Изобретение относится к области порошковой металлургии, а именно, к технологиям трехмерной печати изделий и может быть использовано для получения изделий сложной геометрической формы из порошковых материалов.
Из уровня развития техники и технологий известны различные способы трехмерной печати изделий с применением 3D принтеров, в частности: стереолитография (послойное отверждение жидкого фотополимера лазерным лучом); селективное лазерное спекание порошкообразных материалов (послойное спекание порошкообразных материалов лазерным лучом); склеивание порошкообразных материалов (послойное соединение порошкообразных слоев материалов связующими (клеящими) веществами).
Способы основаны на следующих технологических операциях: автоматизированное проектирование изделия с использованием САПР-программы; программное формирование модели спроектированного изделия с «рассечением» его на горизонтальные слои; программирование толщины и формы каждого сечения изделия; изготовление (печать) изделия последовательным наложением слоев друг на друга с получением заданного контура каждого слоя, формируемого методом, характерным для конкретного метода 3D-печати.
В зависимости от конкретного назначения изделий для их печати могут быть использованы различные материалы: металлические и керамические порошки, жидкие смолы, воск, пластик, композитные материалы и пр.
Несомненными достоинствами данных технологий являются: отсутствие необходимости в проектировании и использовании сложной и дорогостоящей оснастки; возможность получения изделий сколь угодно сложной геометрической формы; получение изделий с уникальными свойствами за счет обеспечения оптимальных условий для приготовления порошкообразного материала.
Известен способ трехмерной печати изделий [1], включающий формирование изделия по его горизонтальному сечению последовательным нанесением слоев порошкообразного материала и нанесением жидкого связующего на каждый слой порошкообразного материала с конфигурацией, соответствующей данному слою сечения модели с повторением данных операций для образования последовательных слоев с тем, чтобы получить трехмерное изделие с последующим его отверждением, например, посредством обжига. В качестве порошкообразных материалов используются, в частности, окись алюминия, двуокись циркония, циркон, карбид кремния, причем, при приготовлении порошкообразного материала более крупные частицы порошкообразного материала используются в сухом виде, а мелкие – как в сухом, так и во влажном состоянии, а в качестве связующих материалов используют органические связующие материалы, которые могут быть легко удалены, например, источником тепла, или неорганические материалы, например, на основе силикатов (силикат натрия, тетраэтилортосиликат).
В результате анализа данного известного решения необходимо отметить, что использование силикатных связующих при формировании изделия снижает его огнеупорность, полученные изделия хрупки, склонны к повреждениям и не обладают высокими эксплуатационными характеристиками.
Известен способ трехмерной печати огнеупорных изделий [2], включающий создание программной 3D модели изделия, программное деление модели изделия на слои в поперечном сечении с последующим формированием изделия в кассете, которое осуществляется послойно, последовательным нанесением слоев порошкообразного материала друг на друга, нанесение профиля сечения модели на каждый слой порошкообразного материала жидким связующим, уплотнение пропитанного связующим каждого слоя установленными на боковых стенках кассеты вибраторами, причем в качестве порошкообразного материала используют материал, состоящий из смеси дисперсного и зернистого огнеупорного материала, в котором зернистый огнеупорный материал с размером зерна более 0,5 мм составляет от 10 до 60 мас.%, а доля дисперсного огнеупорного материала с размером зерна менее 0,1 мм составляет от 40 до 90 мас.%. Порошкообразный материал предварительно приготавливают из одного или смеси двух или более огнеупорных компонентов, выбранных из группы, включающей: оксид магния, оксид алюминия, оксид кальция, диоксид кремния, диоксид циркония, оксид хрома, оксид титана, титанат алюминия, магнезиальная шпинель, герцинит, галаксит, шамот, андалузит, циркон, смешивая в смесительных бегунах до получения однородной массы. В качестве жидкого связующего используют растворы солей магния и/или органическое связующее и/или гидравлическое вяжущее. Полученное изделие для набора прочности подвергают термообработке с последующей сушкой.
В результате анализа данного способа необходимо отметить, что инициируемые в полученном слое изделия установленными на боковых стенках кассеты вибраторами продольные колебания распространяются вдоль объема слоя и не могут привести к существенному уплотнению порошкообразного материала, тем более, когда он уже пропитан связующим, которое частично склеило частицы порошкообразного материала и отвердело. Это существенно снижает прочность изделия. Весьма существенно и то, что при изготовлении крупногабаритных тонкостенных изделий формируемые слои могут разрушаться возбуждаемыми в порошкообразном слое за счет колебаний сдвиговыми процессами. Изложенные выше обстоятельства не позволяют при использовании данного способа получать высокопрочные изделия с изотропными свойствами.
Анализ открытых источников, посвященных 3D-печати конструкционной керамики, показывает отсутствие сложившегося консенсуса в выборе магистрального метода получения ответственных изделий.
Например, Институт керамических технологий и систем им. Фраунгофера (Германия) в 2019 году представил установку для 3D-печати методом инжекции разносоставных материалов (MMJ) [3]. Метод базируется на разработанной технологии, основанной на капельном осаждении наполненного частицами термопластичного шликера. Определенное перекрытие отдельных капель позволяет получать плотный полуфабрикат. Механизм затвердевания практически не зависит от физических свойств используемых материалов, так как определяется теплофизическими свойствами парафина. Технология позволяет формовать детали из металлов, твердых сплавов, а также из оксидных, нитридных и карбидных керамических материалов. После формовки проводят процесс освобождения от технологической связки и спекание. Использование высокоточных микро-дозирующих систем (micro-dosing systems, MDS) позволяет генерировать объемы капель в нанолитровом масштабе. В зависимости от динамической вязкости используемого сырья параметризация цикла дозирования позволяет реализовать диаметр капель от 300 до 1000 мкм и высоту слоя от 100 до 200 мкм. Установка MMJ имеет платформу построения размером 200x200x180 мм, которая перемещается в направлениях X, Y и Z под действием до четырех встроенных MDS и датчика положения. Максимальная скорость платформы построения составляет 60 мм/с. Система оснащена новейшими аппаратными компонентами, обладающими точностью позиционирования ≤ 20 мкм и повторяемостью ≤ 5 мкм. Установка может печатать материалами на основе Аl2О3, ZrO2, ТіO2, Si3N4, АlN, WC-Co, стекол, нержавеющей стали AISI 316L и др. функциональных материалов.
По другому пути пошли разработчики 3D-принтеров из компании WASP (Италия), разработав технологию моделирования осаждением жидкости (Liquid Deposit Modeling LDM). Устройство [4] этой компании изготавливает 3D-печатные объекты из материала, пластифицированного технологической связкой на основе воды, такого как бетон, фарфор, глина, металлические порошки и другие. Материал для печати нового слоя подается из дюзы в виде «нити» в результате работы шнекового экструдера (обеспечивающим давление до 40 Атм.). Использование шнекового экструдера позволяет тонко регулировать, при необходимости прерывать и перезапускать поток «нити» без ущерба для точности изделия, а также избежать возникновение пузырей воздуха при нагнетании. Для надежной работы шнекового экструдера в его подпорную магистраль производится подача пластифицированного материала (с давлением до 8 Атм.) при помощи вспомогательного подающего поршневого насоса.
Разработчики 3D-принтеров из компании 3DCeram (Франция) [5] серийно изготавливают установки, работающие по методу стереолитографии (stereolithography, SLA). Печатная камера такой установки равномерно заполняется тонким слоем светочувствительного материала, а затем луч света от лазера формирует печатный слой. Точность полученных изделий, в т.ч. при использовании аппаратов с большой печатной камерой, определяется минимальной толщиной печатного слоя, которая составляет 10 мкм, и горизонтальным разрешением, обусловленным диаметром пятна, которое создает лазерный луч — от 35 мкм. Важное достоинство SLA-технологии — возможность создавать объекты сложной формы без контактных поддержек. 3D-принтеры 3DCeram предназначены для использования только одного печатного материала при печати. Использовать керамические фотополимерные пасты достаточно просто. После окончания процесса печати рабочий стол поднимается в верхнее положение, и оператор легко снимает его вместе с напечатанной деталью и остатками материала. Поскольку паста обладает высокой вязкостью она не стекает с печатного стола. Деталь необходимо промыть в специальном растворе, после чего провести термообработку.
Однако для снижения вязкости и повышения жидкотекучести (необходимыми для качественной печати) в каждом из вышеописанных случаев используются крайне мелкие керамические частицы (до 10 мкм) и высокое содержание технологической связки (до 30…40 вес.%), что влечет за собой высокую пористость отформованных заготовок.
Ученые из Санкт-Петербургского политехнического университета Петра Великого (СПбПУ) нашли способ снизить пористость заготовок после 3D-печати – они разработали технологию 3D-печати заготовок из композитов на базе карбида кремния, упрочненного его же волокнами [6]. Исследователи использовали в качестве исходного материала при 3D-печати порошок SiC сферической или неправильной формы. Для 3D-печати заготовок использовался метод инжекции связующего (Binder Jetting). В результате были изготовлены пористые заготовки с требуемой геометрией, далее проводили несколько циклов обработки, состоящих из пропитки заготовок керамообразующим полимером с последующим пиролизом (термическим разложением) для придания заготовкам необходимой прочности и улучшения их свойств. В результате пропитки и пиролиза остаточные поры в изделии были заполнены армирующей фазой, состоящей из волокон карбида кремния.
Другой вариант борьбы с пористостью заготовок при 3D-печати предложили ученые Мельбурнского королевского технологического института (RMIT, Австралия) [7], которые выяснили, что ультразвуковое воздействие во время 3D-печати методом прямого лазерного осаждения позволяет получать металлические изделия повышенной прочности и даже регулировать механические характеристики отдельных участков.
Идея ультразвукового воздействия в какой-то мере позаимствована из порошковой металлургии: перед прессованием порошковые материалы нередко уплотняются с помощью ультразвуковых вибраций. Австралийская же команда провела эксперименты по ультразвуковому уплотнению прямо во время 3D-печати: идея заключается не в компактировании исходного порошка, а в изменении микроструктуры получаемых изделий. При ультразвуковом воздействии на спекаемый материал образуется более плотная и прочная микроструктура с более мелкими и равноосными зернами. Ученые проверили идею на технологии прямого лазерного осаждения (Direct Energy Deposition, DED), где порошок напыляется на субстрат струей газа и выборочно спекается лазерным излучателем. Разница заключалась лишь в том, что к субстрату подключили сонотрод и 500-ваттный пьезоэлектрический преобразователь с частотой колебаний в 20 кГц. Основным материалом во время исследований служил порошок титанового сплава Ti-6Al-4V. В ходе опытов команде удалось добиться повышения предела текучести и прочности на 12% и с жаропрочным никель-хромовым сплавом Inconel 625.
К сожалению, данный метод не универсален и приемлем только для 3D печати металлических литейных сплавов, допускающих спекание лазерным излучением.
Наиболее близким аналогом предлагаемого изобретения является устройство аппарата и способ создания трехмерных объектов методом наплавляемого слоя (Fused Deposition Modeling, FDM) или методом наплавляемого филамента (нити) (Fused Filament Fabrication, FFF) [8], включающий в себя подвижную дозирующую головку, снабженную источником материала, подаваемого в головку в виде термопластичного филамента, который затвердевает при заданной температуре, и платформу, которые перемещаются относительно друг друга по осям X, Y и Z по заданной схеме для создания трехмерных объектов путем наращивания материала, плавящегося и выходящего из дозирующей головки, на платформу с контролируемой скоростью. Трехмерные объекты могут быть получены путем нанесения повторяющихся слоев затвердевающего материала филамента до тех пор, пока не будет сформировано изделие. В качестве материалов для печати предлагается использовать филаменты из самотвердеющих восков, термопластических смол, легкоплавких металлов, двухкомпонентных эпоксидных смол, термопластических полимеров, в том числе и вспенивающихся пластмасс, материал которых при затвердевании приплавляется к предыдущему слою с соответствующей связью. Основа каждого слоя определяется предыдущим слоем, а толщина каждого слоя определяется и строго контролируется высотой, на которую нижний срез дозирующей головки поднят над предыдущим слоем.
Анализ данного способа показывает, что его использование позволяет крайне оперативно получать большую номенклатуру изделий из различных по свойствам материалов с точностью 0,2…0,4 мм, которая обусловлена как точностью перемещения дозирующей головки и платформы, так и диаметром выходной дюзы дозирующей головки (который обычно находится в диапазоне 0,1…1 мм). Однако для осуществления способа для приемлемой надежности работы установки необходимо использовать серийно выпускаемый филамент, ассортимент материалов которого ограничен производителями оборудования и материалов для FDM-печати. Кроме того, все изделия, изготовленные таким способом только из термопластичного филамента, обладают низкими прочностными свойствами и невысокой температурой эксплуатации (до 100℃), использование же в методе в качестве материала филамента дисперсии с дисперсной средой в виде термопластического полимера и дисперсной фазой – крупными (размером более 5мкм) зернами порошка металла или керамики приводит к снижению точности печати при диаметре дюзы печатающей головки 0,8…1 мм либо надежности печати при снижении диаметра дюзы печатающей головки до 0,1…0,5 мм (из-за постоянного засорения дюзы).
Техническим результатом настоящего изобретения является послойное формообразование заготовок изделий из порошков с различными химическим и гранулометрическим составом методом приплавления нового слоя, материалом для которого служит струя расплавленной термопластичной дисперсии. Для достижения этого в обогреваемом бачке специализированной установки сначала создается двухфазная дисперсная система (в дальнейшем – шликер), в которой в качестве дисперсной фазы выступает порошкообразный материал, а в качестве дисперсной системы (технологической связки) выступает смесь парафинов, а затем, при помощи обогреваемого шнекового насоса установки и ее обогреваемой фильеры оригинальной конструкции, оснащенной ультразвуковым активатором, струя шликера используется для нанесения слоев формуемой заготовки детали. Указанный технический результат обеспечивается тем, что в способе формовки заготовок изделий из порошковых материалов, включающем смешение шликера и формирование изделия последовательным нанесением по заданной траектории друг на друга слоев шликера, пластифицированного термопластичным связующим, добиваются сплавления наносимого и нанесенного ранее слоев; новым является то, что в конструкции установки для 3D печати используют обогреваемую фильеру с активацией модельного состава продольными ультразвуковыми колебаниями, позволяющей избежать седиментации порошкообразного материала в выходной дюзе фильеры.
Заявленный способ осуществляют следующим образом.
Для осуществления заявленного способа принимаем, что изготавливаемое изделие спроектировано, создана его 3D модель с учетом усадки при спекании и на ее основе разработана программа, в которой 3D модель представлена в виде n частей, получаемых рассечением модели изделия горизонтальными плоскостями. Для выполнения данных действий используется стандартная система программирования, а программа 3D модели реализуется на стандартном оборудовании. Разработка данной программы и ее реализация на оборудовании не представляет сложностей для специалистов.
Далее осуществляют расчет количества сырья (порошкообразного материала и термопластичного связующего), необходимого для изготовления изделия или партии изделий. Данные расчеты также являются стандартными и не представляют сложностей для специалистов. После проведенного расчета потребного количества порошкообразного материала и связующего приготавливают дисперсию порошкообразного материала в расплавленной технологической связке.
Как правило, порошкообразный материал состоит из нескольких компонентов, количество и соотношение которых во многом определяют свойства получаемого из них изделия. Естественно, это не исключает ситуации, когда порошкообразный материал состоит из одного компонента. Исходным порошкообразным материалом для шликера, необходимого при получении заготовок изделий заявленным способом, может служить широкая гамма материалов как металлических, так и неметаллических, позволяющих осуществить спекание в результате отдельной, не входящей в рамки изобретения термообработки, после формовки заготовки в соответствии с заявленным способом и освобождения заготовки от связки. В качестве таковых можно предложить: мелкодисперсный порошок кремния, обеспечивающий получение из него нитрида кремния после термообработки, порошки корунда, кварца, оксида циркония, меди, титана, и др.
Весьма важным для достижения указанного технического результата является то, что для реализации способа использована термопластичная технологическая связка, которая обеспечивает после своего расплавления высокую седиментационную устойчивость неорганических порошков любого состава, позволяет быстро фиксировать сложные формы напечатанного слоя заготовки за счет своего затвердевания при комнатной температуре и обеспечивает возможность сплавления наносимого и нанесенного слоев заготовки изделий. В качестве основного компонента термопластичной технологической связки в методе применяется парафин, например, марки П-1, пчелиный воск, например, 1 сорта, олеиновая кислота, например, марки В. Минимальное количество технологической связки без увеличения динамической вязкости получаемого шликера должно составлять 12,5 вес.%. При этом компоненты связки добавляются в следующих пропорциях: парафин П1 – 70…94 вес.%, пчелиный воск 1 сорта – 29,8…5 вес.%, олеиновая кислота марки В – 0,2…1 вес.%. Не соблюдение такого соотношения ингредиентов технологической связки приводит к необходимости увеличения ее количества по отношению к массе порошка, что влечет за собой увеличение пористости печатаемых образцов. Повышенная пористость нежелательна, так как влечет за собой снижение механических свойств изготовляемых изделий.
Смешение порошкообразного материала с технологической связкой получают следующим образом. Порошкообразный материал предварительно подвергают размолу с добавлением олеиновой кислоты марки В – 0,2…1 вес.% (от массы всего шликера). Это позволяет равномерно распределить по объему порошка олеиновую кислоту, которая, являясь олеофильным поверхностно активным веществом не только повышает качество смешения порошкообразного материала с парафинами в последующем, но и значительно интенсифицирует процесс размола порошков за счет предотвращения агрегирования частиц, налипания частиц на мелющие тела и расклинивающего эффекта Ребиндера. Продолжительность размола, тип мельницы, режимы ее работы, материал и размеры мелющих тел подбирают в соответствии с материалом выбранного порошка. При этом в результате размола должен получиться порошок, максимальный размер частиц в котором не превышает 10 мкм. Полученный в результате размола порошок подмешивают небольшими (не превышающими 1% от массы шликера в минуту) частями в расплавленную в обогреваемом бачке установки технологическую связку. Процесс смешения сопровождается обязательным перемешиванием мешалки, например, пропеллерного типа. После внесения всего порошка в шликер, последний подвергается длительному (не менее 30 минут) перемешиванию, в том числе не менее 10 минут под вакуумом не ниже 1 мм рт. ст., что обеспечивает его гомогенизацию и дегазацию. Смешение шликера можно производить и в отдельном от установки специализированном смесителе, имеющем сходные устройство и характеристики.
В результате получают шликер, который при температуре 70…80°С имеет динамическую вязкость не ниже 50 мПа*с.
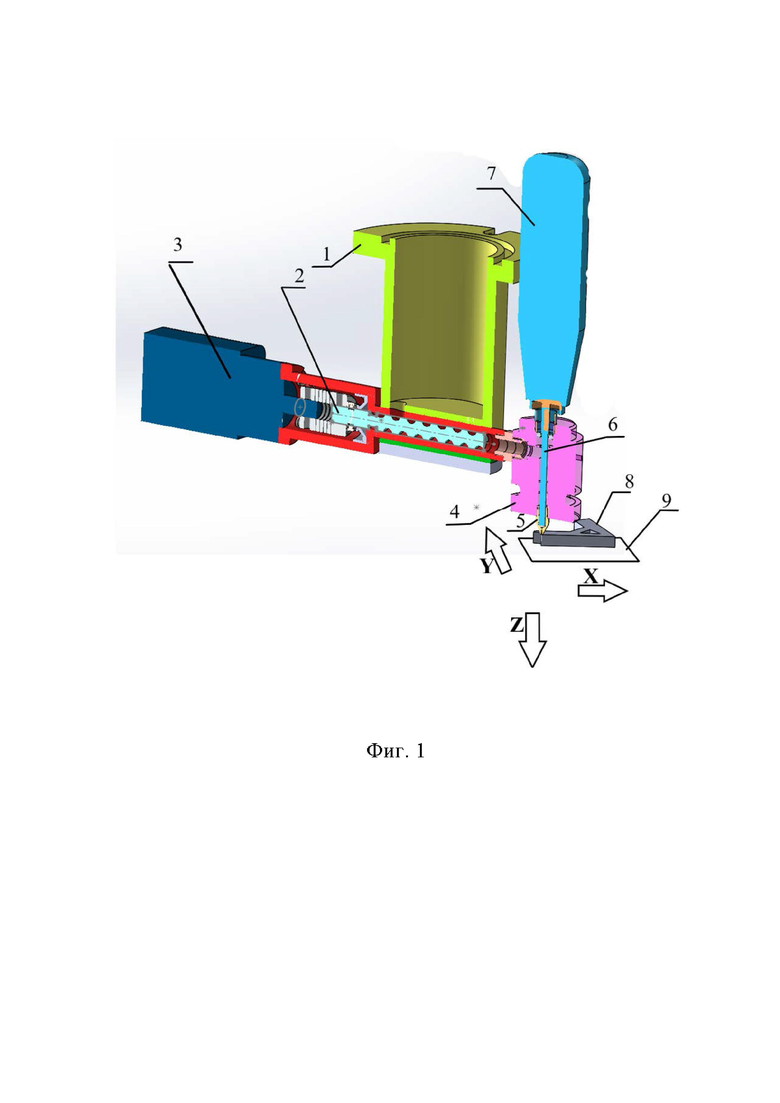
Формовку заготовок изделий осуществляют, как правило, в автоматическом цикле в соответствии с управляющей программой. Для осуществления 3D печати используется установка, подобная приведенной на Фиг. 1. В установке шликер из бачка поз. 1, оснащенного мешалкой для перемешивания шликера и подогреваемого электрическим нагревателем до температуры выше температуры плавления шликера, при помощи обогреваемого своим электрическим нагревателем шнекового насоса поз. 2, с приводом от электромотора поз. 3 подается в полость фильеры поз. 4, обогреваемой до температуры ниже температуры плавления шликера собственным электрическим нагревателем. Проходя фильеру, остывающий шликер попадает в дюзу поз. 5, где на него воздействует активатор поз. 6, который передает ультразвуковые колебания от магнитострикционного или пьезоэлектрического преобразователя поз. 7. Активация продольными ультразвуковыми колебаниями позволяет пропускать переохлажденную дисперсию порошка, склонную к седиментации, через калиброванное отверстие дюзы поз. 5 диаметром 0,4…0,6 мм. Отверстие дюзы обеспечивает постоянство диаметра и ламинарность струи выходящего шликера. Образовавшаяся струя шликера выходя из дюзы приплавляется к уже затвердевшему предыдущему (i-1) слою растимой детали поз. 8, размещенной на столике поз. 9. Столик для формообразования детали в i-том слое перемещается по заданной программе по координатам X и Y при помощи электромеханических приводов, устройство которых описано и общеизвестно.
Далее после полного формирования i-того слоя детали столик посредством электромеханического привода, устройство которого описано и общеизвестно, опускается по оси Z на шаг – расстояние, равное толщине следующего слоя изделия, и далее приведенные выше операции повторяются до полного послойного формирования изделия.
После окончания формообразования заготовки изделия ее подвергают термической обработке для освобождения от связки и спекания частиц порошка. Оборудование для такой обработки и ее режимы (температура нагрева, времена нагрева и выдержки, атмосфера в печи) могут быть самыми разными и зависят от материалов, используемых для изготовления изделия, и от размеров изделий.
Пример 1.
В сухой порошок технического кремния марки Кр-00 ГОСТ 2169-69 (размер частиц 50-100 мкм) вводили 0,6 вес.% олеиновой кислоты и производили измельчение в шаровой мельнице стальными шарами в течение 10 ч до размеров частиц 5-10 мкм. После этого порошок смешивали с термопластичной связкой, взятой в количестве 20 вес.%, и формовали заготовку изделия методом наплавления 50 слоев при помощи активированной ультразвуком струи порошкового материла, пластифицированной термопластичной связкой, в автоматической установке для осуществления 3D печати. Термическую обработку проводили следующим образом: термопластичную связку удаляли в засыпке из глинозема при температуре до 200°С в течение 30 ч, а затем в воздушной среде при температуре до 600°С в течение 90 ч. Реакционное спекание проводили в герметизированной печи при избыточном давлении азота 1,2 Ати и температуре 1170-1400°С в течение 15…30 ч.
Полученные изделия имели следующие свойства:
• плотность – 2,35 г/см3;
• предел прочности на изгиб при 20°С – 180 МПа;
• микротвердость – 8 ГПа;
• термостойкость по режиму нагрев до 1200°С – охлаждение в воде (количество циклов до появления первых визуально фиксируемых трещин длиной более 2 мм) – разрушается с первого раза;
• теплопроводность при 20°С – 8 Вт/(м·К);
• теплопроводность при 900°С – 10 Вт/(м·К);
• увеличение массы при окислении на воздухе при 1300°С за 50 ч – 0,5…1,5 вес.%;
• увеличение массы при окислении на воздухе при 1500°С за 50 ч – 5…10 мас.%.
Пример 2.
В сухой порошок титана марки ПТС-2 по ТУ 14-22-57-92 (с основной фракцией частиц 40 мкм) вводили 0,8 вес.% олеиновой кислоты и производили измельчение в дисковом измельчителе в среде аргона в течение 2 часов для достижения размеров частиц 5-10 мкм. После этого порошок смешивали с термопластичной связкой, взятой в количестве 20 вес.%, и формовали заготовку изделия методом наплавления 50 слоев при помощи активированной ультразвуком струи порошкового материла, пластифицированной термопластичной связкой, в автоматической установке для осуществления 3D печати. Термическую обработку проводили следующим образом: термопластичную связку удаляли в засыпке из глинозема при температуре до 200°С в течение 30 ч. Дальнейшее удаление связки и спекание проводили в герметичной печи. На первом этапе обработки плавно (100°С/час) подымали температуру заготовок до 600°С в токе азота (расход 1 л/мин), на втором этапе нагревали заготовки до 1250°С при постоянном давлении аргона (0,5 Ати) и выдерживали их при этой температуре и давлении аргона 2 часа, после чего давали остыть вместе с печью в аргоновой среде.
Полученные изделия имели следующие свойства:
• плотность – 4,3 г/см3;
• коэффициент линейного расширения α – 8.5 х 10–6 град–1;
• теплопроводность при 20°С – 14 Вт/(м·К);
• условный предел текучести (Ϭ0,2) – 250 МПа;
• пластичность – 10%;
• твердость (НВ) – 100.
Список использованных источников:
1. Патент США №5340656, МПК B22F 7/02, 1994 г.
2. Патент РФ №2535704, МПК В22F7/00, 2014 г.
3. https://3dtoday.ru/blogs/news3dtoday/nemetskie-uchenye-issleduyut-3d-pechat-tverdymi-splavami.
4. https://www.3dwasp.com/en/wasp-launches-the-new-professional-clay-extruder/
5. https://3dceram.com/ru/#imprimantes
6. https://3dtoday.ru/blogs/news3dtoday/rossiyskie-uchenye-issleduyut-3d-pechat-zharoprochnykh-detaley-iz-keramomatrichnykh-kompozitov
7. https://3dtoday.ru/blogs/news3dtoday/ultrazvuk-pozvolyaet-povyshat-prochnost-3d-pechatnykh-metallicheskikh-izdeliy
8. Патент США №US5121329А, МПК B22F3/115, 1992.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических изделий | 1979 |
|
SU865859A1 |
| Способ изготовления фарфоровых изделий | 1986 |
|
SU1381112A1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ШЛИКЕРА | 2013 |
|
RU2531960C1 |
| Способ получения керамических изделий сложной объемной формы | 2016 |
|
RU2641683C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2600647C2 |
| Способ получения пористой керамики на основе трикальцийфосфата по изготовленным трехмерным моделям методом послойного наплавления с использованием фотополимеризации | 2022 |
|
RU2784938C1 |
| Способ изготовления изделий из порошковых керамических материалов | 2017 |
|
RU2668107C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ КЕРАМИКИ НА ОСНОВЕ ТУГОПЛАВКИХ КАРБИДОВ ДЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИИ | 2023 |
|
RU2813271C1 |
| Способ изготовления керамического защитного элемента системы гамма-каротажа роторных управляемых систем (варианты) | 2022 |
|
RU2798534C1 |
| Способ изготовления анодовэлЕКТРОлиТичЕСКиХ КОНдЕНСАТОРОВ | 1979 |
|
SU821065A1 |
Изобретение относится к области порошковой металлургии, в частности к получению порошковых изделий путем 3D-печати. Может использоваться для получения изделий сложной геометрической формы. Путем предварительного размола металлического или керамического порошка с добавлением олеиновой кислоты и последующего смешивания с парафином и пчелиным воском готовят термопластичную дисперсию, содержащую керамический или металлический порошок с максимальным размером частиц, не превышающим 10 мкм, в качестве дисперсной фазы и 12,5-20 мас. % термопластичной связки в виде смеси, содержащей, мас. %: парафин 70-94, пчелиный воск 5-29,8, олеиновую кислоту 0,2-1. Формирование изделия осуществляют путем послойного нанесения по заданной траектории расплавленной при 70-80°С и предварительно активированной продольными ультразвуковыми колебаниями струи. Затем проводят спекание для удаления связки и получения поликристаллического изделия. Обеспечивается получение прочных изделий сложной геометрической формы с высокими эксплуатационными характеристиками. 1 з.п. ф-лы, 1 ил., 2 пр.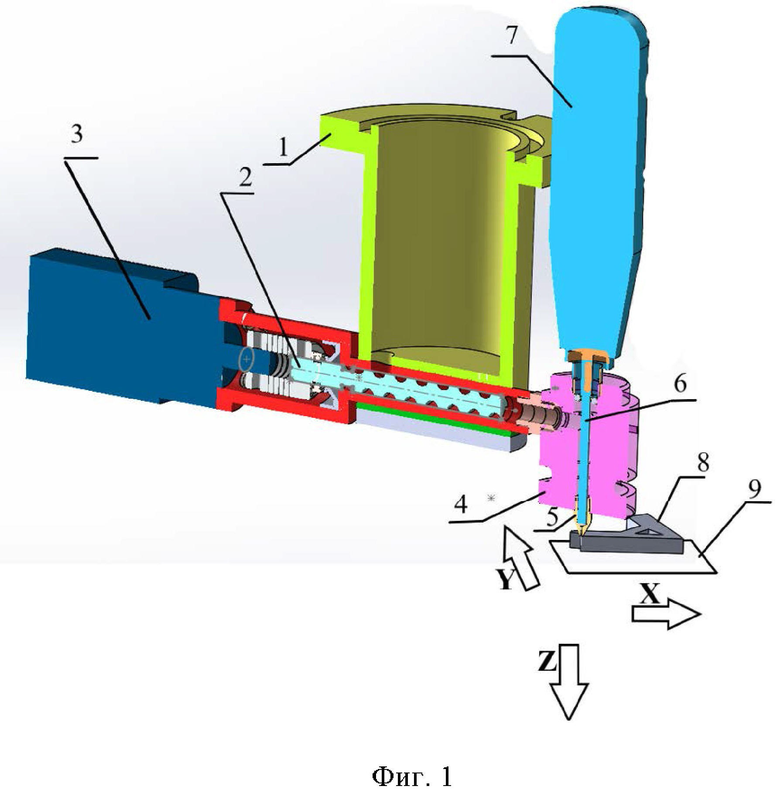
1. Способ изготовления изделия из порошкового материала методом 3D-печати, включающий приготовление термопластичной дисперсии, содержащей дисперсную фазу и термопластичную связку, формирование путем послойного нанесения по заданной траектории расплавленной при 70-80°С и предварительно активированной ультразвуком струи термопластичной дисперсии и последующего спекания для удаления связки и получения поликристаллического изделия, отличающийся тем, что используют термопластичную дисперсию, содержащую керамический или металлический порошок с максимальным размером частиц, не превышающим 10 мкм, в качестве дисперсной фазы и 12,5-20 мас. % термопластичной связки в виде смеси, содержащей, мас. %: парафин 70-94, пчелиный воск 5-29,8, олеиновую кислоту 0,2-1, при этом термопластичную дисперсию получают путем предварительного размола металлического или керамического порошка с добавлением олеиновой кислоты и последующего смешивания с парафином и пчелиным воском, а предварительную активацию струи осуществляют продольными ультразвуковыми колебаниями.
2. Способ по п. 1, отличающийся тем, что используют термопластичную дисперсию, содержащую металлический или керамический порошок в количестве 80-87,5 мас. %.
| US 5121329 A1, 09.06.1992 | |||
| СЫРЬЁ ДЛЯ СПОСОБА АДДИТИВНОГО ПРОИЗВОДСТВА, ИСПОЛЬЗУЮЩИЙ ЭТО СЫРЬЁ СПОСОБ АДДИТИВНОГО ПРОИЗВОДСТВА И ПОЛУЧАЕМЫЕ ИЗ НЕГО ИЗДЕЛИЯ | 2017 |
|
RU2754261C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2145269C1 |
| Способ аддитивного формования изделий из порошковых материалов | 2019 |
|
RU2717768C1 |
| WO 2020094246 A2, 14.05.2020 | |||
| CN 108311690 A, 24.07.2018 | |||
| US 20190283131 A1, 19.09.2019 | |||
| CN 107199697 A, 26.09.2017. | |||

