Изобретение относятся к прокатному производству и может быть использовано для охлаждения движущегося мелкосортного проката и катанки в линии прокатного стана.
Известно устройство для охлаждения движущегося проката (см. а.с. СССР 410844, кл. В 21 В 45/02, 1971 г.).
Известное устройство содержит корпус в виде трубы с отверстиями для подвода охлаждающей жидкости, регулируемую в осевом направлении подвижную втулку, установленную с одного конца корпуса, и дополнительную встречно направленную регулируемую в осевом направлении подвижную втулку, установленную с другого конца корпуса и создающую противодавление.
Недостатком известного устройства является то, что регулирование положения подвижных втулок и возврат их в исходное положение осуществляется вручную в интервале между выходом из устройства охлаждаемого металла и подачей к нему последующего проката, что приводит и повышенным объемам расхода охлаждающей воды, увеличению интервала подачи охлаждаемого металла и к снижению производительности устройства.
Из известных устройств для охлаждения движущегося проката наиболее близким по технической сущности является устройство, описанное в а.с. СССР 776686, кл. В 21 В 45/02, 1978 г.
Это устройство для охлаждения движущегося проката содержит корпус с отверстием для подвода охлаждающей жидкости, неподвижную втулку и регулируемую в осевом направлении подвижную втулку, имеющие соответственно внутреннюю и наружную конические поверхности, образующие кольцевой зазор, а также проводку, закрепленную в подвитой втулке, и дополнительную подвижную втулку, имеющую цилиндрическую наружную расточку.
Недостатком известной конструкций устройства для охлаждения проката является то, что резьбовое крепление подвижных втулок к корпусу предполагает трудоемкие низкопроизводительные ручные настроечные операции, кроме того, такое выполнение осевой регулировки подвижной втулки не позволяет автоматизировать процесс перемещения ее в осевом направлении, то есть регулировать кольцевой зазор между наружной конусной расточкой неподвижной втулки и внутренней конусной расточкой подвижной втулки в процессе прохождения проката через устройство, что приводит к необоснованно завышенным объемам расхода воды, другой охлаждающей жидкости или эмульсий, а также повышенным временным затратам на низкопроизводительные ручные настроечные операций. Эти недостатки приводят к нежелательным температурным изменениям структуры охлаждаемого металла и снижению производительности устройства.
Другим недостатком известной конструкции является невозможность быстрого возврата подвижной втулки в исходное положение после выхода охлаждаемого проката из устройства, что приводит к увеличению интервала подачи охлаждаемого проката к устройству охлаждения, следствием чего становится снижение производительности устройства для охлаждения движущегося проката в потоке с прокатным станом.
Задача настоящего изобретения состоит в создании устройства для охлаждения движущегося проката, позволяющего обеспечить оптимальную подачу регулируемого по мере прохождения проката объема воды в устройство и сокращение интервала подхода к устройству последующего, вышедшего из стана, проката, а следовательно, интенсифицировать процесс охлаждения проката в потоке с прокатным станом и повысить производительность.
Поставленная задача достигается тем, что устройство для охлаждения движущегося проката, содержащее корпус с отверстием для подвода охлаждающей жидкости, неподвижную втулку и регулируемую в осевом направлении подвижную втулку, имеющие соответственно внутреннюю и наружную комические поверхности, образующие кольцевой зазор, а также проводку, закрепленную в подвижной втулке, согласно изобретению снабжено установленным в корпусе на подшипниках качения соосно подвижной втулке и жестко закрепленным на проводке шпинделем с приводом вращения, установленной внутри шпинделя промежуточной втулкой, одна торцевая поверхность которой имеет выступ, входящий в предусмотренный паз шпинделя, а другая торцевая поверхность выполнена, по меньшей мере, с одним кулачковым выступом и контактирует с торцевой поверхностью подвижной втулки, имеющей впадину под кулачковый выступ, и пружиной, опирающейся одной стороной в кольцевой бурт, выполненный на подвижной втулке, а другой - в предусмотренный выступ корпуса.
Такое конструктивное выполнение устройства для охлаждения движущегося прелата позволит обеспечить оптимальную подачу регулируемого по мере прохождения проката объема воды в устройство и сокращения интервала подхода к устройству последующего, вышедшего из стана проката, а следовательно, интенсифицировать процесс охлаждения проката в потоке с прокатным станом и повысить производительность.
По технологическому процессу мелкосортного и проволочного производства выходящий из стана прокат имеет достаточно большую длину и неравномерно распределенную по длине температуру, а именно при подходе к устройству охлаждения в передней части проката температура имеет большее значение, а в задней части проката меньшее значение. Поэтому во избежание трещинообразования и нежелательных температурных изменений структуры охлаждаемого проката охлаждение его следует вести с регулируемым по мере прохождения проката через устройство объемом воды.
Это достигается за счет автоматической регулировки кольцевого зазора, образованного конической поверхностью подвижной втулки и конической поверхностью неподвижной втулки, по любому технологически обоснованному закону подачи охлаждающей воды на проходящий через устройство прокат и за счет быстрого возврата посредством пружины подвижной втулки в исходное положение.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
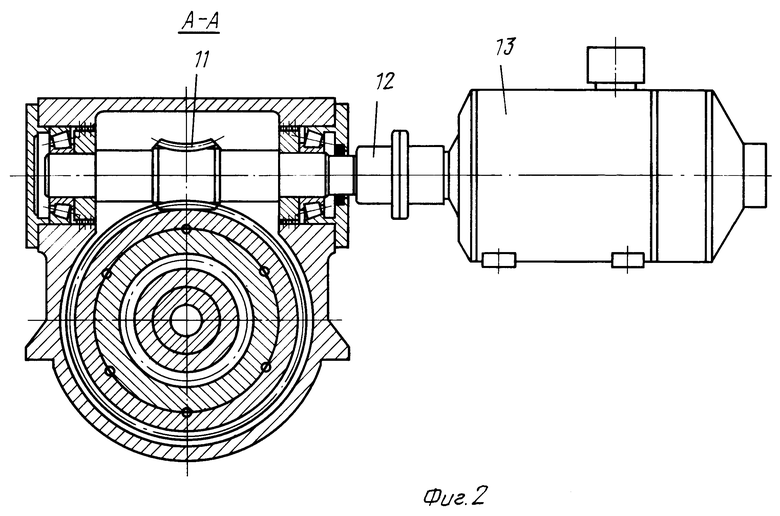
на фиг. 1 изображено предлагаемое устройство для охлаждения движущегося проката;
на фиг.2 - разрез по А-А.
Устройство для охлаждения движущегося проката содержит корпус 1 с отверстием 2 для подвода охлаждающей жидкости, неподвижную втулку 3 и регулируемую в осевом исправлении подвижную втулку 4, имеющие соответственно внутреннюю 5 и наружную 6 конические поверхности, образующие кольцевой зазор, а также проводку 7, закрепленную в подвижной втулке 4 и, с помощью фиксирующей оси 8, на шпинделе 9, который установлен в корпусе 1 на подшипниках качения 10 соосно подвижной втулке 4. Шпиндель 9 оснащен приводом вращения, выполненным в виде червячной передачи 11, соединенной через муфту 12 с электродвигателем 13. Внутри шпинделя 9 установлена промежуточная втулка 14, одна торцевая поверхность которой имеет выступ 15, входящий в паз 16, выполненный в шпинделе 9, а другая торцевая поверхность имеет, по меньшей мере, один кулачковый выступ 17, контактирующий с торцевой поверхностью в виде впадины 18 подвижной втулки 4, которая соответствует указанному кулачковому выступу и совпадает с ним по количеству.
Плотное прилегание плоскостей кулачковых выступов 17 промежуточной втулки 14 и впадин 16 подвижной втулки 4 обеспечивается с помощью возвратной пружины 19, установленной между кольцевым буртом 20, выполненным на подвижной втулке 4, и выступом 21 корпуса 1. От проворота подвижная втулка 4 зафиксирована шпонкой 22, которая перемещается по шпоночному пазу 23 выступа 21 корпуса 1.
Устройство работает следующим образом.
Вышедший из стана прокат направляют в устройство для охлаждения. При вхождении проката в устройство включается электродвигатель 13, который через муфту 12 и червячную передачу 11 вращает полый шпинделе 9 вместе с установленной в его расточке и зафиксированной от проворота с помощью оси 8 проводкой 7. Крутящий момент через выступ 15, входящий в паз 16 шпинделя 9, передается установленной внутри шпинделя промежуточной втулке 14, которая своими кулачковыми выступами 17, входящими во впадины 18 торцевой поверхности подвижной втулки 4, перемещает последнюю в осевом направлении. Перемещаемая на величину "Δ" подвижная втулка 4 зафиксирована от проворота с помощью установленной на упомянутой втулке и перемещаемой вместе с ней направляющей шпонкой 22, которая перемещается по шпоночному пазу 23 выступа 21 корпуса 1. Во время перемещения подвижной втулки 4 происходит сжатие возвратной пружины 19, которая установлена между кольцевым буртом 20 подвижной втулки 4 и выступом 21 корпуса 1.
Величина перемещения "Δ" подвижной втулки 4 равна высоте "h" кулачкового выступа 17 и совпадает с расстоянием, которое должна пройти подвижная втулка 4, чтобы своей наружной конической поверхностью 6 упереться во внутреннюю коническую поверхность 5 неподвижной втулки 3, ликвидируя, таким образом, кольцевой зазор, и перекрыть подаваемую через отверстие 2 воду в корпус 1.
При достижений конечного положения подвижной втулки 4 охлаждаемый прокат выходит из устройства. Промежуточная втулка 14 и подвижная втулка 4 разъединяются. Пружина 19 разжимается и возвращает подвижную втулку 4 в исходное положение.
Устройство готово к принятию последующего вышедшего из стана проката, и цикл повторяется.
Предложенное устройство для охлаждения движущегося проката по сравнению с известными позволит обеспечить оптимальную подачу регулируемого объема воды на проходящий через устройство прокат и минимизировать интервал подхода к устройству последующего, вышедшего из стана проката, а следовательно, интенсифицировать процесс охлаждения, предотвратить растрескивание и другие нежелательные изменения структуры металла и повысить производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ШПИНДЕЛЯ ПРОКАТНОГО СТАНА С ВАЛОМ ШЕСТЕРЕННОЙ КЛЕТИ | 2000 |
|
RU2188088C2 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ПОДШИПНИКА ЖИДКОСТНОГО ТРЕНИЯ | 1999 |
|
RU2193709C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 2004 |
|
RU2272686C2 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2186645C2 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| ВАЛКОВАЯ КАССЕТА УНИВЕРСАЛЬНОЙ КЛЕТИ | 1998 |
|
RU2160645C2 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ОПОРЫ ПРОКАТНОГО ВАЛКА | 1997 |
|
RU2182269C2 |
Изобретение относится к прокатному производству и может быть использовано для охлаждения движущегося мелкосортного проката и катанки в линии прокатного стана. Устройство для охлаждения движущегося проката содержит корпус с отверстием для подвода охлаждающей жидкости, неподвижную втулку и регулируемую в осевом направлении подвижную втулку, имеющие соответственно внутреннюю и наружную конические поверхности, образующие кольцевой зазор, а также проводку, закрепленную в подвижной втулке и на шпинделе, который установлен в корпусе. Шпиндель оснащен приводом вращения. Внутри шпинделя установлена промежуточная втулка, одна торцевая поверхность которой имеет выступ, входящий в паз шпинделя, а другая торцевая поверхность имеет, по меньшей мере, один кулачковый выступ, контактирующий с торцевой поверхностью в виде впадины подвижной втулки, которая соответствует указанному кулачковому выступу и совпадает с ним по количеству. Плотное прилегание плоскостей кулачковых выступов промежуточной втулки и впадин подвижной втулки обеспечивается пружиной. От проворота подвижная втулка зафиксирована шпонкой. Благодаря такому конструктивному выполнению обеспечивается оптимальная подача регулируемого объема воды на проходящий через устройство прокат и сокращается интервал подхода к устройству последующего, вышедшего из стана проката, а следовательно, исключаются нежелательные изменения структуры металла и повышается производительность. 2 ил.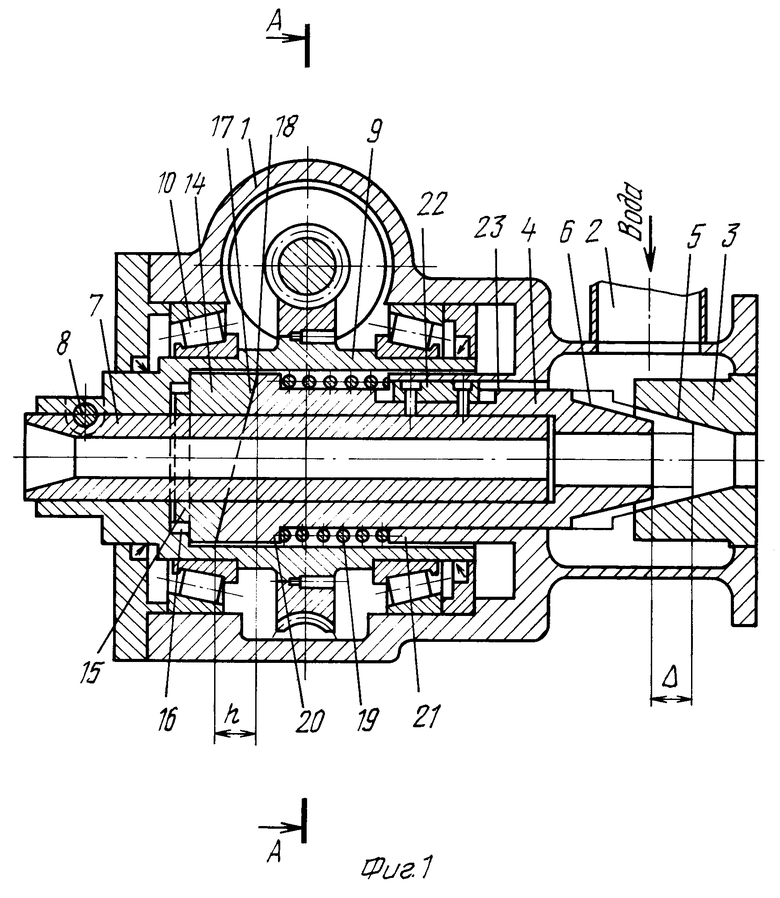
Устройство для охлаждения движущегося проката, содержащее корпус с отверстием для подвода охлаждающей жидкости, неподвижную втулку и регулируемую в осевом направлении подвижную втулку, имеющие соответственно внутреннюю и наружную конические поверхности, образующие кольцевой зазор, а также проводку, закрепленную в подвижной втулке, отличающееся тем, что оно снабжено установленным в корпусе на подшипниках качения соосно подвижной втулке и жестко закрепленным на проводке шпинделем с приводом вращения, установленной внутри шпинделя промежуточной втулкой, одна торцевая поверхность которой имеет выступ, входящий в предусмотренный паз шпинделя, а другая торцевая поверхность выполнена, по меньшей мере, с одним кулачковым выступом и контактирует с торцевой поверхностью подвижной втулки, имеющей впадину под кулачковый выступ, и пружиной, опирающейся одной стороной в кольцевой бурт, выполненный на подвижной втулке, а другой - в предусмотренный выступ корпуса.
| Устройство для охлаждения проката | 1978 |
|
SU776686A1 |
| RU 2075359 С1, 20.03.1997 | |||
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛОПРОКАТА ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1992 |
|
RU2022033C1 |
| GB 2000063, 04.01.1979 | |||
| US 3486554, 30.12.1969. | |||

