Изобретение относится к электро- и радиотехнике и может быть использовано в автомобилестроении для производства проволочных резисторов.
Известным направлением в производстве проволочных резисторов является использование в качестве проводящего элемента микропровода в стеклянной изоляции. Намотку провода на каркас производят при нагреве его до температуры 600-700oС. Однако при этом возрастает температурный коэффициент сопротивления /TKС/ и снижается стабильность параметров.
Широкое применение в аппаратуре получили проволочные резисторы типа ПЭ /эмалированные/, ПЭВ /эмалированные влагостойкие/, ПЭВР /эмалированные влагостойкие регулируемые/ с керамическими каркасами из ультрафарфора или стеатита. Выводы их гибкие медные или жесткие латунные в виде хомутиков.
Кроме того промышленностью выпускаются резисторы типа ПЭВТ - постоянные проволочные эмалированные влагостойкие нагревостойкие. Эти резисторы работают при температуре от минус 60 до плюс 450oС, а также при температуре плюс 40oС и 98%-ной влажности. Выводы их из нержавеющей стали.
Однако все указанные устройства не обеспечивают хорошего теплоотвода. В случае же перегрева внешней поверхности резистора указанные устройства не обладают конструктивной возможностью размещения электропредохранителя на своей поверхности для его отключения.
В последнем случае прекрасными конструктивно-технологическими возможностями обладают специальные корпуса из керамики, применяемые для герметизацией интегральных схем и полупроводниковых приборов. Однако применяемые в их производстве керамика с высокой температурой спекания и многослойная технология, требующая совместного обжига тугоплавких металлов типа вольфрама или молибдена с керамикой, никак не могут быть использованы для изготовления проволочного резистора, например из нихрома.
Известны керамические твердые схемы, изготавливаемые из низкотемпературных керамических материалов в виде моноблока керамических элементов. Получают моноблок путем заливки этих элементов расплавом порошка стекла, ситалла или керамики в смеси с термопластичной связкой в металлической форме. Последующая термообработка полученного полуфабриката проводится при температуре, обеспечивающей сохранность составляющих элементов без их разрушения или изменения параметров. Однако при этом требуется строгое согласование по температурным коэффициентам расширения /ТКР/ керамики элементов с керамикой моноблока.
Достаточно близким по технической сущности к предлагаемому устройству и способу его изготовления является слоистая керамическая конструкция с металлизационными токовводами между слоями керамики. Изготавливают ее последовательно, начиная с оформления базового керамического основания, его металлизации в виде схемы токовводов, подогревом полученного полуфабриката перед приливом второго керамического слоя поверх первого слоя. Прилив второго слоя осуществляют в металлической форме методом горячего литья термопластичного керамического шликера под давлением сжатого воздуха. Таким образом заканчивают оформление изделия в окончательных габаритах. Последующую совместную термообработку металла токовводов в керамическом корпусе осуществляют в защитной атмосфере формиргаза /смеси азота с водородом/ до полного спекания керамики (1).
Однако такие конструкции и способы их изготовления не устраивают именно тем, что требуют термообработки керамики до ее полного спекания. В результате проявляется большая огневая усадка и большое рассогласование металла и керамики по коэффициентам термического расширения. А это, в свою очередь, приводит к треску керамики из-за комплексного влияния этих обоих факторов. И чем выше температура спекания и/или чем масштабнее габариты изделия и токовводы в них, тем контрастнее проявляется треск керамики.
Технической задачей настоящего изобретения является создание резистора с эффективной теплоотдачей, высокой степенью термической и электрической безопасности при эксплуатации в устройствах, загрязненных парами легко воспламеняющихся жидкостей, с одновременным обеспечением широкой доступности для массового потребители за счет экономичности производства.
Для достижения указанной технической задачи в заявленном керамическом резистивном элементе, содержащем базовое основание, его покрытие, второй керамический слой, токовводы, предусмотрено, что базовое основание и токовводы выполнены из металла, а покрытие выполнено из керамики и/или стекла и/или стеклоцемента и/или неорганического клея-цемента; что второй керамический слой дополнительно содержит упрочняющий состав на основе неорганического клея и/или его смеси с керамикой и/или стеклом; что металлическое базовое основание выполнено в виде каркаса, состоящего из одной или нескольких резистивных спиралей с приваренными токовводами; что второй керамический слой выполнен в виде емкости с размещенным в ней металлическим базовым основанием с покрытием, имеющим толщину и конфигурацию в габаритах ее полости; что устройство имеет монтажную площадку и размещенный в тепловом контакте с ней электропредохранитель, который электрически соединен с питающей электроцепью на включение и/или отключение от этой электроцепи по нормируемой температуре и/или величине электрического тока.
Для решения указанной технической задачи в заявленном керамическом резистивном элементе, содержащем базовое основание, его покрытие, второй слой и токовводы, предусмотрено, что второй слой выполнен в виде металлической емкости, с размещенными в ней металлическим базовым основанием с покрытием, выполненным из керамики и/ или стекла и/или стеклоцемента и/или неорганического клея-цемента, имеющим толщину и конфигурацию в габаритах полости металлической емкости; что металлическое базовое основание выполнено в виде каркаса, состоящего из одной или нескольких спиралей с приваренными токовводами; что устройство имеет монтажную площадку и размещенный в тепловом контакте с ней электропредохранитель, который электрически соединен с питающей электроцепью на включение и/или отключение от этой электроцепи по нормируемой температуре и/или величине электрического тока.
Для достижения указанной технической задачи в заявленном способе изготовления керамического резистивного элемента путем формования токовводов, базового основания, нанесения на последнее покрытия, подогрева, нанесения второго керамического слоя с последующей термообработкой предусмотрено, что формование базового основания и токовводов выполняют из металла, нанесение покрытия выполняют из керамики и/или стекла и/или стеклоцемента и/или неорганического клея-цемента в виде пасты или шликера, или раствора с последующей сушкой, подогрев выполняют одновременно со смачиванием в расплаве термопластичного компаунда, составленного из тех же компонентов, что и термопластичный шликер для второго керамического слоя перед его формованием, термообработку выполняют при температуре, превышающей температуру полного выжига органической связки термопластичного шликера без обязательного полного спекания второго керамического слоя; что второй керамический слой после термообработки пропитывают составом на основе неорганического клея-связки и/иди его смеси с порошком керамики и/или стекла и термообрабатывают; что формование второго керамического слоя и его термообработку выполняют предварительно перед размещением в нем металлического базового основания, а нанесение покрытия на базовое основание совмещают с заполнением внутренней полости второго керамического слоя до и/или после размещения в ней базового основания.
В конструктивном варианте фиг.1 керамический резистивный элемент представлен в виде каркаса металлического базового основания, состоящего из резистивной спирали 2 с приваренными токовводами 1, с нанесенным на него покрытием 3, заармированного во второй керамический слой 4.
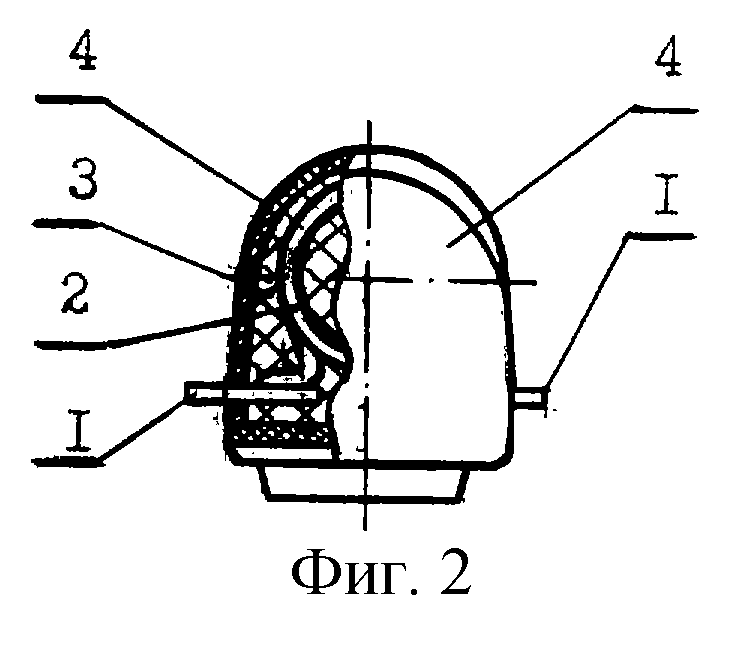
В конструктивном варианте фиг.2 второй керамический слой выполнен в виде керамической емкости 4 с размещенным в ее полости каркасом металлического базового основания, состоящим из резистивной спирали 2 с приваренными к ней токовводами 1. При этом керамическое покрытие 3 имеет толщину и конфигурацию в пределах габаритов полости этой емкости.
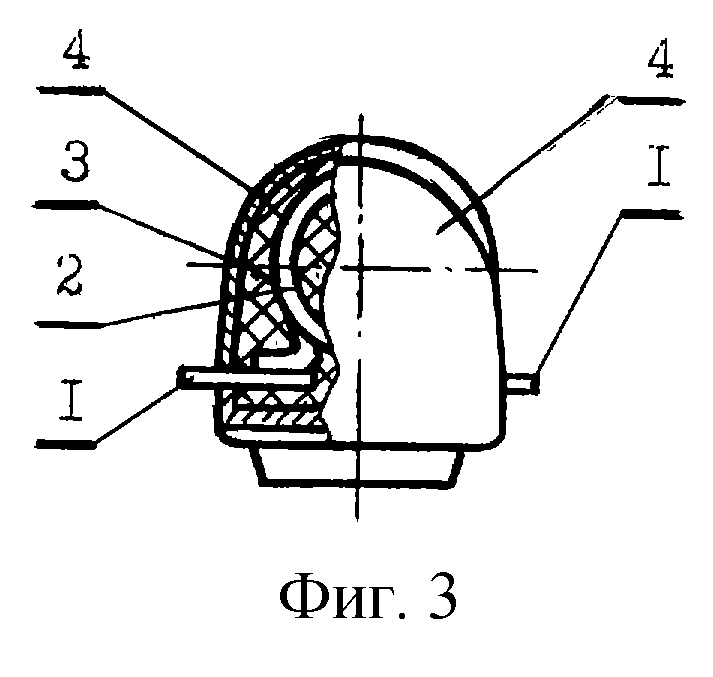
В конструктивном варианте фиг. 3 второй слой выполнен в виде металлической емкости 4, в полости которой размещен каркас металлического базового основания, состоящего из резистивной спирали 2 с приваренными к ней токовводами 1. При этом покрытие 3 металлического базового основания имеет толщину и конфигурацию в пределах габаритов полости металлической емкости.
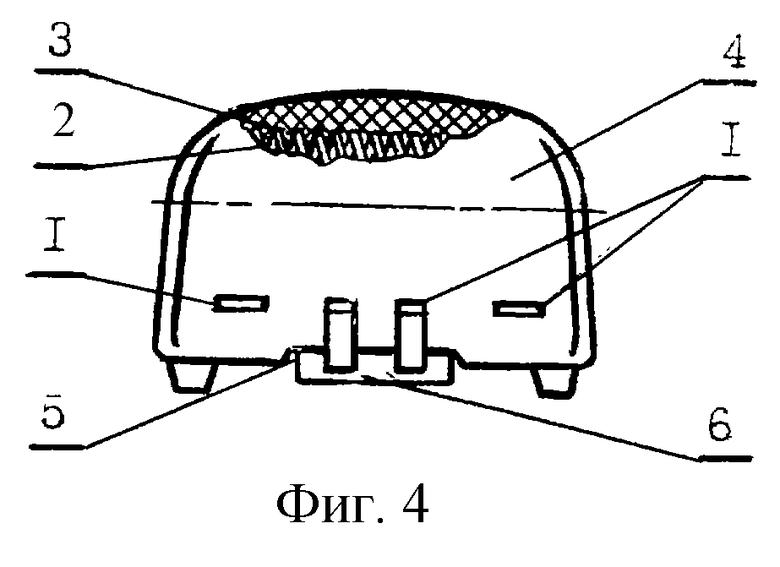
В конструктивном варианте фиг.4 представлен один из вариантов исполнения керамического резистивного элемента, например на фиг.1, имеющего монтажную площадку 5, в тепловом контакте с которой размещен электропредохранитель 6. Этот электропредохранитель электрически соединен через токовводы 1 с питающей резистор электроцепью на включение и/или отключение от этой электроцепи по нормируемой температуре и/или величине электрического тока.
В отличие от прототипа в резисторе имеет место смена функций его конструктивных элементов, определившая изменение условий их сопряжения. Это, во-первых, рокировка используемых материалов, а во-вторых, смена их исходных свойств и состояний.
Так, в прототипе базовое основание - это керамическая плата, которая является несущим элементом прибора в виде базового основания для крепления интегральной схемы при посадке на печатную плату. А покрытие базового керамического основания, выполненное в виде металлизационной схемы токовводов, реализует лишь функцию пассивной электрической части интегральной схемы.
В изобретении, напротив, резистор с токовводами являются соответственно и активной и пассивной частями электрической схемы керамического резистора. Одновременно с этим они являются и несущими элементами прибора, поскольку механический крепеж в автомобиле осуществляется именно по токовводам. При этом металл базового основания помимо больших токовых нагрузок несет на себе серьезные ударные и вибрационные нагрузки от обжимающей ее тяжелой керамики.
Керамика, в свою очередь, также несет очень тяжелые знакопеременные нагрузки от термоциклирования резистора. Особенно в аварийном режиме возможного частого включения-отключения. Покрытие в резисторе, занимая промежуточное положение между металлическим базовым основанием и керамикой второго слоя, выполняет прямо противоположные функции, чем в прототипе. Оно, являясь первым керамическим слоем, обеспечивает межвитковую электроизоляцию. Одновременно с этим оно является термоизолятором и теплоотводом, сбивая красный накал резистора. Наконец, и это важно, оно является релаксатором термомеханических напряжений, возникающих между металлом базового основания и керамикой второго слоя. Эти напряжения возникают как при изготовлении резистора в процессе совместной термообработки разнородных материалов, так и при эксплуатации. То есть в процессе нагрева под воздействием электрического тока и в процессе охлаждения под вентилятором в вентиляционном коробе автомобиля. Эта способность покрытия релаксировать указанные напряжения обеспечивает целостность второго керамического слоя, то есть без растрескивания керамики.
Смена исходных свойств и состояний материалов базового основания и покрытия обусловлена сменой ролей металла и керамики.
Так, в прототипе металл токовводов представлен в виде металлизационного покрытия. То есть в виде спекающейся системы. Следовательно, системы, имеющей огневую усадку, синхронно изменяющуюся с огневой усадкой керамики в процессе их совместной термообработки. Именно таким образом в прототипе предотвращается возможное растрескивание металлокерамического соединения от несовпадения коэффициентов термического расширения этих разнородных материалов.
В изобретении, напротив, металлическое базовое основание имеет, во-первых, плотную металлургическую структуру, подверженную разве что только плавлению, но не усадке. А во-вторых, оно выполнено не в виде плоской схемы токовводов, а виде объемной конструкции, подверженной объемному сжатию со стороны спекающейся керамики второго слоя при совместной термообработке. И тем большему сжатию, чем масштабнее сближение габаритов металлического базового основания с габаритами второго керамического слоя.
Поэтому к свойствам покрытия в изобретении предъявляются требования существенно более сложные нежели в прототипе. Суть этих требований в том, что покрытие должно иметь особые прочностные и реологические свойства одновременно. То есть, с одной стороны, покрытие после термообработки должно иметь высокую адгезию к соседним разнородным слоям металла и керамики. С другой стороны, наряду с высокой когезией в собственном объеме оно обязано обладать упруго-пластическими свойствами на промежуточных этапах термообработка для релаксации возникающих при этом напряжений между металлом базового основания и керамикой второго слоя.
Этим требованиям в полной мере соответствует композиционный материал на основе керамики и/или стекла и/или стеклоцемента и/или неорганического клея-цемента. Оптимизация этого состава покрытия и его дозировка по толщине применительно к конкретному типу изделия обеспечивают получение высокотемпературного клея с необходимыми вяжущими и прочностными свойствами. А клеевое соединение на его основе позволяет получить керамический резистор без растрескивался керамики и о необходимыми механическими и теплофизическими свойствами.
Для расширения конструктивно-технологических возможностей керамического резистивного элемента второй керамический слой дополнительно содержит упрочняющий состав на основе неорганического клея и/или его смеси с керамикой и/или стеклом. Упрочняющий состав, цементируя керамику, существенно повышает ее механическую прочность и теплопроводность. Это позволяет снижать огневую усадку керамики при неполном обжиге и потому снижает риск растрескивания керамика при усложнении конструкции металлического базового основания.
Для расширения конструктивно-технологических возможностей керамического резистивного элемента металлическое базовое основание выполнено в виде каркаса, состоящего из одной или нескольких спиралей с приваренными к ним токовводами. При этом металлический каркас базового основания может быть сколь-угодно разветвленным в пространстве как внутри второго керамического слоя, так и вне его габаритов. То есть из технологических соображений токовводы могут быть объединены единой рамкой, расположенной вне керамического корпуса резистора, которая обрубается после литья второго слоя.
Для расширения конструктивно-технологических возможностей керамического резистивного элемента и снижения степени окисления токовводов при термообработке второй керамический слой выполнен в виде емкости с размещенными в ней металлическим базовым основанием и покрытием, имеющим толщину и конфигурацию в габаритах ее полости.
Снижение степени окисления токовводов при таком конструктивном исполнении резистора обусловлено исключением необходимости проведения одной термообработки, совместной с обжигом второго керамического слоя. Это дает возможность использования материалов для токовводов с более низкой температурой плавления. Например, из цветных металлов и сплавов вместо стали.
Для расширения сферы применения устройство имеет монтажную площадку и размещенный в тепловом контакте с ней электропредохранитель, который электрически соединен с питающей резистор электроцепью на включение и/или отключение от этой электроцепи по нормируемой температуре и/или величине электрического тока. Создание монолитной конструкции резистора в керамике открывает возможность размещения в тепловом контакте с ним электропредохранителя. В результате его использования исключается перегрев резистора в аварийной ситуаций работы вентилятора отопителя в автомобиле.
В заявленном керамическом резистивном элементе, содержащем базовое основание, его покрытие, второй слой и токовводы, достижение технической задачи обеспечивается тем, что второй слой выполнен в виде металлической емкости с размещенными в ней металлическим базовым основанием и покрытием, выполненным из керамики и/или стекла, и/или стеклоцемента и/или неорганического клея-цемента, имеющим толщину и конфигурацию в габаритах полости металлической емкости. При этом открывается дополнительная возможность снижения веса и габаритов резисторов. Но главное снижается существенно энергоемкость производства резисторов, а следовательно и их себестоимость.
Конструктивный вариант керамического резистивного элемента в металлическом корпусе с использованием металлического базового основания в виде каркаса, состоящего из одной или нескольких резистивных спиралей с приваренными токовводами, может быть широко использован для производства маломощных резисторов в корпусах из цветных металлов и сплавов, например из алюминия.
Расширение конструктивно-технологических возможностей керамического резистивного элемента в металлическом корпусе может быть получено в устройстве, имеющем монтажную площадку и размещенный в тепловом контакте с ней электропредохранитель, который электрически соединен с питающей электроцепью на включение и/или отключение от этой электроцепи по нормируемой температуре и/или величине электрического тока. При этом исключается перегрев резистора в аварийной ситуации работы электроцепи.
В результате смены функций конструктивных элементов керамического резистора заявленный способ его изготовления в отличие от прототипа предусматривает обратную последовательность замоноличивания металла в керамике. То есть сначала формуют металлическое базовое основание и затем уже на него наносят первый керамический слой в виде покрытия с последующей сушкой. Потом подсушенное покрытие подогревают и одновременно смачивают в расплаве термопластичного компаунда, перед формованием второго керамического слоя. Если в прототипе подогрев осуществляют при 40-60oС, т.е. до предплавления литой заготовки, то расплав уже имеет температуру 60-110oС. Благодари такому прогреву покрытие смачивается в расплаве. И не только по поверхности, но и в объеме пористого тела покрытия. Этим обеспечивается слияние подслоя из компаунда со вторым керамическам слоем из шликера в процессе его формования, которые при последующем совместном остывании образуют единый монолитный кристаллический полуфабрикат.
Последующая термообработка совместная закрепляет полученный результат. При этом даже не требуется полноты спекания керамики, так как изделие не требует вакуумной плотности. А механическая прочность и теплопроводность обеспечиваются на промежуточном этапе термообработки между температурой полного выжига органической связки и температурой полного спекания керамики.
Для расширения конструктивно-технологических возможностей способа второй керамический слой после термообработки пропитывают составом на основе неорганического клея-связки и/или его смеси с порошком керамики и/или стекла и термообрабатывают. В этом варианте способа возможно снижение огневой усадки до нуля, так как последующая пропитка пористого полуфабриката и термообработка компенсируют недобор механической прочности и теплопроводности в предыдущей термообработке, если ее остановить в самом начале процесса спекания керамики. Помимо существенной экономии электроэнергии от снижения температуры обжига этот способ расширяет возможности конструирования приборов с большим влиянием масштабного фактора. То есть когда габариты металлического базового основания приближаются к габаритам керамики второго слоя. Что бывает необходимым при миниатюризации приборов.
Для расширения сферы применения способа формование второго керамического слоя и его термообработку выполняют предварительно перед размещением в нем металлического базового основания, а нанесение покрытия на базовое основание совмещают с заполнением внутренней полости второго керамического слоя до и/или после размещения в ней базового основания. Предварительная до сборки с базовым основание термообработка керамики вплоть до ее полного спекания исключает необходимость совместной высокотемпературной термообработки закладного металлического базового основания и керамического второго слоя, что существенно снижает требования к металлу токовводов. Например, вместо нержавеющей стали можно применять латунь. В любом случае степень окисления выводов, в том числе и стальных резко снижается, соответственно снижая технологические требования к каркасу металлического базового основания и расширяя сферу применения способа для разнообразных типов приборов.
Технологический процесс изготовления керамического резистивного элемента осуществляют следующим образом:
- по заданной электрической схеме осуществляют сборку металлического базового основания методом сварки резистивных спиралей из нихрома с ленточными токовводами из нержавеющей стали;
Токовводы при этом выполнены в виде единой плоской выводной рамки;
- на собранный каркас наносят покрытие в виде пасты или щликера или раствора из композиционного материала на основе неорганического клея-цемента в виде алюмофосфатной связки в смеси с порошком керамики или стекла и сушат при температуре 250-350oС; при этом. покрытие отвердевает с хорошей адгезией к металлу и приобретает капиллярно-пористую структуру;
- базовое основание с подсушенным покрытием подогревают и одновременно смачивают в расплаве термопластичного компаунда на основе парафина с добавками пчелиного воска, олеиновой кислоты и порошка керамики;
- смоченное базовое основание устанавливают в специальную металлическую форму, соответствующую форме готового изделия; форму с установленным в нее базовым основанием с помощью полуавтомата для горячего литья под давлением сжатого воздуха заполняют расплавом шликера при температуре 60-100oC; шликер представляет собой компаунд в виде смеси порошка керамики с термопластичной органической связкой на основе парафина с добавками пчелиного воска и олеиновой кислоты; процесс заполнения полости литьевой формы шликером происходит без мгновенного намораживания на спираль и токовводы, то есть беспрепятственно благодаря предварительному смачиванию однородным компаундом; сливаясь с ним, шликер охлаждается в литьевой форме, формируя таким образом монолитный по структуре моноблок твердого тела с замоноличенным металлом базового основания; после извлечения из литьевой формы технологическую выводную рамку отделяют от токовводов методом обрубки в вырубном штампе;
- термическую обработку отлитых заготовок выполняют в толкательных электропечах проходного типа при температуре, обеспечивающей полный выжиг органической связки и начало спекания; для этого детали затаривают в керамический капсель с полной засыпкой глиноземом, используемым в качестве адсорбента органической связки; выбор газовой среды в печи и окончательной температуры обжига керамики определяется техническими требованиями к изделиям и их стоимостью.
Для расширения конструктивно-технологических возможностей способа термообработку заканчивают в самом начале процесса спекания, когда огневая усадка практически еще равна нулю. Для алюмооксидной керамики это температура 1000-1100oС. Механическая прочность и теплопроводность при этом бывает недостаточной. В этом случае керамический второй слой после термообработки пропитывают составом на основе неорганического клея-связки и/или его смеси с порошком керамики и/или стекла и термообрабатывают при температуре упрочнения клея-цемента. В качестве связок могут быть использованы насыщенные растворы гидратов солей в смешанном растворителе, один из компонентов которого может быть летучим. Тогда естественное испарение одного из компонентов растворителя приведет к превращению раствора в дисперсную систему, где дисперсной фазой является гидрат с высокой степенью полимеризации. Например, алюмофосфатная связка, разбавленная водой и используемая в данном случае, позволяет получать клеи с высокими диэлектрическими свойствами и значительной огнеупорностью. Вяжущие композиции на алюмофосфатной связке для обеспечения водостойкости нагревают до 300oС. Но учитывая их высокую огнеупорность, термообработку пропитанных образцов можно проводить и при более высокой температуре 800-1100oC. Механическая прочность изделий от этого еще более повысится.
Для расширения сферы применения способа формование второго керамического слоя и его термообработку выполняют предварительно перед размещением в нем металлического базового основания. А нанесение покрытия на базовое основание совмещают с заполнением полости второго керамического слоя до и/или после размещения в ней базового основания. При этом способе сначала изготавливают отдельные элементы керамического резистора - это керамический корпус в качестве второго слоя, состоящий из оболочки и крышки, каркас металлического базового основания, состоящий из одной или нескольких резистивных спиралей с приваренным к ним токовводами. Все эти элементы собирают вместе и скрепляют с помощью композиционного керамического материала на основе алюмофосфатной связки с добавками в качестве наполнителя порошка керамики, стекла или стеклоцемента.
Сборку резистора выполняют в следующей последовательности. В специальную кассету устанавливают керамическую оболочку керамического корпуса и наполовину объема ее полости заполняют композиционным клеем-цементом. Затем в оболочку помещают каркас базового основания и дополняют полость доверху клеем-цементом и при необходимости закрывают керамической крышкой корпуса. Крышку фиксируют на оболочке и плотно зажимают и сушат. Окончательную термообработку ведут до упрочнения клея, цементирующего всю сборку в единое монолитное керамическое изделие.
Установку электропредохранителя на монтажной площадке резистора и монтаж самого резистора в электросхеме питания и управления выполняют методом контактной электросварки.
Технико-экономическая эффективность использования изобретения заключается в эффективности теплоотдачи резистора, высокой степени его электрической и термической безопасности при экслуатации и экономичности в производстве. Экономический эффект определяется массовостью использования резисторов автомобильной промышленности.
ЛИТЕРАТУРА
1. RU 2105572 C1 (НПП "ПЕРСЕЙ"), 20.02.1998.
Изобретение относится к электро- и радиотехнике и может быть использовано в автомобилестроении для производства проволочных резисторов. Керамический резистивный элемент конструктивно представляет собой монолитное соединение металла в керамике, получаемого совместным высокотемпературным обжигом без растрескивания керамики. Металл резистора с приваренными токовводами служит базовым основанием, на котором выполнено два слоя изоляции из керамики. Первый из них в виде покрытия из композиционного материала на основе керамики и/или стекла, и/или стеклоцемента, и/или неорганического клея-цемента. Второй слой выполнен в виде керамического корпуса, определяющего габариты и внешнюю конфигурацию изделия. Другим вариантом выполнения изобретения является выполнение второго слоя в виде металлической емкости с размещенным в ней металлическим базовым основанием с покрытием, выполненным из керамики, и/или стекла, и/или стеклоцемента, и/или неорганического клея-цемента, имеющим толщину и конфигурацию в габаритах полости металлической емкости. Способ изготовления предусматривает формование второго керамического слоя, например, методом горячего литья под давлением. При этом после нанесения первого слоя на металл и последующей сушки - подогрев с одновременным смачиванием в расплаве термопластичного компаунда, состоящего из тех же компонентов, что и термопластичный шликер второго слоя. Последующую совместную термообработку выполняют при температуре, превышающей температуру полного выжига органической связки без обязательного полного спекания керамики. Техническим результатом является эффективность теплоотдачи резистора, высокая степень термической и электрической безопасности при его эксплуатации и экономичность в производстве. 3 с и 8 з.п.ф-лы, 4 ил.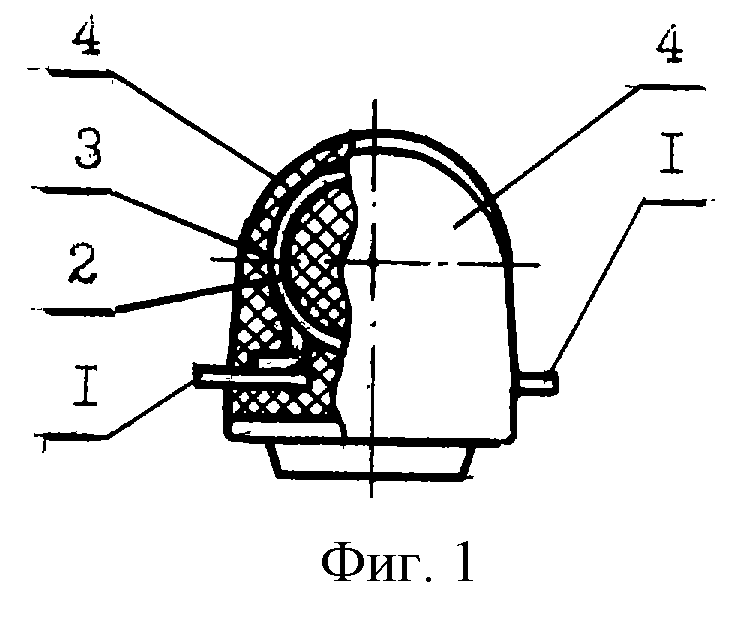
| РЕЗИСТОРНЫЙ ЭЛЕМЕНТ | 1995 |
|
RU2105372C1 |
| Ручной инструмент для односторонней клепки | 1975 |
|
SU536880A1 |
| US 4903001, 07.07.1988 | |||
| US 5703561 A, 30.12.1997. | |||
