Изобретение относится к камере для шины, к способу и взаимосвязанному с ним устройству для ее изготовления и к колесам, содержащим шины, оснащенные такой камерой; точнее, изобретение относится к камере, предназначенной для поддерживания шины даже в том случае, если она будет спущена, например, в результате ее прокола.
Точнее, если не исключительно, камера согласно настоящему изобретению особенно пригодна для шин с эллиптическим поперечным сечением, у которых размер малой оси, параллельной экваториальной плоскости, меньше размера большей оси, параллельной оси вращения, и еще более пригодна, в частности, для так называемых "низкопрофильных шин", в которых отношение высоты сечения, измеренной между основанием борта и центром протекторной полосы, к максимальной ширине шины равно или меньше 0,7.
Для лучшего понимания терминологии, используемой по ходу настоящего описания, ниже будут кратко указаны отличительные признаки шины.
В общем, шина содержит каркас тороидальной формы, имеющий корончатую часть и две противоположных в осевом направлении боковины, заканчивающихся парой бортов, каждый из которых обеспечен по меньшей мере одним кольцом для крепления шины к соответствующему монтажному ободу, протекторную полосу, расположенную на упомянутом каркасе по ходу короны, при этом каркас оснащен по меньшей мере одним упрочняющим слоем, проходящим от борта к борту, причем его концы прикреплены к упомянутым бортовым кольцам.
В случае радиальных шин также имеется ленточная структура, введенная между каркасом и протекторной полосой, при этом ленточная структура может состоять из двух налагаемых друг на друга слоев металлического корда, расположенных так, что они пересекаются друг с другом, и из самого дальнего от центра в радиальном направлении слоя, имеющего текстильный корд, направленный параллельно экваториальной плоскости шины.
Эти шины образуют внутреннее пространство между каркасом и ободом, которое может быть непосредственным образом заполнено воздухом под давлением или занято камерой из резинового материала, накаченной воздухом под давлением.
В связи с тем, что используют разные решения, шины подразделяют на шины бескамерного или камерного типа.
Уже предложено много различных решений, которые обеспечивают возможность эксплуатации шины даже в случае частичной или полной потери воздуха, например в результате проколов, на довольно продолжительном расстоянии со средней скоростью с тем, чтобы можно было доехать до места оказания технической помощи, где может быть выполнен необходимый ремонт или произведена соответствующая замена. Такие проколы происходят, главным образом, вследствие гвоздей или других остроконечных предметов, разбросанных по земле, хотя это и не единственная причина возможного спуска шины.
Что касается шин, оснащенных камерой, то наиболее широко предлагаемые решения предполагают использование камеры, разделенной на большое количество идущих по окружности или поперечных отсеков, независимых друг от друга, посредством стенок, расположенных параллельно или перпендикулярно экваториальной плоскости самой камеры.
Наличие нескольких отсеков, независимых друг от друга, обеспечивает возможность сохранения в шине достаточного давления накачивания, а за счет этого можно эксплуатировать шину в аварийном состоянии даже в случае прокола одного из упомянутых отсеков.
Примеры шины такого типа раскрыты в патенте США 2039343 и в патенте Великобритании 2104012, при этом одна или более разделительная стенка делит камеру на два или более кольцеобразных отсека. Упрочнение каждой разделительной стенки обеспечивается для того, чтобы придать надлежащую стойкость к воздействию прокалывающих агентов. Однако предпринимаются надлежащие меры, необходимые для возможности отклонения самой разделительной стенки с тем, чтобы она при воздействии на нее входила в соприкосновение с боковой стенкой камеры, когда воздух в одном отсеке расширяется вследствие спуска другого отсека при его повреждении прокалывающим агентом.
В патенте Франции 2524849 раскрыто устройство для изготовления камеры обычного типа, то есть не оснащенной разделительными стенками, при этом упомянутое устройство содержит пару щек и съемный подвижный штамп, установленный между ними. В две отдельные полости, образованные между каждой щекой и подвижным штампом, вставленным между ними, под давлением впрыскивают эластомерную композицию с тем, чтобы сформировать две части камеры. Затем подвижный штамп удаляют и щеки подводят друг к другу, чтобы сформировать камеру посредством соединения двух частей по их противоположным кромкам.
Что касается бескамерных шин, то в предложенных решениях усилия направлены на модернизацию конструкции каркаса либо за счет усиления боковин шины для обеспечения возможности самоудерживания шины, либо, как вариант, посредством создания независимых отсеков, подобных отсекам камер.
В противоположность указанному, решение, заключающееся в отходе от "бескамерного" варианта в угоду "камерному типу", невозможно в случае так называемых низкопрофильных шин, то есть таких, которые имеют эллиптические сечения, все более и более вытягивающиеся относительно оси вращения, в случае которых обнаружены значительные трудности, касающиеся использования известных резиновых камер.
Фактически, традиционные камеры в течение накачивания принимают по существу круглый профиль в поперечном сечении, который плохо сопрягается с эллиптическим профилем шины, что приводит к появлению складок, перекрывающих друг друга, а это не позволяет обеспечить правильное и законченное прохождение стенок камеры по внутренней поверхности тороидальной полости, в частности у боковин шины, вследствие чего происходит плохое заполнение тороидальной полости и имеет место опасное состояние внутренних напряжений в стенке камеры, так что камера быстро приходит в негодность.
Следовательно, в низкопрофильных шинах, лишенных камеры, проблема обеспечения эксплуатации в аварийном состоянии в настоящее время все же решается путем модификации конструкции каркаса, что было указано ранее.
В немецкой полезной модели 29620713U1 раскрыта бескамерная шина, содержащая внутреннюю центральную вертикальную стенку, расположенную между центральной линией протекторной полосы и ободом колеса, на котором монтируют борта шины. Вертикальную стенку у ее нижнего конца крепят к соответствующему посадочному месту на ободе с тем, чтобы образовать внутри шины два воздушных пространства, причем эти воздушные пространства независимы друг от друга и каждое из них накачивают посредством соответствующего клапана.
Практически, принцип, на котором основано это решение, соответствует наличию двух спаренных шин, установленных на одном и том же ободе.
Если проколота одна из двух частей каркаса, шина будет устойчива за счет давления, имеющегося в другой части, расположенной с боковой стороны от спущенной части.
В описании французского патента 2605269, в свою очередь, раскрыта бескамерная шина, образованная из большого количества отдельных, идущих по окружности отсеков, расположенных вблизи друг от друга в осевом направлении.
Соответствующее устройство для накачивания содержит трубку, проходящую через нижнюю часть всех перегородок, образующих разные отсеки, идущие в окружном направлении, и обеспеченную отверстием в каждом отсеке, при этом в трубке установлен стержень с осевым сверлением, обеспеченный на его боковой стенке другими отверстиями, которые могут сообщаться с отверстиями трубки для возможности накачивания шины воздухом, нагнетаемым из стержня. Осевое смещение стержня относительно трубки обеспечивает возможность смещения отверстий стержня относительно отверстий трубки с тем, чтобы прекратить выход воздуха из различных отсеков.
В заключение можно сказать, что пока еще отсутствует камера, предназначенная для использования с низкопрофильной шиной, которая могла бы обеспечить эксплуатацию в аварийном состоянии без необходимости выполнения дорогостоящей и сложной модификации каркаса шины.
Заявитель пришел к пониманию того, что можно решить эту проблему посредством использования камеры, разделенной по меньшей мере на две отдельные части, идущие по окружности, отделенные друг от друга посредством продольной стенки, однако с приданием упомянутой стенке, а предпочтительно и зоне, которая ее окружает, большей жесткости, чем у части, самой дальней в осевом направлении, то есть у боковых стенок камеры, причем таким образом, что в течение накачивания камеры внутри шины камера расширяется в осевом направлении больше, чем в радиальном направлении с тем, чтобы привести ее центральную часть в контакт с протекторной зоной одновременно с окончательным укладыванием боковых стенок камеры на боковины шины, причем так, чтобы избежать возникновения аномальных напряжений внутри стенок камеры.
Кроме того, заявитель считает, что такое решение могло бы быть обеспечено за счет изготовления боковых стенок камеры отдельно от ее центральной части и последующего соединения отдельных частей друг с другом, причем обычно посредством химической адгезии соответствующих эластомерных материалов в течение вулканизации камеры.
Поэтому, согласно одному из аспектов, изобретение относится к камере из эластомерного материала, которая разделена по меньшей мере на две отдельные части, идущие по окружности, отделенные внутренней стенкой, проходящей в плоскости, перпендикулярной к оси вращения камеры, при этом ее концы соединены с парой противоположных в осевом направлении сторон, которые совместно с упомянутой стенкой определяют границы отдельных, идущих по окружности частей, отличающейся тем, что жесткость упомянутой стенки больше жесткости боковых стенок.
Предпочтительно, чтобы упомянутая камера отличалась тем, что она содержит центральный сердечник и две противоположных в осевом направлении боковых стенки, при этом сердечник образуется из упомянутой стенки, обеспеченной по концам двумя фланцами, проходящими перпендикулярно самой стенке в противоположных осевых направлениях, концы которых взаимосвязаны с соответствующими концами боковых стенок, причем жесткость сердечника больше жесткости боковых стенок.
Далее по ходу настоящего описания отличительные признаки камеры, способ и устройство для изготовления упомянутой камеры, а также их использование для сопряжения с шиной, для удобства описаны исходя из наличия сердечника, но следует иметь в виду, что они также применимы и к тому случаю, когда сердечник состоит из одной стенки, фактически лишенной упомянутых фланцев.
Согласно первому варианту осуществления конструкции разную жесткость сердечника и боковых стенок получают посредством применения одного и того же эластомерного материала и изменения геометрии сердечника по отношению к геометрии боковых стенок, а точнее посредством выполнения сердечника с большей толщиной, чем толщина боковых стенок.
Согласно второму варианту осуществления конструкции разная жесткость достигается посредством использования разных материалов, имеющих одинаковую толщину, а точнее посредством использования материала с большим модулем упругости для сердечника, чем для боковых стенок.
В случае альтернативного решения разную жесткость получают посредством применения разных материалов и разной толщины; в вариантах осуществления конструкции с обеспечением разных материалов предпочтительно, чтобы материал центрального сердечника был упрочнен короткими волокнами в виде пульпы, причем такого типа, которые получают посредством процессов измельчения.
Согласно второму аспекту изобретение относится к колесу с шиной, содержащему шину камерного типа, установленную на соответствующем ободе.
Шина содержит каркас тороидальной формы, имеющий корончатую часть и две противоположных в осевом направлении боковины, протекторную полосу, расположенную по ходу короны на упомянутом каркасе, и ленточную структуру, расположенную по ходу короны между каркасом и протекторной полосой; в предпочтительном варианте осуществления конструкции упомянутой шины боковые стенки заканчиваются парой бортов, включающих в себя кольца для крепления шины к упомянутому ободу, а еще более предпочтительно, чтобы каркас был обеспечен по меньшей мере одним упрочняющим слоем, проходящим от борта к борту, концы которого прикреплены к упомянутым кольцам.
Камера разделена по меньшей мере на две идущие по окружности части, отделенные стенкой, проходящей в плоскости, перпендикулярной оси вращения камеры.
Колесо с шиной отличается тем, что упомянутая камера содержит центральный сердечник и две боковые стенки; предпочтительно, чтобы сердечник, жесткость которого больше жесткости боковых стенок, мог иметь упомянутую стенку, обеспеченную двумя фланцами, отходящими от ее концов и идущими под прямым углом в противоположных направлениях до заданной ширины.
В случае предпочтительного решения концы фланцев и боковых стенок взаимосвязаны друг с другом посредством вулканизации.
В предпочтительном варианте осуществления конструкции согласно изобретению колесо с шиной содержит упомянутую камеру, вставленную в шину, имеющую отношение Н/С, не превышающее 0,7.
Предпочтительно, чтобы соединительная зона между наружным в радиальном направлении фланцем центрального сердечника и соответствующей боковой стенкой камеры проходила внутрь в осевом направлении к соответствующему концу ленточной структуры шины.
В соответствии с дополнительным аспектом камера согласно изобретению используется в качестве вулканизационной диафрагмы, тем самым становясь одним телом с каркасом шины, причем таким образом, что она преимущественно заменяет непроницаемый герметизирующий слой бескамерных шин.
Согласно третьему аспекту изобретение относится к способу изготовления камеры из эластомерного материала, разделенной по меньшей мере на две отдельные, идущие по окружности части, отделенные внутренней стенкой, проходящей в плоскости, перпендикулярной оси вращения камеры, отличающемуся тем, что он содержит следующие стадии:
a) формование пары боковых стенок камеры, отделенных друг от друга;
b) формование упомянутой стенки камеры с кольцеобразной конфигурацией, содержащей центральный сердечник, от концов которого проходят два фланца, то есть радиально наружный и радиально внутренний фланцы, при этом упомянутые фланцы проходят противоположно в осевом направлении под прямым углом к упомянутому сердечнику до заданной ширины;
c) введение упомянутой стенки и боковых стенок в одну и ту же вулканизационную форму, при этом боковые стенки расположены так, что их противоположные концы соосны друг с другом и обращены друг к другу, а упомянутая стенка расположена между концами противоположных боковых стенок соосно с боковыми стенками, причем концы фланцев и соответствующие концы боковых стенок находятся во взаимном контакте;
d) подачу текучей среды под давлением при установленной температуре в различные отдельные части упомянутой камеры;
e) вулканизацию камеры с обеспечением при этом соединения между упомянутыми фланцами и боковыми стенками.
Предпочтительно, чтобы способ был выполнен на практике посредством осуществления упомянутых формовочных операций путем впрыска эластомерного материала в полости, надлежащим образом расположенные для формирования упомянутых боковых стенок и упомянутой стенки.
Согласно четвертому аспекту изобретение относится к форме для изготовления камеры из эластомерного материала, разделенной по меньшей мере на две отдельные, идущие по окружности части, отделенные стенкой, проходящей в плоскости, перпендикулярной оси вращения камеры, отличающейся тем, что она содержит следующие детали:
- пару наружных в осевом направлении щек с обеспечением у их обращенных друг к другу поверхностей кольцеобразной полости, соосной с осью вращения формируемой камеры, имеющих фактически полукруглое поперечное сечение;
- пару промежуточных в осевом направлении подвижных штампов, которые обеспечены:
у их наружных в осевом направлении поверхностей первым кольцеобразным выступом, соосным с упомянутой осью вращения, имеющим полукруглое поперечное сечение и размещенным, когда форма закрыта, в соответствующей кольцеобразной полости смежной щеки, при этом радиус упомянутого кольцеобразного выступа меньше, чем радиус соответствующей полости, с тем, чтобы при сопряжении с упомянутой полостью образовать полое пространство шириной, соответствующей боковой стенке камеры, а
у их внутренних в осевом направлении поверхностей вторым кольцеобразным выступом, соосным с упомянутой осью вращения, сцентрированным по оси с упомянутым первым кольцеобразным выступом и имеющим поперечное сечение фактически четырехугольной формы, при этом максимальные радиальные размеры первого и второго кольцеобразных выступов фактически идентичны;
- пару внутренних в осевом направлении распорных деталей - внутренний в радиальном направлении диск и соответствующее наружное в радиальном направлении концентрическое кольцо, соосные с осью вращения, при этом диск имеет меньший диаметр, чем радиально внутренний диаметр кольца, причем диаметр диска и радиально внутренний диаметр кольца соответствуют диаметру соответственно внутренней и наружной в радиальном направлении кромок полостей, имеющихся в щеках, толщина упомянутых распорных деталей больше суммы размеров в осевом направлении упомянутых вторых кольцеобразных выступов, сопряжение упомянутых распорных деталей со смежными промежуточными подвижными штампами приводит к образованию между ними полого пространства, которое соответствует форме упомянутой стенки камеры, имеющей кольцеобразную конфигурацию, содержащую центральный сердечник, определяемый расстоянием в осевом направлении между вторыми кольцеобразными выступами, и два фланца - наружный и внутренний в радиальном направлении, отходящие от соответствующих концов сердечника и проходящие в противоположных осевых направлениях перпендикулярно упомянутому сердечнику, с геометрической конфигурацией, определяемой расстоянием в радиальном направлении между вторыми выступами и распорными деталями;
- упомянутые детали могут перемещаться по отношению друг к другу.
В любом случае настоящее изобретение можно будет лучше понять с помощью нижеследующего описания и прилагаемых фигур, которые представлены только в иллюстративных целях и не налагают каких-либо ограничений и на которых:
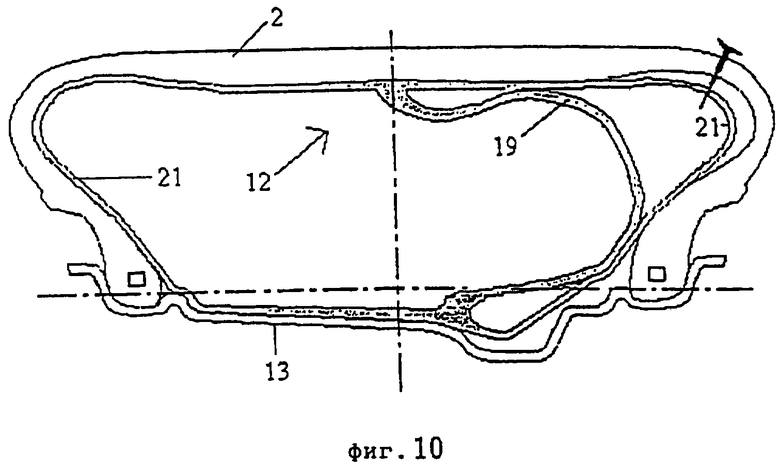
на фиг. 1 представлены шина и камера согласно изобретению в сечении по оси;
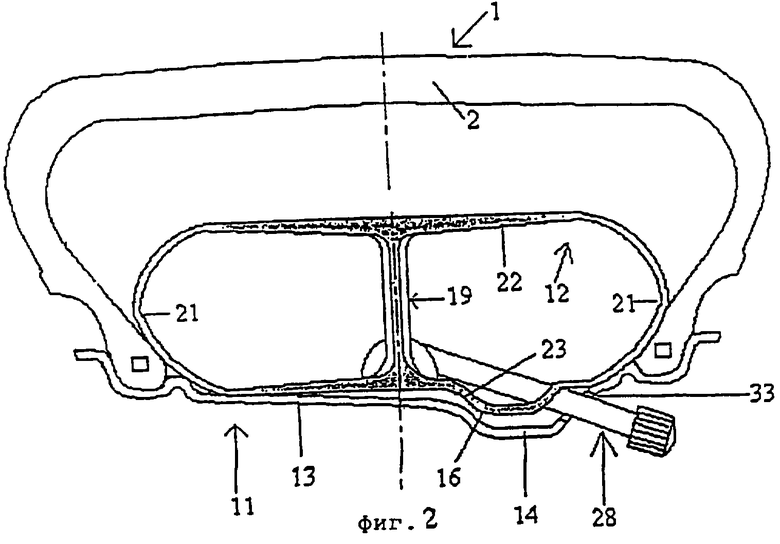
на фиг. 2 представлена камера согласно фиг.1 в течение ее накачивания внутри шины;
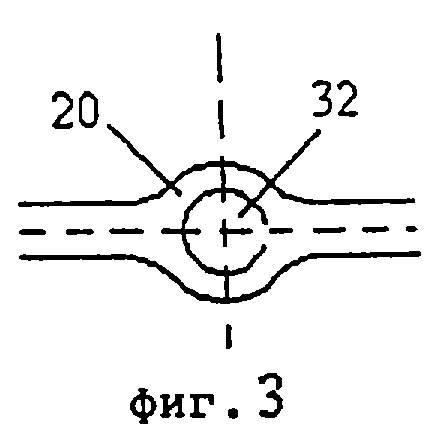
на фиг. 3 представлено частичное сечение стенки камеры по линии III-III на фиг.1;
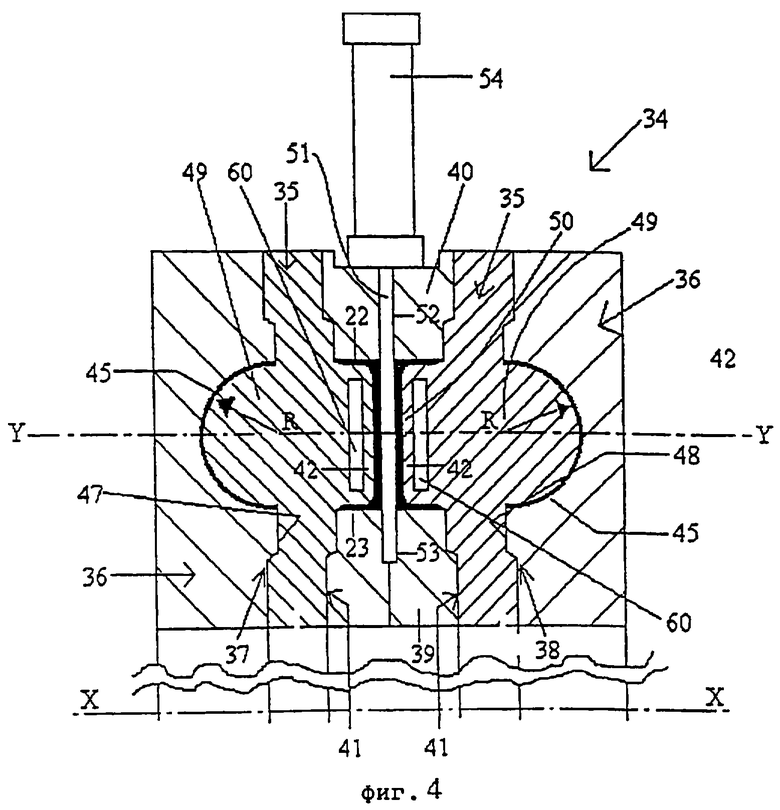
на фиг. 4 представлена форма согласно изобретению, предназначенная для изготовления камеры, показанной на фиг.1;
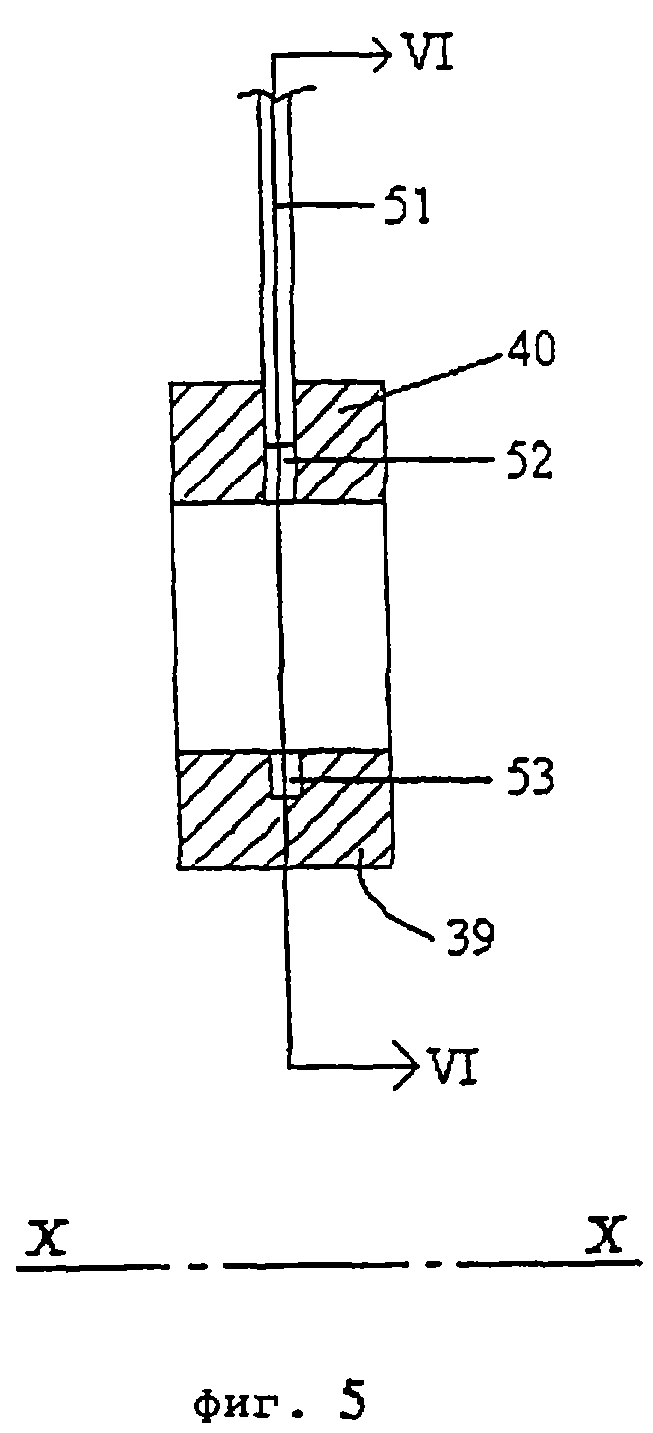
на фиг.5 представлен фрагмент формы, показанной на фиг.4;
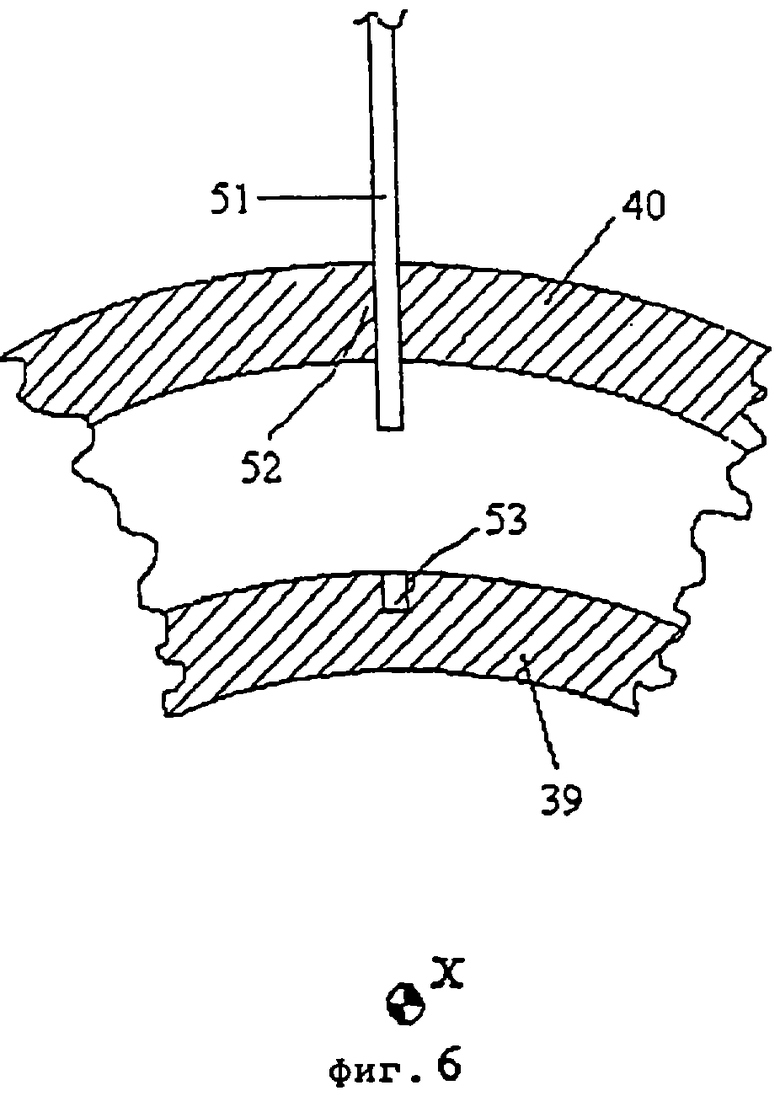
на фиг.6 представлен фрагмент согласно фиг.5 в сечении по линии VI-VI на фиг.5;
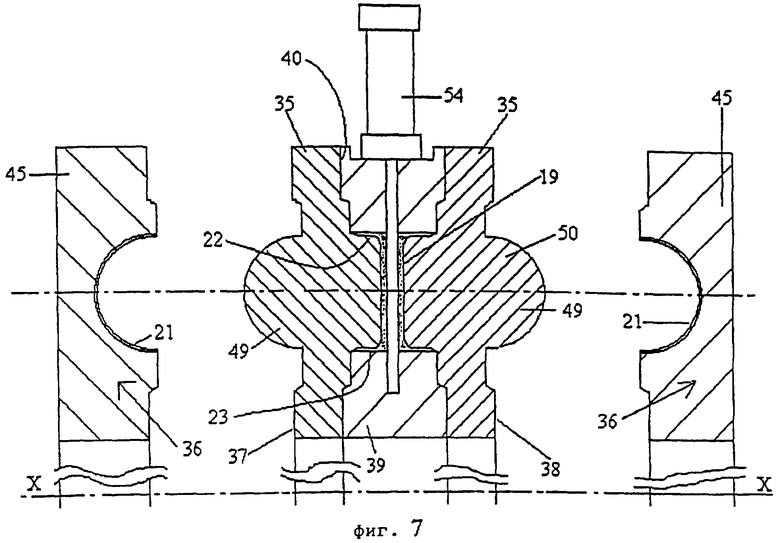
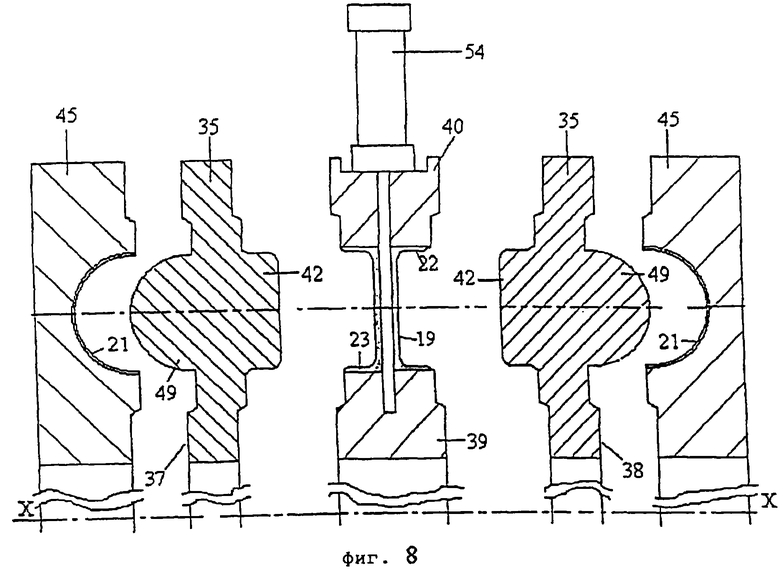
на фиг. 7-8 представлены последовательные стадии разборки формы после формования различных частей камеры;
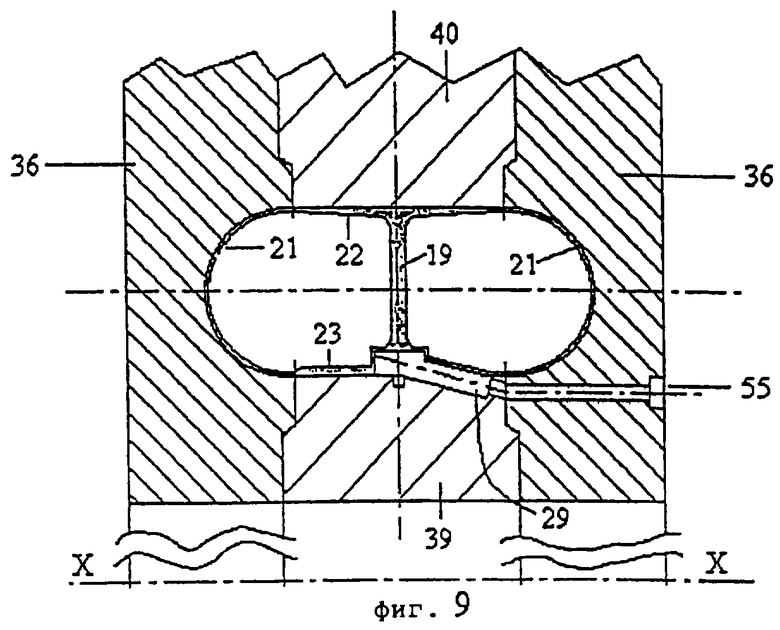
на фиг.9 представлена повторно собранная форма в начале стадии вулканизации и сварки отдельных частей камеры;
на фиг. 10 представлены шина и камера, показанные на фиг.1, в частичном поперечном сечении и в состоянии частично выпущенного воздуха из камеры.
На фиг. 1 показана шина с радиальным каркасом, обозначенная позицией 1. Она содержит протектор 2, плечевые зоны 3, боковины 4 и борта 5 с встроенными в них кольцами 6. Каркас шины 1 может содержать по меньшей мере один слой 9 из прорезиненной ткани, включающей в себя упрочняющий корд 7, расположенный в меридиональных плоскостях.
В описанном здесь примере концы слоя загнуты подобно плавнику вокруг кольца борта; это не исключает возможности других вариантов осуществления конструкции, в которых концы каркасного слоя закреплены иначе, чем согласно решению, показанному на фиг.1, будучи взаимосвязаны посредством адгезии с внутренними в осевом направлении сторонами колец бортов без загиба вокруг них.
Упрочняющая ленточная структура 8, ограниченная в осевом направлении ее концами 10, вставлена в шину по ходу короны между каркасным слоем и протекторной полосой.
Такая ленточная структура может, например, содержать три налагаемых друг на друга в радиальном направлении упрочняющих слоя (не показаны), два из которых оснащены металлическим кордом, параллельным друг другу в каждом слое и пересекающимся с кордом в смежном слое, а наружный в радиальном направлении третий слой включает в себя текстильный корд, изготовленный, например, из полиамида и расположенный параллельно экваториальной плоскости шины.
Шину устанавливают на обод 11 колеса, а камеру 12 из эластомерного материала размещают в пространстве между ободом и шиной.
В дальнейшем в настоящем описании под термином "эластичный материал" подразумевается композиция в целом из материала камеры, то есть из резины на полимерной основе, упрочненной наполнителями и содержащей различные вулканизирующие, защитные, препятствующие старению и другие агенты, все из которых соответствуют формулам, хорошо известным в этой отрасли.
Обод состоит из базовой поверхности 13, канавки 14, предназначенной для облегчения монтажа шины на обод, и двух посадочных мест 15 для бортов.
Пара бортов 5 шины зажата в соответствующих посадочных местах между фланцем 17 обода и соответствующим радиальным выступом или бугорком 18 безопасности, образованным на базовой поверхности обода.
Шина 1 представляет собой шину "низкопрофильного" типа, то есть такого типа, в котором отношение Н/С сечения не превышает 0,7, при этом, если обратиться к фиг.1, то параметры Н и С представляют собой следующее:
Н означает высоту сечения, измеренную в экваториальной плоскости между самой удаленной внутрь в радиальном направлении точкой борта и самой удаленной наружу в радиальном направлении точкой протекторной полосы;
С означает ширину сечения, измеренную параллельно оси вращения между самыми удаленными в осевом направлении точками боковин шины.
В примере, представленном на фигуре, величина отношения Н/С приблизительно равна 0,4.
Изобретение в особенности касается низкопрофильных шин, при этом оно все в большей степени обеспечивает более важные преимущества с увеличением понижения; см. , например, три типоразмера шин, соответственно 185/65R14, 225/55R16, 225/35R18. Следует заметить, что первая цифра размерного кода (например 185) указывает ширину шины, выраженную в миллиметрах, вторая цифра (например 65) указывает величину отношения Н/С, умноженную на 100, буква "R" указывает на то, что шина представляет собой шину радиального типа, а последняя цифра (например 14) указывает величину установочного диаметра шины, выраженную в дюймах.
В трех вышеупомянутых шинах величина отношения Н/С постепенно уменьшается (увеличение понижения), переходя от 0,65 к 0,55 и, наконец, к 0,35.
Камера 12 разделена на две отдельных, идущих по окружности части, отделенных стенкой 19, лежащей в плоскости, предпочтительно ортогональной к оси вращения, а еще более предпочтительно проходящей в экваториальной плоскости и соответственно содержащей две отделенные друг от друга части - центральный сердечник 20 и пару боковых стенок 21.
Более предпочтительно, чтобы центральный сердечник состоял из стенки 19, от концов которой отходят два фланца, соответственно наружный в радиальном направлении фланец 22 и внутренний в радиальном направлении фланец 23; упомянутые фланцы перпендикулярны стенке 19 и проходят в противоположных осевых направлениях до заданной ширины.
Смежные концы боковых стенок и фланцев соединены друг с другом, одни в наружном радиальном направлении в месте вдоль идущих по окружности линий соединения 24 и 25, другие во внутреннем в радиальном направлении в месте вдоль идущих по окружности линий соединения 26 и 27. Соединение предпочтительно осуществляют посредством химической адгезии при вулканизации.
В описанном примере, представленном на фиг.1, две части каждого фланца, соответственно наружного и внутреннего в радиальном направлении, отходят от концов стенки 19 в обоих осевых направлениях перпендикулярно упомянутой разделительной стенке на одну и ту же ширину, однако возможны и другие решения, при которых правая часть наружного в радиальном направлении фланца, например, больше левой части и соответственно наружная в радиальном направлении и выступающая в осевом направлении часть смежной боковой стенки уже, чем такая же часть противоположной стенки.
В альтернативном варианте оба крыла наружного в радиальном направлении фланца больше соответствующих крыльев внутреннего в радиальном направлении фланца или наоборот.
В любом случае ширина фланцев определяется расстоянием в осевом направлении между идущими по окружности зонами, где центральная стенка соединяет упомянутые противоположные боковые стенки.
Предпочтительно, чтобы зоны соединения между фланцами и боковыми стенками у наружного в радиальном направлении места были внутренними в осевом направлении по отношению к концам 10 ленты 8.
Во всех случаях ширина упомянутых фланцев обычно обусловлена величиной соотношения сечения шины и увеличивается с увеличением понижения, при этом ширина предпочтительно составляет, по меньшей мере у наружного в радиальном направлении фланца, приблизительно от 40% до 80% ширины ленты 8.
Например, в шине типоразмера 225/60R16 осевая ширина наружного в радиальном направлении фланца предпочтительно составляет от 60 до 130 мм.
Из нижеуказанного будет более понятно, что ширина внутреннего в радиальном направлении фланца менее критична, чем ширина фланца, наружного в радиальном направлении.
Далее по ходу настоящее описание для простоты будет касаться камеры, симметричной относительно экваториальной плоскости, имеющей стенку 19, лежащую в упомянутой плоскости, однако квалифицированные специалисты в этой отрасли после ознакомления с изобретением легко смогут изменить геометрию камеры в зависимости от конкретных требований.
Согласно одному из аспектов изобретения обеспечивается выполнение камеры с разной жесткостью в ее отдельных частях, а точнее, выполнение камеры, имеющей сердечник с большей жесткостью, чем жесткость боковых стенок. В случае предпочтительного решения, которое показано на фиг.1, когда разные части камеры изготовлены с использованием одного и того же эластомерного материала, большая жесткость сердечника по отношению к жесткости боковых стенок обычно достигается посредством увеличения поперечного сечения (толщины) сердечника по отношению к толщине боковых стенок. Соотношение между средним значением толщины сердечника и боковых стенок в предпочтительных вариантах осуществления изобретения может изменяться между 1 и 4. Точнее, в случае примера, показанного на фиг.1, камера имеет толщину, которая составляет порядка 5 мм и постоянна вдоль стенки 19, больше в зоне соединения между стенкой и фланцами, и затем уменьшается, пока не достигнет значения порядка 2 мм в зоне соединения с боковыми стенками, и в боковых стенках это значение остается постоянным. В случае альтернативного решения большая жесткость сердечника относительно боковых стенок достигается с помощью материалов, отличающихся друг от друга, посредством использования эластомерного материала для сердечника, имеющего больший модуль упругости, чем у боковых стенок; в этом случае толщина сердечника может быть такой же, как и у боковых стенок или отличается от нее.
В предпочтительных альтернативных вариантах осуществления конструкции согласно изобретению отношение между модулем упругости материала сердечника и боковых стенок соответственно может находиться в диапазоне от 1 до 10, а более предпочтительно между 1 и 5.
Величина модуля упругости материала сердечника предпочтительно находится между 1,5 и 10 Н/мм2.
Следует указать, что термин "модуль упругости" в данном случае предполагает номинальное значение усилия, соответствующее деформации при удлинении, составляющей порядка 100%. Измерение величины модуля упругости осуществляют по стандарту IS037 (с кольцом типа А).
Предпочтительно, чтобы боковые стенки камеры могли быть изготовлены из бутилкаучука или из галогенового бутилкаучука, а центральный сердечник мог быть изготовлен из диеновых эластомерных материалов, например, наряду с другими, из сополимера бутадиена и стирола, полибутадиена и натуральной резины.
В случае других решений большая жесткость сердечника по отношению к боковым стенкам может быть обеспечена посредством использования материалов, имеющих одинаковый или разный состав, одну и ту же или разную толщину, за счет введения в упомянутые материалы соответствующих упрочняющих наполнителей; в случае предпочтительного решения эти наполнители состоят из коротких волокон (с размером равным или меньшим 7 мм), в частности таких, которые получают посредством измельчения арамидного волокна (размером порядка 1 мм или менее), известных как "арамидная пульпа" (например Kevlar®-Pulp или Twaron®-Pulp), при этом Kevlar и Twaron представляют собой зарегистрированные товарные знаки, принадлежащие соответственно Du Pont и AKZO.
Предпочтительно, чтобы количество упомянутых коротких волокон составляло от 1 до 5 весовых частей на сто частей резины; в особо предпочтительном варианте осуществления конструкции такие волокнистые наполнители содержит только эластомерный материал сердечника.
Предпочтительно, чтобы разным частям центрального сердечника была придана разная жесткость, причем с приданием во всех случаях максимальной жесткости фланцу, внутреннему в радиальном направлении, по отношению к жесткости стенки и фланца, наружного в радиальном направлении, с тем, чтобы обеспечивать оптимальное расширение стенок камеры в течение ее накачивания, за счет чего происходит полное приспосабливание этих стенок к внутренней поверхности шины.
Предпочтительно, чтобы одна из двух осевых частей фланца сердечника, внутреннего в радиальном направлении, имела выступ 16, образованный соответствующим утолщением стенки фланца, например выступающий в радиальном направлении к оси вращения камеры и предназначенный для опирания в течение накачивания шины о внутреннюю сторону соответствующей канавки 14 монтажного обода.
Предпочтительно, чтобы стенка 19 содержала по меньшей мере один канал 32, проходящий внутри упомянутой стенки на всем ее протяжении в радиальном направлении, при этом канал выходит как к внутренней, так и к наружной поверхности камеры. Предпочтительно, чтобы камера содержала большое количество таких каналов, которые отстояли бы друг от друга по окружности на равном расстоянии, то есть отстояли бы друг от друга на угол одинаковой величины.
Предпочтительно, чтобы таких каналов было по меньшей мере три, более предпочтительно, чтобы их количество было больше, а наиболее предпочтительно, чтобы их количество было равно 6. На фиг.3 один из каналов 32 показан в поперечном сечении. При этом диаметр канала предпочтительно составляет от 3 до 15 мм. В варианте осуществления конструкции, показанном на фиг.3, диаметр этого канала составляет порядка 12 мм.
Благодаря наличию этих каналов при накачивании камеры
обеспечивается возможность вытекания воздуха, захваченного между наружной в радиальном направлении поверхностью (внешней поверхностью) камеры и внутренней в радиальном направлении поверхностью корончатой части шины, в пространство, заключенное между внутренней в радиальном направлении поверхностью (внутренней поверхностью) камеры и лицевой поверхностью обода, а оттуда в окружающую атмосферу через отверстие 33, выполненное в основании обода и предназначенное для образования посадочного места для размещения ствола нагнетательного клапана.
С целью накачивания и спуска двух независимых частей, на которые разделена камера, упомянутая камера может содержать два отдельных клапана традиционного типа или, как вариант, один клапан 28, содержащий обычный цилиндрический ствол 29, оснащенный на одном его конце - внешнем конце, закрывающим колпачком 30.
Внутри цилиндрического ствола обеспечено цилиндрическое тело, например шток (не показан), при этом шток может переключаться между двумя отдельными положениями, одно из которых обеспечивает возможность течения воздуха в противоположных направлениях, в то время как другое приводит к прекращению потока в обоих направлениях соответственно с целью прохождения или остановки потока воздуха через клапан; переключение может быть предпочтительно осуществлено, например, путем ввинчивания штока в одном направлении и вывинчивания в противоположном направлении относительно ствола клапана.
На противоположном конце клапанный ствол встроен в выступ 31 из эластомерного материала, образованный во внутренней в радиальном направлении зоне сердечника, которая соединяет стенку 19 с фланцем 23.
Этот выступ 31, например полусферической формы, имеет два отдельных пути для одновременного течения воздуха к двум отдельным частям камеры в направлении, обозначенном стрелками F1, F2 на фиг.1, и оснащен устройством, обеспечивающим движение в одном направлении (которое само по себе известно и поэтому не показано), препятствующим течению воздуха между упомянутыми отдельными частями камеры.
Как вариант, прохождение воздуха между двумя отдельными частями камеры может быть прекращено посредством изменения положения штока относительно цилиндра.
На фиг. 2 показана стадия начала накачивания камеры и заполнения ею пространства, заключенного между шиной и ободом, после ее введения в шину. Перед введением камеры ее обычно приводят в слегка накаченное состояние с тем, чтобы обеспечить плотность, позволяющую выполнить последующее центрирование камеры по отношению к стволу клапана, установленному в отверстие 33 обода и застопоренному в нем с тем, чтобы избежать образования складок или подобных неровностей, которые могли бы повредить тело камеры.
После того, как оба борта примкнут к соответствующим седлам, посредством подачи в камеру воздуха под давлением осуществляется ее накачивание; за счет иной, большей жесткости сердечника по отношению к жесткости боковых стенок последние расширяются значительно больше, чем стенка 19, приходя в соприкосновение с боковинами шины, перед тем как наружный в радиальном направлении фланец центрального сердечника обопрется о внутреннюю в радиальном направлении поверхность корончатой части шины. Когда производится накачивание, боковые стенки камеры постепенно укладываются на боковины шины, продвигаясь радиально наружу, за счет чего постепенно уменьшается пространство, заключенное между внешней поверхностью камеры и внутренней в радиальном направлении поверхностью корончатой части шины, пока эта внешняя поверхность также полностью не обопрется (фиг.1) о соответствующую стенку шины.
В течение этой стадии воздух, захваченный в этом пространстве, легко уходит через каналы 32, образованные в стенке 19, при этом каналы обеспечивают перемещение воздуха у внутренней поверхности камеры к пространству, заключенному между камерой и ободом, после чего воздух уходит оттуда посредством утекания через зазор, образованный между отверстием 33 и стволом 29 клапана 28, находящимся в этом отверстии. Когда вся наружная в радиальном направлении часть камеры примыкает к соответствующей стенке шины, дальнейшее увеличение давления накачивания приводит к прижатию внутреннего в радиальном направлении фланца камеры к соответствующей базовой поверхности обода, за счет чего осуществляется полное заполнение полости тороидальной шины и обеспечивается оптимальное прохождение стенок камеры по противоположным поверхностям шины и обода.
На фиг. 4 раскрыта форма 34 для изготовления ранее описанной камеры применительно к конкретному варианту камеры, симметричной по отношению к экваториальной плоскости, обеспеченной центральной радиальной перегородкой, имеющей по ее концам два осевых фланца.
В одном из предпочтительных вариантов осуществления конструкции форма согласно изобретению представляет собой форму, образованную из нескольких деталей, определяющих границы трех отдельных полостей; она запитывается от инжекционного пресса, который не показан, для одновременного формирования сердечника 12 камеры и пары боковых стенок.
Точнее, эта форма состоит из пары наружных в осевом направлении щек 36, пары промежуточных в осевом направлении подвижных штампов 35 и пары внутренних в осевом направлении распорных деталей 39, 40, радиально соосных друг с другом, причем все они имеют возможность смещения по отношению друг к другу и, в частности, могут быть отделены друг от друга; базовой осью для взаимного расположения упомянутых деталей является ось Х-Х вращения формируемой камеры.
Две щеки 36 со стороны их обращенных друг к другу поверхностей имеют кольцевую полость 45, причем эта полость соосна с осью Х-Х и имеет фактически полукруглое поперечное сечение; в представленном случае наружные и внутренние в радиальном направлении кромки каждой полости лежат в одной и той же плоскости, перпендикулярной оси Х-Х, но возможны и другие решения, например упомянутые кромки могут лежать на конической поверхности, вершина которой находится на оси X-X, либо упомянутая полость может иметь поперечное сечение, которое отличается от полукруглого поперечного сечения.
Наружным в осевом направлении поверхностям 37, 38 двух промежуточных подвижных штампов 35 придана такая форма, чтобы они сопрягались с соответствующими внутренними в осевом направлении поверхностями 47, 48 обращенных друг к другу щек; в частности, подвижные штампы обеспечены на упомянутых поверхностях первым кольцеобразньм выступом 49, соосным с осью Х-Х и имеющим полукруглое поперечное сечение, при этом выступ, когда форма закрыта, размещается в соответствующей кольцеобразной полости 45 смежной щеки.
Точнее, радиус R упомянутого кольцеобразного выступа меньше радиуса соответствующей полости с тем, чтобы образовать полое пространство предпочтительно с постоянной шириной, соответствующей ширине боковой стенки камеры.
Упомянутые промежуточные подвижные штампы 35 на их внутренних в осевом направлении поверхностях 41 имеют второй кольцеобразный выступ 42, соосный с осью Х-Х и сцентрированный по оси У-У с первым кольцеобразным выступом, при этом он имеет фактически четырехугольную, а предпочтительно прямоугольную форму поперечного сечения с закругленными углами, либо в общем трапецеидальную форму.
Основания упомянутых первого и второго кольцеобразных выступов, то есть максимальные радиальные размеры выступов, фактически идентичны друг другу, что лучше разъяснено ниже.
Во внутреннем в осевом направлении месте между упомянутыми промежуточными подвижными штампами заключены две распорные детали 39 и 40, то есть соответственно диск 39 и концентрическое кольцо 40, при этом они тоже соосны с осью Х-Х.
Диаметр диска 39 меньше внутреннего в радиальном направлении диаметра кольца 40, при этом разность между упомянутыми диаметрами фактически соответствует радиальному размеру описанных выше кольцеобразных выступов. Точнее, диаметр диска 39 и внутренний в радиальном направлении диаметр кольца 40 соответствуют диаметрам соответственно внутренних и наружных в радиальном направлении кромок полостей 45, находящихся в щеках 36.
Толщина двух распорных деталей, по меньшей мере у их обращенных друг к другу краев, больше суммы осевых размеров упомянутых вторых кольцеобразных выступов, так что сопряжение распорных деталей со смежными промежуточными подвижными штампами приводит к образованию между ними полого пространства 50, которое соответствует форме поперечного сечения камеры; в частности, расстояние в осевом направлении между упомянутыми вторыми кольцеобразными выступами определяет толщину стенки 19, в то время как расстояние в радиальном направлении между вторыми выступами и распорными деталями определяет геометрическую конфигурацию и толщину фланцев 22, 23, а также соединительных зон между упомянутыми фланцами и стенкой сердечника.
Всем поверхностям, обращенным в осевом направлении к смежным поверхностям, придана такая форма, чтобы они имели дополнительные элементы сопряжения (включая поверхности, выступы и полости), которые при примыкании друг к другу блокируют любое относительное смещение в радиальном направлении между контактирующими поверхностями, за счет чего обеспечивается правильное и устойчивое взаимное расположение различных частей формы.
Форма дополнительно предполагает наличие стопорных устройств с тем, чтобы концентрические распорные детали 39, 40 были объединены друг с другом; в предпочтительном варианте осуществления конструкции эти стопорные устройства преимущественно совпадают с устройствами, требуемыми для формирования каналов 32 (фиг. 3), обеспечивающих вытекание воздуха из внешней зоны во внутреннюю зону камеры в течение накачивания шины, смонтированной на соответствующем ободе (фиг.2).
Точнее, упомянутые стопорные устройства состоят по меньшей мере из одного, более предпочтительно по меньшей мере из трех, а наиболее предпочтительно более чем из трех шпилек 51, которые радиально подвижны в обоих направлениях через отверстия 52 (фиг.4-6), обеспеченные в наружном кольце 40, для введения в соответствующие гнезда 53 и вытягивания из таких гнезд, которые образованы во внутренней кромке диска 39. Предпочтительно, чтобы эти шпильки равномерно отстояли друг от друга по окружности.
Введение и вытягивание шпилек выполняют путем использования разных, известных самих по себе, средств, например таких как механические клещи, а более предпочтительно с помощью управляющих устройств 54 с гидравлическим приводом, что схематически показано на фиг.4.
Стадии изготовления камеры выполняют следующим образом.
Прежде всего размещают форму в закрытом состоянии, показанном на фиг.4.
Посредством каналов (не показаны), выполненных в некоторых из деталей, образующих форму, а предпочтительно всех каналов, выполненных в паре промежуточных подвижных штампов и выходящих к первому и второму кольцеобразным выступам, обеспечиваемый эластомерный материал впрыскивают под высоким давлением в три полых пространства, образованных посредством сопряжения упомянутых подвижных штампов соответственно со щеками и распорными деталями до тех пор, пока не будут отформованы три отдельные части камеры (две боковые стенки и центральный сердечник), как показано на фиг.4.
Предпочтительно, чтобы после впрыска стенка 19 была по меньшей мере частично вулканизирована (полувулканизирована), вследствие ее большей толщины, посредством использования, например, нагревательных элементов (предпочтительно, чтобы полости 60 запитывались текучими средами при высокой температуре) или других известных систем, таких как электрические, индуктивные, микроволновые устройства и тому подобные, которые вставляют во вторые кольцеобразные выступы промежуточных подвижных штампов 35 вблизи от упомянутой стенки 19.
В противоположность указанному, два крыла фланцев 22 и 23 предпочтительно сохраняют холодными, а следовательно, в необработанном состоянии, посредством соответствующих устройств с тем, чтобы облегчить последующее соединение концов боковых стенок 21.
После этого (фиг.7) разные части формы демонтируют, начиная с перемещения в осевом направлении двух щек, с которыми взаимосвязаны боковые стенки 21, друг от друга; затем удаляют два промежуточных подвижных штампа, причем вначале (фиг. 8) посредством их перемещения друг от друга в осевом направлении, а потом посредством их перемещения друг от друга в поперечном направлении, например в радиальном направлении, перпендикулярном оси Х-Х формы.
Затем две щеки перемещают ближе друг к другу в осевом направлении (фиг. 9), пока они не примкнут к лицевым поверхностям двух распорных деталей 39, 40, со сборкой которых взаимосвязан сердечник камеры.
Как очевидно из фиг.9, концы фланцев 22, 23 сердечника теперь находятся в контакте с соответствующими концами боковых стенок 21.
Предпочтительно, чтобы для обеспечения более прочного соединения, поверхности сердечника и боковых стенок, находящиеся в контакте друг с другом, были обрезаны по диагонали, то есть для их сужения таким образом, чтобы сформировать соединение путем перекрытия без увеличения толщины в зоне соединения.
При предпочтительном варианте осуществления способа согласно изобретению создают сердечник камеры, уже обеспеченный корпусом 28 клапана, отформованным совместно с упомянутой частью или подсоединенным к ней в течение впрыска эластомерного материала, поскольку его предварительно вставляют в соответствующее гнездо, образованное во внутреннем диске 39 перед началом стадии впрыска.
После этого окончательно выполняют вулканизацию камеры посредством подачи текучей среды (например воздуха или пара) при температуре порядка 150o и давлении порядка 10 бар (10,2 кгс/см2) по каналу 55, образованному в щеке 35, а оттуда через корпус 28 клапана во внутреннее пространство камеры, в результате чего происходит прижатие и формование стенок камеры у внутренней поверхности щек 36 и распорных деталей 39, 40.
В течение стадии вулканизации происходит химическое соединение между концами боковых стенок и соответствующими фланцами сердечника.
Теперь камеру извлекают из формы; с этой целью форму раскрывают посредством первоначального перемещения одной из двух щек 36 в сторону от закрытой конфигурации, сохранявшейся в течение вулканизации, а затем из диска 39 вытягивают шпильки 51, так что они входят в кольцо 40 и выскальзывают из центральной перегородки 10 сердечника (фиг.4), и, наконец, камеру вытягивают из остальной части формы.
Теперь выполняют повторную сборку различных частей формы, включая промежуточные подвижные штампы, так что может быть изготовлена новая камера.
В частности, предполагается, что работа начинается с взаимосвязи двух концентрических распорных деталей 39, 40, осуществляемой посредством соответствующих стопорных устройств, в частности, вновь путем установки различных шпилек 51 в соответствующие гнезда 53 диска 39.
Предпочтительно, чтобы в течение первоначальной стадии повторной сборки формы в соответствующее гнездо, выполненное во внутреннем диске 39, был вставлен новый корпус 28 клапана.
Наконец, вновь к лицевым поверхностям распорных деталей 39, 40 подводят промежуточные подвижные штампы 35, а щеки 36 вновь смыкают с промежуточными подвижными штампами 35, пока не будет получена замкнутая конфигурация согласно фиг.4.
Теперь форма готова к повторной стадии изготовления камеры согласно изобретению, которая уже описана применительно к фиг.4-9.
Все перемещения различных деталей формы могут быть выполнены с помощью соответствующих манипуляционных устройств, которые здесь не показаны.
Очевидно, что описанная здесь форма в ее предпочтительном варианте осуществления может быть выполнена с различными конструктивными изменениями в зависимости от требований, предъявляемых квалифицированными специалистами в этой отрасли.
Например, вместо одной формы может быть обеспечено использование двух отдельных форм, то есть первой формы для образования сердечника и второй формы для образования боковых стенок.
В любом случае способ изготовления основан на формировании сердечника и боковых стенок камеры отдельно друг от друга и на последующем приведении уже отформованного сердечника в соприкосновение с соответствующими, идущими по окружности кромками двух боковых стенок, также уже отформованных с тем, чтобы обеспечить соединение сердечника и боковых стенок друг с другом посредством вулканизации вдоль линий соединения, образующих упомянутые зоны контакта.
Хотя камера согласно изобретению особо предназначена для низкопрофильных шин, она может успешно использоваться с шинами любого сечения путем надлежащего изменения протяженности фланцев центрального сердечника соответственно предполагаемому размеру шин.
Как уже указано, камера согласно изобретению преимущественно образует безопасное устройство, предназначенное для сохранения шины в устойчивом состоянии, даже когда она частично спущена в результате прокола камеры.
Таким образом, в изобретении предложен способ обеспечения эксплуатации в спущенном состоянии шины для колес транспортных средств, содержащей каркас тороидальной формы, имеющий корончатую часть и две противоположные в осевом направлении боковины, которые совместно определяют границы внутренней полости шины, при этом упомянутый способ содержит следующие стадии:
- образование двух независимых, идущих по окружности объемов, расположенных вблизи друг от друга в осевом направлении внутри упомянутой полости шины;
- установление границ упомянутых объемов посредством независимой камеры из эластомерного материала, вставленной в упомянутую полость, содержащей внутреннюю стенку, проходящую в плоскости, перпендикулярной оси вращения шины, и пару противоположных в осевом направлении боковых стенок;
- обеспечение упомянутой стенки способностью растяжения, меньшей соответствующей способности растяжения боковых стенок.
В этой связи, на фиг.10 представлена шина, составляющая изобретение, с камерой в частично спущенном состоянии вследствие прокола одного из двух отдельных объемов; в частности на ней показана деформированная конфигурация стенки 19.
В показанном состоянии часть камеры, расположенная справа от стенки 19, подвергнута полному спуску после прокола, вызванного остроконечным предметом, который прошил корпус шины.
Теперь стенка 19 с ее левой стороны подвергается давлению воздуха, соответствующему рабочему давлению, а с правой стороны - атмосферному давлению.
Следовательно, стенка 19 подвергается деформации, при этом часть камеры, все еще находящаяся под давлением внутри шины, расширяется и по меньшей мере частично занимает спущенную зону, за счет чего обеспечивается удержание шины фактически по всей ее зоне контакта с грунтом, а также обеспечивается сохранение давления в активной части шины, величина которого составляет по меньшей мере 50% величины давления до прокола.
При этом следует отметить, что состояние дисбаланса давления, действующего в двух зонах со сторон стенки 19, вызывает в ней напряжения, которые выдерживаются благодаря большей жесткости (меньшей способности к деформации) самой стенки по отношению к величинам, свойственным известным камерам, которые, напротив, в этой ситуации подвергаются повреждению и разрыву, что сразу же делает их непригодными.
Преимущество состоит в том, что камера согласно изобретению за счет сохранения шины в рабочем состоянии исключает опасность вынужденной неподвижности транспортного средства.
При этом можно не прибегать к помощи запасной шины, а в результате этого снижается вес, несомый транспортным средством, увеличивается пространство, что способствует повышению комфорта пассажиров, и уменьшаются затраты, связанные с оснащением транспортного средства вспомогательным оборудованием.
Изобретение также позволяет устранить трудности, связанные с тем, что камера, образуемая из частей, сформированных по отдельности и затем соединенных друг с другом, имеет меньшую прочность, чем камеры, выполненные в виде одной детали, а следовательно, имеют меньший срок службы, поскольку соединения имеют зоны ослабления, оказывающие неблагоприятное воздействие в течение изготовления изделия. Эти трудности всегда приводят пользователя к принятию решения об использовании камер с конструкцией в виде одной детали, а в случае низкопрофильных шин вынуждают принимать решение в пользу бескамерной шины вместо использования камеры.
Согласно изобретению, представленное решение предполагает расположение соединительных зон между фланцами 22, 23 и боковыми стенками 21 у частей шины, в которых фактически не происходит деформация от изгиба, которая представляет собой опасность для целостности соединения; точнее, особенно предпочтительным является сочетание камеры с радиальной шиной, обеспеченной ленточной структурой, поскольку согласно такому сочетанию по меньшей мере зоны соединения между наружными в радиальном направлении фланцами центрального сердечника и боковыми стенками камеры являются внутренними в осевом направлении по отношению к концам лент. Такое решение гарантирует длительный срок службы камеры за счет того, что зоны соединения прижимаются к фактически недеформируемой структуре и их раскрытие фактически невозможно.
Зоны соединения между радиально внутренним фланцем сердечника и боковыми стенками камеры, поскольку они прижаты к металлической поверхности обода, в любом случае не подвергаются деформации изгиба и, следовательно, с этой точки зрения не представляют собой элементы, критичные в отношении прочности камеры.
Кроме того, камера согласно изобретению преимущественно представляет собой основную часть колеса с шиной, содержащего шину, установленную на ободе, с камерой согласно изобретению, вставленной между шиной и ободом; это решение позволяет избежать конструктивных изменений каркаса шины, которые могут потребовать соответствующих модификаций обода, что, с другой стороны, необходимо для многих бескамерных шин известного уровня техники.
Согласно дополнительному аспекту камера, выполненная в соответствии с настоящим изобретением, также может быть применена в качестве вулканизационной диафрагмы для формования протекторной структуры и вулканизации шины вместо известных диафрагм, устанавливаемых на прессах для вулканизации шин; в течение вулканизационного процесса камера согласно изобретению соединяется с каркасом, за счет чего образуется единое тело с вулканизируемой шиной с тем, чтобы обеспечить возможность предпочтительного исключения воздухонепроницаемой облицовки, обычно требуемой в бескамерных шинах в качестве элемента для гарантии воздухонепроницаемости шины.
Согласно этому аспекту в изобретении предложен способ изготовления шины для колес транспортных средств, причем шина такого типа, которая предназначена для обеспечения возможности эксплуатации в спущенном состоянии и содержит каркас тороидальной формы, имеющий коронную часть и две противоположные в осевом направлении боковые стенки, определяющие границы внутренней полости шины, при этом способ отличается тем, что он содержит следующие стадии: разделение этой полости на два независимых, идущих по окружности, объема посредством введения в полость необработанного каркаса камеры из эластомерного материала, содержащей внутреннюю стенку, проходящую в плоскости, перпендикулярной оси вращения упомянутой шины, и пару противоположных в осевом направлении боковых стенок, при этом упомянутая стенка обладает способностью растяжения, меньшей соответствующей способности растяжения упомянутых боковых стенок; введение необработанного каркаса в вулканизационную форму; накачивание камеры текучей средой при температуре и давлении, которые обеспечиваются циклом вулканизации шины; вулканизацию необработанного каркаса, приводящую к объединению с ним камеры.
В соответствии с этим способом согласно изобретению может быть изготовлена шина для колес транспортного средства такого типа, которая обеспечивает возможность эксплуатации в спущенном состоянии и содержит каркас тороидальной формы, имеющий корончатую часть и две противоположные в осевом направлении боковины, образующие внутреннюю полость, отличающаяся тем, что эта полость разделена на два независимых, идущих по окружности, объема посредством камеры из эластичного материала, объединенной с каркасом, содержащей центральный сердечник, проходящий в плоскости, перпендикулярной оси вращения, при этом значение модуля упругости материала упомянутого сердечника предпочтительно находится между 1,5 и 10 Н/мм2.
Другой аспект изобретения заключается в изготовлении камеры на основе формования сердечника и боковых стенок по отдельности друг от друга.
Следуя этой технологии, можно использовать резиновые материалы, отличающиеся друг от друга, для формирования боковых стенок и центрального сердечника, с приданием при этом упомянутым частям разных отличительных признаков (высокой гибкости боковым стенкам и меньшей гибкости центральному сердечнику), что не может быть получено при традиционных способах изготовления камер, причем формирование выполняют с использованием одной формы.
В частности, изготовление камеры согласно изобретению, осуществляемое стадиями впрыска под высоким давлением, предпочтительно обеспечивает возможность заполнения за короткий период времени эластомерным материалом с наполнителями в виде упрочняющих волокон пространств, ограниченных весьма малыми радиусами кривизны, которые требуются в криволинейных частях, предназначенных для формирования соединений между стенкой 19 и фланцами 22, 23.
Изобретение относится к автомобильной промышленности. Шина содержит камеру, предназначенную для использования в низкопрофильных шинах, которая разделена по меньшей мере на две части посредством внутренней стенки, проходящей в экваториальной плоскости и определяющей границы центрального сердечника, и двух боковых стенок упомянутой камеры. Сердечник содержит упомянутую стенку, от концов которой два фланца отходят перпендикулярно самой стенке в противоположных направлениях на заданную длину. Концы фланцев и боковых стенок связаны друг с другом посредством вулканизации, при этом жесткость сердечника больше жесткости боковых стенок. Камера выполняет функцию поддерживания шины не только в течение нормальной эксплуатации, но и в спущенном состоянии, например в случае прокола одной из двух частей камеры. Камера обладает такими отличительными признаками, что растягивается внутри имеющегося пространства между шиной и ободом. В результате повышается безопасность эксплуатации низкопрофильных шин. 4 с. и 23 з.п.ф-лы, 10 ил.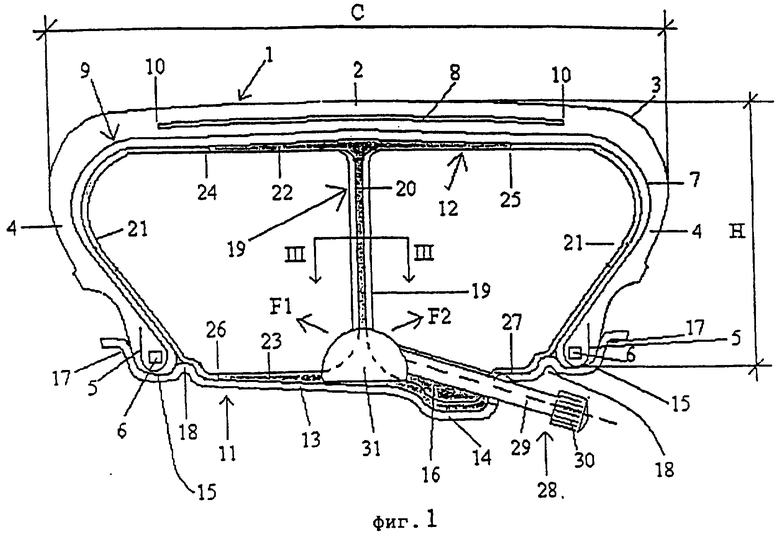
| ТЕПЛОВОЙ ИЗЛУЧАТЕЛЬ | 1991 |
|
RU2039343C1 |
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ПРИРОДНОГО ПРОДУКТА, НОРМАЛИЗУЮЩАЯ ОБМЕННЫЕ ПРОЦЕССЫ В ОРГАНИЗМЕ | 1996 |
|
RU2104012C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 1991 |
|
RU2019432C1 |
| СОШНИК СЕЯЛКИ | 2004 |
|
RU2269244C2 |
| ТЕРМИНАЛ СВЯЗИ | 2004 |
|
RU2348066C2 |

