Изобретение относится к машиностроению и металлообработке шлифованием и может быть использовано при изготовлении деталей с отверстиями с криволинейными эллиптическими поперечными сечениями.
Известна шпиндельная шлифовальная головка, содержащая установленный в держателе шлифовальный круг, ось вращения которого перпендикулярна центральной оси держателя, совпадающей с плоскостью продольной симметрии шлифовального круга, при этом держатель выполнен в виде шпинделя, ось вращения которого совпадает с его центральной осью [1].
Однако эта головка имеет ограниченные технологические возможности и узкую специализацию, а именно только для обработки наружных поверхностей двоякой кривизны. Использование ее для обработки эллиптических отверстий затруднено из-за наличия открытой ременной передачи и расположения ее на наружной поверхности держателя. Кроме того, невозможность управления углом наклона оси вращения инструмента к оси вращения детали делает ее непригодной к обработке эллиптических отверстий.
Известна шлифовальная головка для обработки эллиптических внутренних полостей, включающая шлифовальный круг с приводом [2].
Недостатком головки является неприспособленность конструкции к изменению угла наклона оси вращения шлифовального круга относительно оси держателя и управление им, что ограничивает ее технологические возможности.
Задачей изобретения является расширение технологических возможностей, повышение точности и качества обработки внутренней эллиптической поверхности, снижение величины шероховатости и решение вопроса по осуществлению подачи врезания при неоднократных проходах, а также обеспечение независимости профиля обработанного изделия от диаметра шлифовального круга.
Поставленная задача достигается предлагаемой шлифовальной головкой, служащей для обработки эллиптических внутренних полостей, которая включает в себе выполненный в виде полой трубы держатель инструмента с пневмоприводом, при этом она снабжена планкой, на одном конце которой шарнирно закреплен пневмопривод с инструментом, а противоположным концом планка шарнирно закреплена на держателе инструмента с возможностью изменения угла наклона оси вращения инструмента относительно оси держателя.
Кроме того, шлифовальная головка снабжена тягой пневмопривода круговой поперечной подачи, расположенной в держателе и шарнирно соединенной с кронштейном, который закреплен на корпусе пневмопривода шлифовального круга.
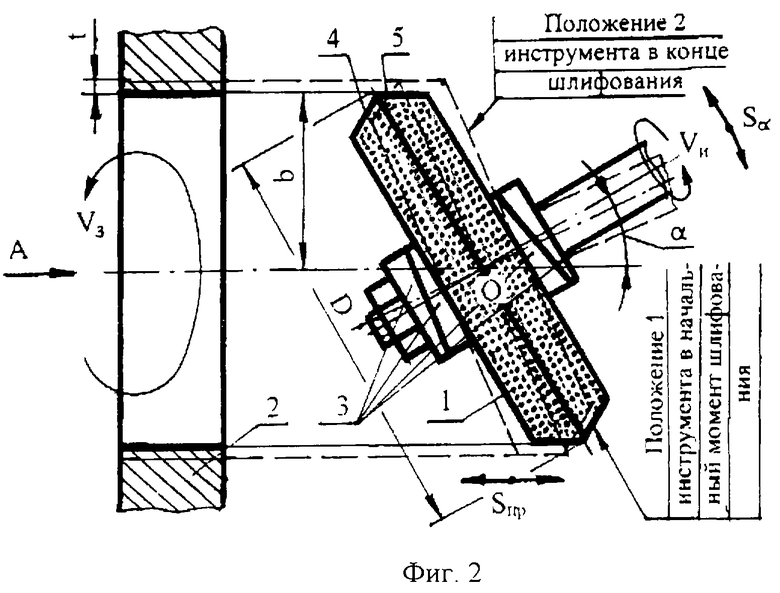
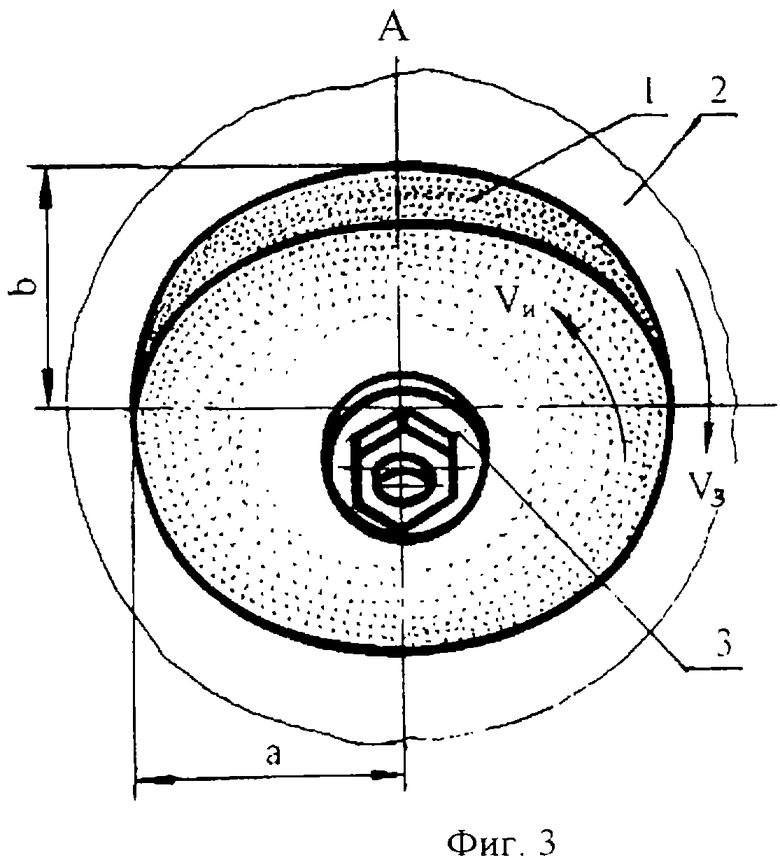
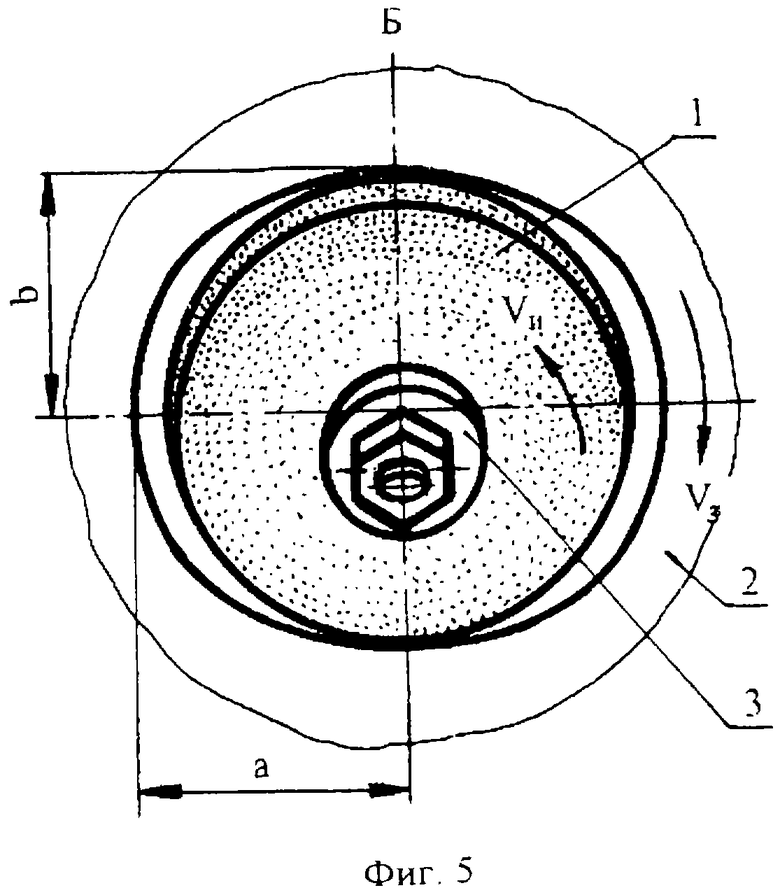
На фиг. 1 изображена предлагаемая шлифовальная головка для обработки отверстий с эллиптической поверхностью; на фиг.2 представлена схема отделочной абразивной обработки отверстия с эллиптической поверхностью с помощью предлагаемой головки; на фиг.3 - вид слева по А на фиг.2; на фиг.4 - представлена схема отделочной абразивной обработки отверстия с эллиптической поверхностью с помощью предлагаемой головки максимально изношенным кругом; на фиг.5 - вид слева по Б на фиг.4.
Шлифовальная головка служит для обработки эллиптических внутренних поверхностей, работа которой основана на том, что проекция окружности траектории режущей поверхности инструмента на наклонную плоскость дает эллипс [3] . Отделочная абразивная обработка предварительно расточенного отверстия производится вращающимся шлифовальным кругом 1 с обеспечением продольной подачи Sпр (фиг.2). Ось вращения шлифовального шпинделя с кругом 1 располагают под углом α к оси вращения заготовки 2. Угол α определяют по формуле:
α=arccos(b/a),
где а и b - соответственно большая и малая полуоси обрабатываемого эллипса.
Круг 1 может располагаться на шпинделе как параллельно, так и наклонно под углом β к плоскости, перпендикулярной оси вращения, и закреплен на шпинделе посредством крепежных фланцев 3 со скошенными торцами и гайки. Плавное регулирование угла β наклона круга 1 осуществляется с помощью взаимного поворота фланцев 3, у которых скошенные торцы выполнены под углом βmax/2, причем поворот одного фланца с одного торца на какой-то угол относительно оси должен соответствовать повороту на такой же угол другого фланца с другого торца круга.
Перед началом шлифования новым стандартным кругом его периферийную режущую поверхность правят, деля на две равные по высоте части 4 и 5 поверхность, где приторцевая часть 5 работает тогда, когда т.О пересечения осей вращения детали и инструмента находится справа от обрабатываемой детали (согласно фиг. 2 и 4) благодаря продольной подачи Sпр, приторцевая часть 4 работает тогда, когда т. О пересечения осей вращения детали и инструмента находится в обрабатываемой детали или слева от нее. Наружный диаметр D нового круга равен 2а, т.е. величине большей оси обрабатываемого эллипса.
Шлифовальная головка содержит держатель инструмента 6 (фиг.1), выполненный в виде полой трубы, на котором шарнирно одним концом закреплена планка 7. На другом конце планки 7 шарнирно закреплен пневмопривод 8 с инструментом 1 с возможностью изменения угла наклона α оси вращения инструмента 1 относительно оси держателя 6. В отверстии держателя 6 расположена тяга 9, шарнирно соединенная с кронштейном 10, который закреплен на корпусе пневмопривода 8. Также в отверстии держателя 6 располагается пневмотрубопровод 11 для подачи сжатого воздуха к пневмодвигателю 8.
При движении тяги 9 вверх или вниз будет изменяться угол α расположения оси вращения инструмента относительно оси держателя. Тяга 9 является тягой привода круговой поперечной подачи Sα врезания (на фиг.1 не показан).
Для снятия общего припуска t, оставленного под шлифование, необходима поперечная подача Sα врезания (фиг.2), которая осуществляется круговым движением вокруг т.О оси вращения инструмента, где т.О является точкой пересечения осей вращения детали и инструмента. Поперечная подача Sα врезания осуществляется изменением угла α в сторону уменьшения.
При работе предлагаемой головки подача врезание осуществляется движением тяги 9 вниз (согласно фиг.1), при этом т.О пересечения осей инструмента и держателя сместится влево, поэтому для совмещения т.О с осью обрабатываемой детали необходима корректировка положения держателя, заключающаяся в смещении его вправо, т.е. движение - Sк. Это движение может быть осуществлено с помощью известных устройств, например плансуппорта и каретки, на которых закреплен держатель (см. прототип). Движение тяги 9 вниз и перемещение держателя вправо Sк должны производиться одновременно. По окончании обработки детали круг и держатель должны вернуться в исходное положение.
По мере износа абразивного круга и его затупления необходима правка, в результате которой происходит уменьшение наружного диаметра, поэтому для восстановления наружного диаметра обрабатываемого инструмента круг разворачивают относительно шпинделя, увеличивая угол β наклона его к плоскости, перпендикулярной оси вращения круга.
Максимально возможный угол βmax поворота круга относительно шпинделя равен углу α, при этом диаметр круга будет равен 2b малой оси обрабатываемого эллипса. При меньшем диаметре круга обработка эллипса данного размера невозможна. Оставшийся абразивный инструмент можно использовать для обработки эллиптических отверстий меньших размеров.
Предлагаемая шлифовальная головка для отделочной абразивной обработки отверстий с эллиптической поверхностью позволяет расширить технологические возможности получения точных эллиптических криволинейных поверхностей и относится к конструкции оснастки, работающей по бескопирному кинематическому способу. Она позволяет повысить точность и качество обработки внутренней эллиптической поверхности, снизить величину шероховатости и обеспечить независимость профиля обработанного изделия от диаметра шлифовального круга.
Источники информации
1. А.с. 1286398, МКИ B 24 B 41/04. Шпиндельная шлифовальная головка. Коньшин А.С. и Рейбах Ю.С. Заявка 3295043/25-08, заяв.29.05.81, опуб.30.01.87, Бюл. 4.
2. А.с. СССР 384655, B 24 B 19/08, 27.03.1973 - прототип.
3. Карелин Н. М. Бескопирная обработка цилиндрических деталей с криволинейными поперечными сечениями. - М.: Машиностроение, 1966, с.11-13, рис. 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| ШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2120848C1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |

Изобретение относится к обработке металлов резанием и может быть использовано при шлифовании деталей с отверстиями с криволинейными эллиптическими поперечными сечениями. Шлифовальная головка содержит шлифовальный круг с пневмоприводом и держатель в виде трубы. На последнем шарнирно закреплена одним концом планка. На ее противоположном конце шарнирно закреплен привод со шлифовальным кругом с возможностью изменения угла наклона оси вращения шлифовального круга относительно оси держателя. Предусмотрена расположенная в держателе тяга круговой поперечной подачи шлифовального круга, шарнирно соединенная посредством кронштейна с корпусом упомянутого пневмопривода. Такая конструкция расширяет технологические возможности головки, повышает точность и качество обработки. 1 з.п. ф-лы, 5 ил.
| УСТРОЙСТВО для ШЛИФОВАНИЯ НЕКРУГЛОГО ОТВЕРСТИЯ | 0 |
|
SU384655A1 |
| Шлифовальная головка | 1974 |
|
SU549327A1 |
| КАРЕЛИН Н.М | |||
| Бескопирная обработка деталей с криволинейными поперечными сечениями | |||
| - М.: Машиностроение, 1966, с.11-13, рис.10 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "БИТОЧКИ СО СМЕТАННЫМ СОУСОМ" | 2013 |
|
RU2514267C1 |

