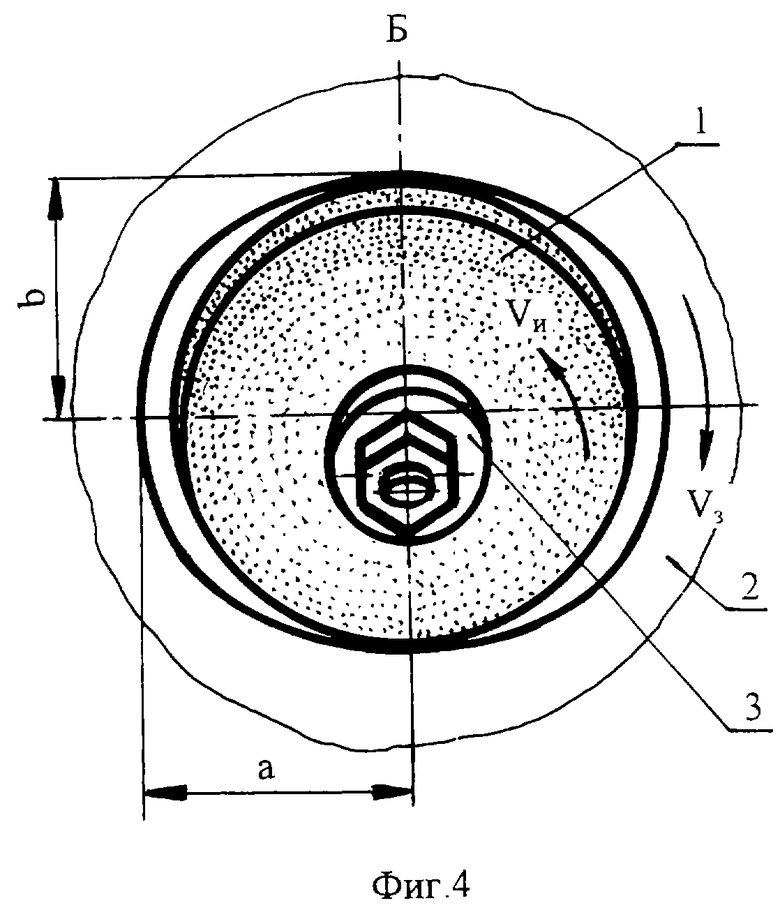
На фиг. 1 представлена схема реализации способа отделочной абразивной обработки отверстия с эллиптической поверхностью; на фиг.2 - вид слева по А на фиг.1; на фиг. 3 представлена схема реализации способа отделочной абразивной обработки отверстия с эллиптической поверхностью максимально изношенным кругом; на фиг. 4 - вид слева по Б на фиг.3.
Способ отделочной абразивной обработки отверстия с эллиптической поверхностью основан на том, что проекция окружности на наклонную плоскость дает эллипс. Отделочная абразивная обработка предварительно расточенного отверстия производится вращающимся шлифовальным кругом 1, закрепленным на шпинделе, например, внутри шлифовального станка, с обеспечением продольной подачи Sпр. Ось вращения шлифовального шпинделя с кругом 1 располагают под углом α к оси вращения заготовки 2, установленной, например, в передней бабке станка. Угол α определяют по формуле
α=arc cos(b/a),
где а и b - соответственно большая и малая полуоси обрабатываемого эллипса.
Круг 1 может располагаться на шпинделе как параллельно, так и наклонно под углом β к плоскости, перпендикулярной к оси вращения, и закреплен на шпинделе посредством крепежных фланцев 3 со скошенными торцами и гайки. Плавное регулирование угла β наклона круга 1 осуществляется с помощью взаимного поворота фланцев 3, у которых скошенные торцы выполнены под углом βmax/2 причем поворот одного фланца с одного торца на какой-то угол относительно оси должен соответствовать повороту на такой же угол другого фланца с другого торца круга.
Перед началом шлифования новым стандартным кругом его периферийную режущую поверхность правят, деля на две равные по высоте части 4 и 5 поверхности, где крайняя приторцовая часть 5 работает тогда, когда т. О пересечения осей вращения детали и инструмента находится справа от обрабатываемой детали (согласно фиг.1 и 3) благодаря продольной подаче Sпр, приторцовая часть 4 работает тогда, когда т. О пересечения осей вращения детали и инструмента находится в обрабатываемой детали или слева от нее. Наружный диаметр D нового круга равен 2а, т.е. величине, большей оси обрабатываемого эллипса.
Для снятия общего припуска t, оставленного под шлифование, необходима поперечная подача Sα врезания, которая осуществляется круговым движением вокруг т. О пересечения осей вращения детали и инструмента, изменяя угол α в сторону уменьшения.
По мере износа абразивного круга и его затупления необходима правка, в результате которой происходит уменьшение наружного диаметра, поэтому для восстановления наружного диаметра обрабатываемого инструмента круг разворачивают относительно шпинделя, увеличивая угол β наклона его к плоскости, перпендикулярной оси вращения круга.
Максимально возможный угол βmax поворота круга относительно шпинделя равен углу α, при этом диаметр круга будет равен 2b малой оси обрабатываемого эллипса. При меньшем диаметре круга обработка эллипса данного размера невозможна. Оставшийся абразивный инструмент можно использовать для обработки эллиптических отверстий меньших размеров.
Пример. Проводили отделочную абразивную обработку отверстия с криволинейной эллиптической поверхностью (заменяющее шпоночное соединение) полумуфты на внутришлифовальном станке мод. 3К228В. Материал обрабатываемой детали - сталь 45 ГОСТ 1050-74 (НВ 260), большая ось эллиптического отверстия - 2а= 125 мм, малая - 2b=104,26 мм, длина обработки 50 мм, абразивный круг Dmax= 125 mm, d=32 мм, Н=20 мм, 24А25 см 17К43 ГОСТ 2424-83.
Режимы обработки: скорость обрабатываемой детали 40 м/мин, минутная продольная подача Sпр= 5390 мм/мин, скорость вращения инструмента 20 м/с, припуск под шлифование t=0,3 мм на сторону, угол наклона шлифовального шпинделя к оси вращения детали α=arc cos(53,83/62,5)=30o32', где 53,83=(54,13-0,3) мм - величина малой полуоси заготовки, для снятия припуска t=0,3 мм шлифовальный шпиндель был повернут в общей сложности до величины угла α=30o (на Sα = 0°32′). Поперечная круговая подача круга - Sα=0,015 мм/дв. ход (Sα = 0°001′36″/дв.ход).
Обработку осуществляли за 20 проходов с охлаждающей жидкостью - эмульсией. Абразивная обработка по предлагаемому способу позволила получить эллиптическую внутреннюю поверхность нужного качества и шероховатости (Ra=0,63 мкм) без прижогов и микротрещин.
Предлагаемый способ отделочной абразивной обработки отверстия с эллиптической поверхностью позволяет расширить технологические возможности получения точных криволинейных поверхностей и относится к бескопирным кинематическим способам. Он позволяет повысить точность и качество обработки внутренней эллиптической поверхности, снизить величину шероховатости и обеспечить независимость профиля обработанного изделия от диаметра шлифовального круга.
Источники информации, принятые во внимание
1. А. с. 563272, МКИ В 24 В 19/06. Способ отделочной обработки вогнутой тороидальной поверхности типа желоба наружного кольца радиального шарикоподшипника. Гаврилов В. П., Колпаков Д.И. Заявка 1859111/08, заяв. 18.12.72. опуб. 30.06.77. Бюл. 24.
2. Карелин Н.М. Бескопирная обработка цилиндрических деталей с криволинейными поперечными сечениям. - М.: Машиностроение, 1966, С 11-13, рис. 10 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 2002 |
|
RU2211132C1 |
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2192344C1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при шлифовании деталей с отверстиями с криволинейными эллиптическими поперечными сечениями. Обрабатываемой детали и шлифовальному шпинделю с кругом сообщают вращения и относительную продольную подачу. Для обеспечения бескопирной обработки ось вращения шлифовального шпинделя устанавливают под углом α к оси вращения обрабатываемой детали. Величину угла определяют в зависимости от большой и малой полуосей обрабатываемой эллиптической поверхности отверстия. Используют круг с периферийной режущей поверхностью, разделенной при правке на две равные по высоте части. Обработку ведут с круговой подачей врезания вокруг точки пересечения осей детали и круга. Такие действия расширяют технологические возможности и повышают точность и качество обработки. 3 з.п. ф-лы, 4 ил.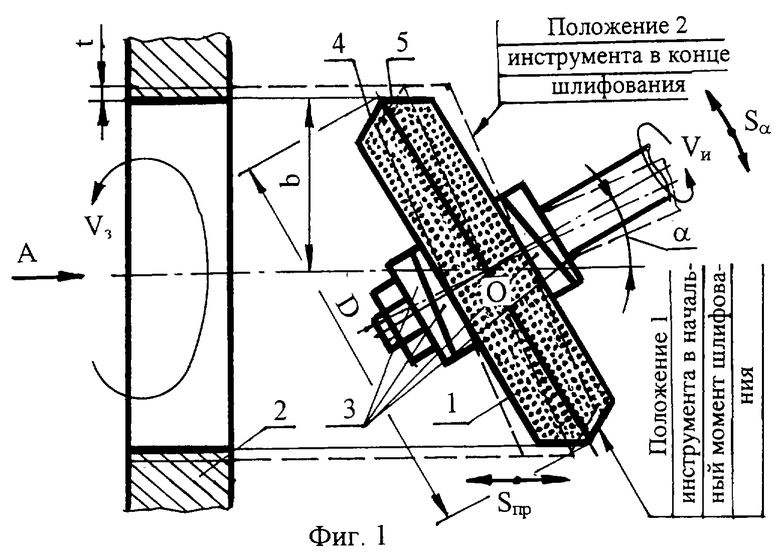
α= arc cos(b/a),
где а и b - соответственно, большая и малая полуоси обрабатываемой эллиптической поверхности отверстия.
| УСТРОЙСТВО для ШЛИФОВАНИЯ НЕКРУГЛОГО ОТВЕРСТИЯ | 0 |
|
SU384655A1 |
| КАРЕЛИН Н.М | |||
| Бескопирная обработка деталей с криволинейными поперечными сечениями | |||
| - М.: Машиностроение, 1966, с.11-13, рис.10 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "БИТОЧКИ СО СМЕТАННЫМ СОУСОМ" | 2013 |
|
RU2514267C1 |

