Изобретение относится к области прокатного производства, а точнее к прокатным станам с многовалковым калибром.
Изобретение наиболее эффективно может быть использовано для получения заготовок из труднодеформируемых металлов и сплавов.
Особенностью прокатки труднодеформируемых металлов и сплавов, например вольфрама, молибдена, титана, является низкая пластичность, более высокая температура прокатки и высокие энергосиловые параметры клетей. Узкая температурная зона прокатки этих металлов и их сплавов требует от клетей повышенных скоростей прокатки, минимального расстояния между плоскостями калибров валков смежных клетей, а также гарантированной транспортировки заготовок от одной клети к другой. Заготовки из этих металлов и их сплавов имеют незначительную длину (300÷400 мм).
Известна прокатная клеть с многовалковым калибром (см. авт. свид. СССР 1272552, кл. В 21 В 13/10, заявл. 28.02.85). Известная клеть содержит станину, установленные в передвижных корпусах валки и привод их вращения, состоящий из электродвигателя, конического раздаточного редуктора и понижающих цилиндрических редукторов. В осевой цилиндрической полости конического раздаточного редуктора в шарнирно связанных и подпружиненных корпусах установлены тянущие ролики, кинематически связанные с быстроходным валом одного из понижающих цилиндрических редукторов.
Недостатком многоклетьевого стана, составленного из нескольких подобных прокатных клетей, будет значительная длина стана по оси прокатки из-за наличия в каждой клети индивидуальных приводов вращения и приводных роликовых проводок и последовательной компоновки их по оси прокатки. Увеличение длины стана приводит к увеличению площади цеха, невозможности осуществления прокатки в узком температурном интервале и значит увеличению количества нагревов заготовок при их прокатке и, как следствие, к снижению производительности и качества прокатанного металла.
Из известных наиболее близким по технической сущности (прототипом) является многоклетьевой прокатный стан, описанный в авт. свид. СССР 1338905, кл. В 21 В 1/14, заявл. 02.08.85 г., опубл. 23.09.87 г.
Этот стан содержит постамент, съемные кассеты, в которых смонтированы четырехвалковые клети с цилиндрическими корпусами, и приводы вращения валков. Каждая клеть имеет два приводных и два холостых валка. Клети объединены в непрерывную группу из нескольких клетей и снабжены двумя групповыми приводами валков, размещенными по обе стороны от оси прокатки. Оси валков всех клетей наклонены под углом к горизонтальной плоскости.
Недостатком известного многоклетьевого стана является невозможность использования его для прокатки коротких заготовок из труднодеформируемых металлов и их сплавов.
Компоновка стана в виде группы непрерывных клетей с двумя приводными и двумя холостыми валками, основанная на принципе постоянного объема металла, проходящего через каждый калибр в единицу времени, позволяет осуществлять только прокатку длинномерных заготовок с предварительно хорошо уплотненным металлом по сечению.
Наличие групповых приводов валков и их размещение по обе стороны от линии прокатки увеличивает габариты стана и по длине и по ширине. Наличие двух электродвигателей и необходимость системы регулирования и согласования их скоростей вращения увеличивает энергоемкость стана и его стоимость. Одинаковое расположение в пространстве валков всех клетей снижает качество металла прокатанной заготовки: его структуру и физико-механические свойства.
Задача настоящего изобретения состоит в создании многоклетьевого прокатного стана, позволяющего осуществлять качественную и производительную прокатку коротких заготовок из труднодеформируемых металлов и их сплавов и имеющего, кроме того, высокую степень унификации элементов клетей и приводов валков, меньшую металлоемкость и энергоемкость и стоимость оборудования.
Поставленная задача достигается тем, что многоклетьевой прокатный стан, содержащий постамент, съемные кассеты, в которых смонтированы четырехвалковые клети с цилиндрическими корпусами и двумя приводными и двумя холостыми валками, и привод вращения валков, согласно изобретению снабжен установленной первой по ходу прокатки клетью с четырьмя приводными валками, последующие клети смонтированы попарно в общей для каждой пары съемной кассете, каждая пара клетей имеет общий привод вращения, который, как и привод первой по ходу прокатки клети, выполнен в виде электродвигателя, полого конического раздаточного редуктора и четырех понижающих цилиндрических редукторов, при этом два понижающих цилиндрических редуктора общего привода каждой пары соединены с приводными валками первой клети из пары, а два других понижающих цилиндрических редуктора имеют меньшее передаточное число и соединены с приводными валками второй клети из пары, первая по ходу прокатки клеть снабжена приводной роликовой проводкой, а последующие клети - неприводной роликовой проводкой, размещенными в осевых цилиндрических полостях соответствующих конических раздаточных редукторов, кроме того, оси валков первой пары клетей развернуты на угол 45o относительно осей валков первой по ходу прокатки клети, а оси валков каждой последующей пары клетей развернуты относительно осей валков предыдущей пары на 45o.
Такое конструктивное выполнение многоклетьевого прокатного стана позволяет осуществлять на нем прокатку коротких заготовок из труднодеформируемых металлов и сплавов с обеспечением высокой производительности и качества.
Это достигается благодаря тому, что в стане объединены прокатка заготовок с уплотнением металла по сечению, осуществляемая в первой по ходу прокатки клети путем всестороннего сжатия заготовки в очаге деформации четырьмя приводными валками, и последующая непрерывная прокатка, осуществляемая в смонтированных попарно клетях с двумя приводными и двумя холостыми валками путем дальнейшей деформации сечения заготовки в других направлениях в последовательно развернутых на 45o относительно друг друга калибрах. Такое сочетание клетей и их калибров обеспечивает необходимое качество прокатанных на стане заготовок из труднодеформируемых металлов как по форме, так и по физико-механическим свойствам и структуре металла. Наличие общего привода в парных клетях непрерывной прокатки с размещенной внутри его неприводной роликовой проводки уменьшает осевые габариты стана, обеспечивает минимальное расстояние между калибрами клетей, что позволяет производить прокатку коротких заготовок из труднодеформируемых материалов, требующих узкого температурного интервала, с одного технологического нагрева с необходимым качеством при максимальной скорости и, следовательно, производительности. При этом снижается также металлоемкость и энергоемкость оборудования стана, сокращаются производственные площади.
Использование в конструкции стана большого числа унифицированных элементов клетей и приводов валков дополнительно уменьшает стоимость изготовления оборудования и эксплуатации стана, способствует повышению качества изготовления оборудования и, как следствие, повышению качества прокатанных заготовок.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, где
на фиг. 1 изображен многоклетьевой (трехклетьевой) прокатный стан в плане;
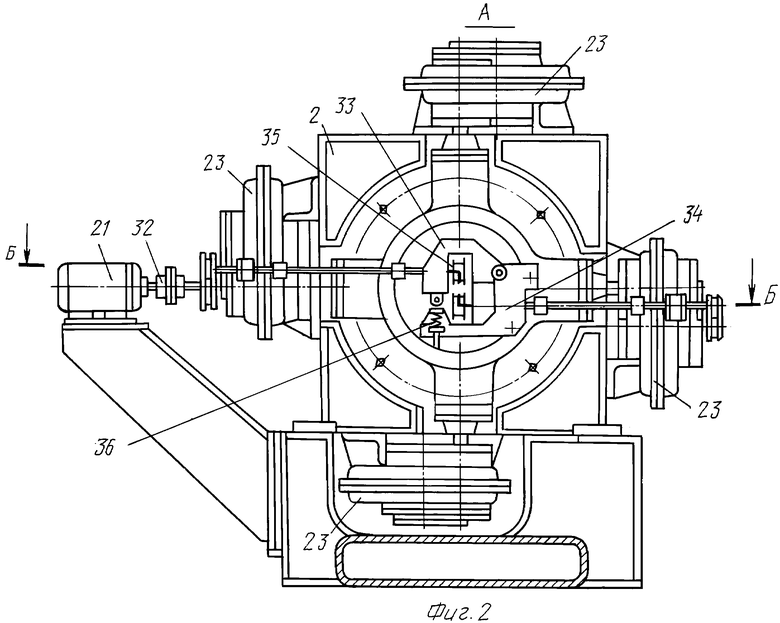
на фиг.2 - вид по стрелке А на фиг.1 (увеличено);
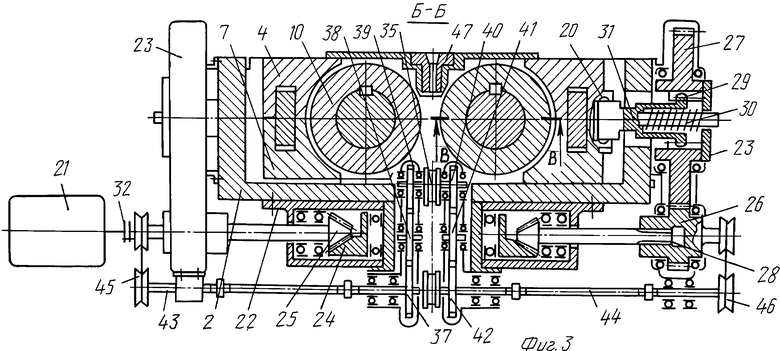
на фиг.3 - разрез Б-Б на фиг.2 (увеличено);
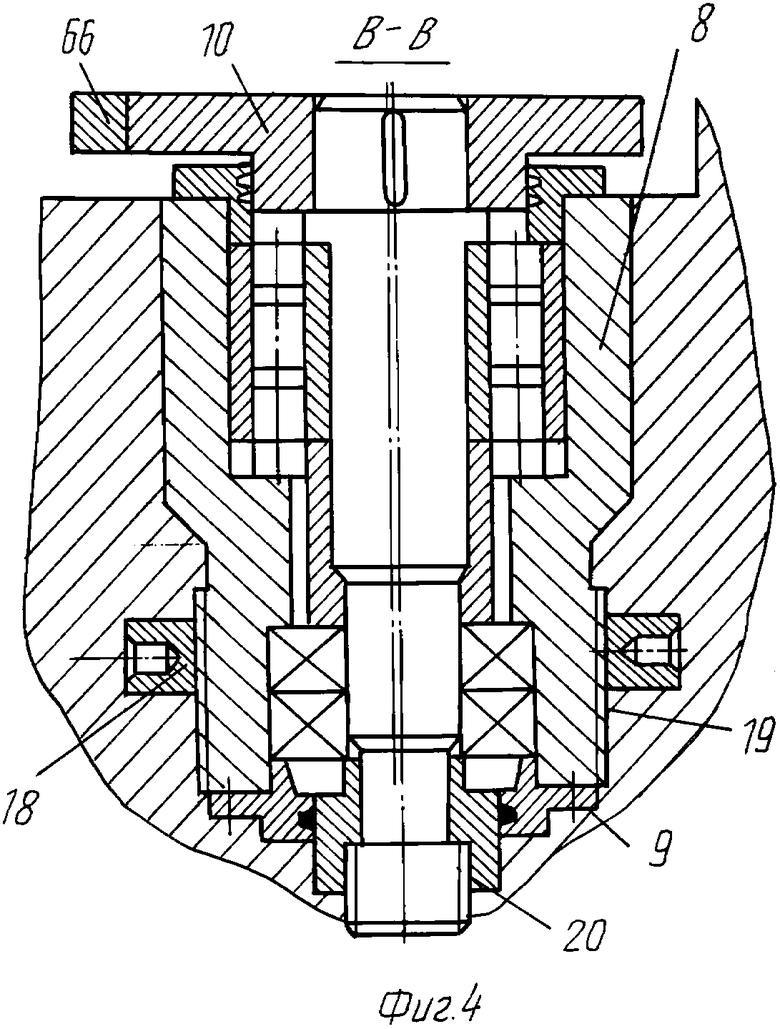
на фиг.4 - разрез В-В на фиг.3 (увеличено);
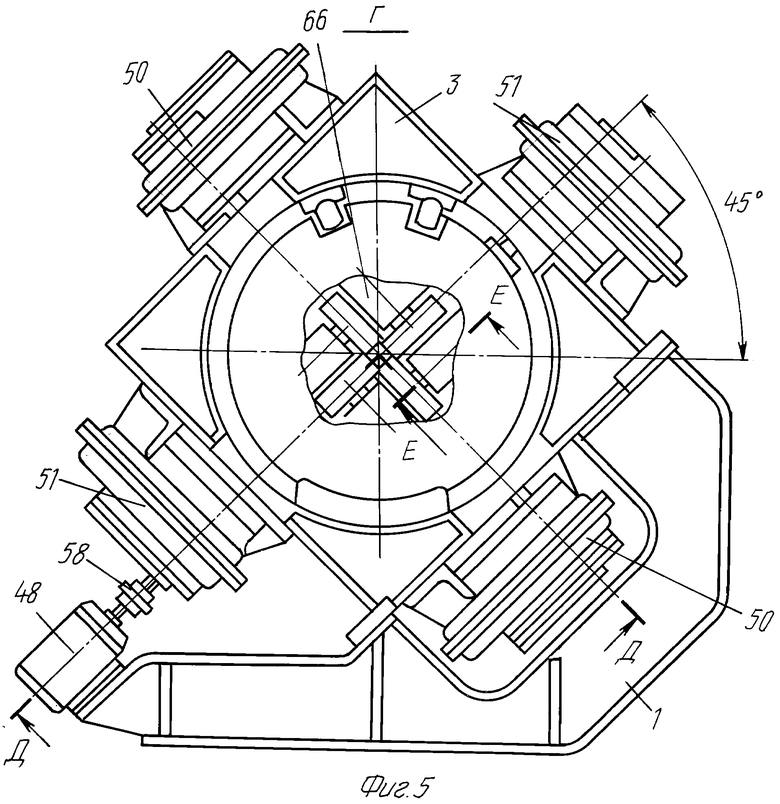
на фиг.5 - вид по стрелке Г на фиг.1 (увеличено);
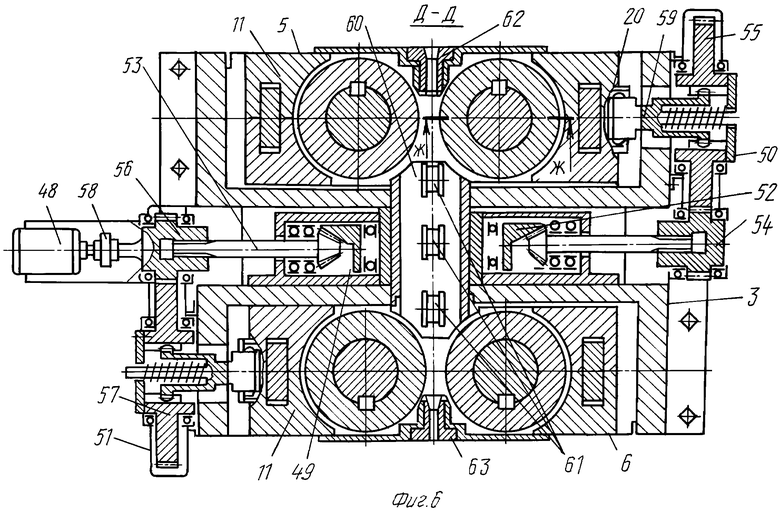
на фиг.6 - разрез Д-Д на фиг.5 (увеличено);
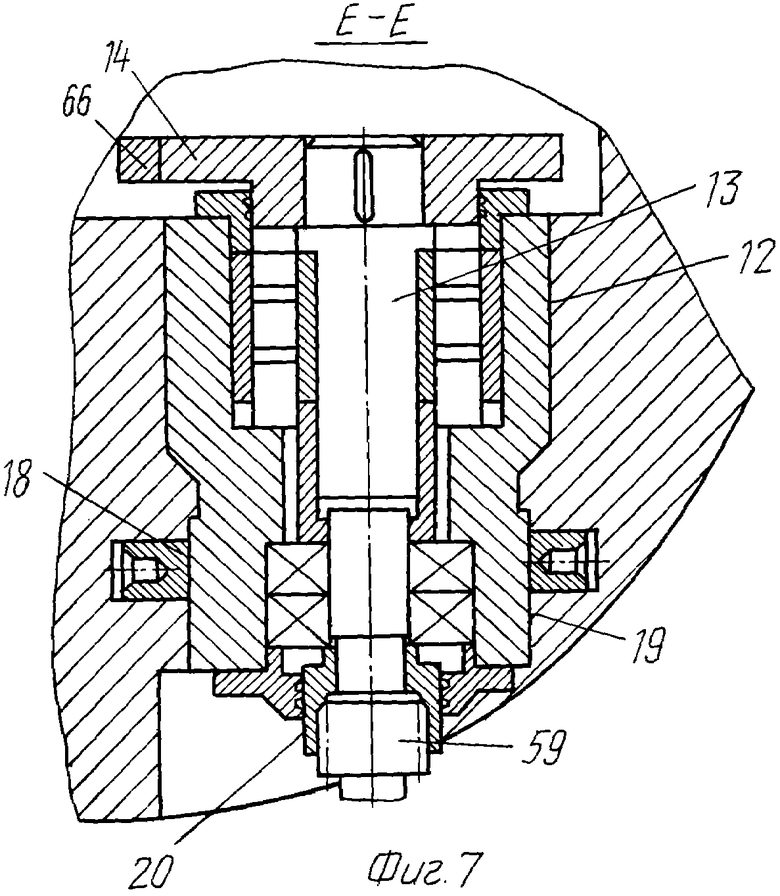
на фиг.7 - разрез Е-Е на фиг.5 (увеличено);
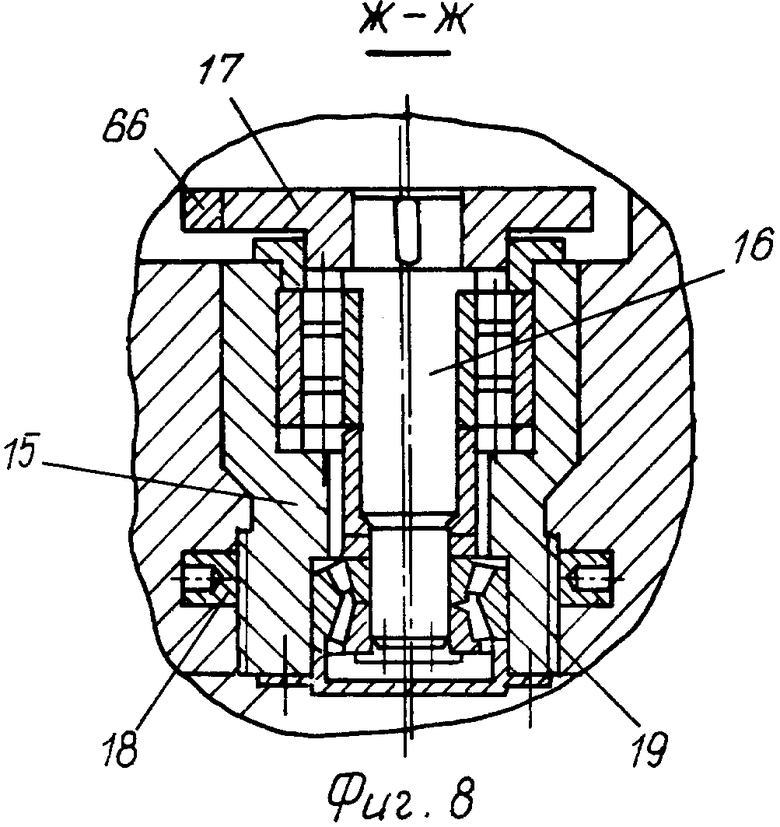
на фиг.8 - разрез Ж-Ж на фиг.6 (увеличено);
на фиг.9 - схема взаимного расположения приводных (отмечены стрелками) и холостых валков стана из пяти четырехвалковых клетей.
Многоклетьевой прокатный стан, например трехклетьевой, содержит постамент 1, на котором смонтированы съемные кассеты 2, 3. В съемной кассете 2 смонтирована первая по ходу прокатки четырехвалковая клеть 4. Съемная кассета 3 выполнена сдвоенной и в ней смонтирована пара четырехвалковых клетей 5 и 6. В цилиндрическом корпусе 7 клети 4 размещены четыре опоры 8, в которых установлены валы 9 с приводными консольными валками 10. При этом оси двух противолежащих валов 9 с валками 10 расположены вертикально, а оси двух других валов 9 с валками 10 расположены горизонтально. В цилиндрических корпусах 11 клетей 5 и 6 смонтированы две опоры 12, в которых установлены валы 13 с приводными консольными валками 14 и две опоры 15, в которых установлены валы 16 с холостыми консольными валками 17. Оси валов 13 с приводными валками 14 и оси валов 16 с холостыми валками 17 пары клетей 5 и 6 развернуты относительно осей валов 9 с приводными валками 10 клети 4 на 45o. Для предотвращения скручивания заготовки оси валов 13 с приводными валками 14 клети 5 развернуты относительно осей валов 13 с приводными валками 14 клети 6 на 90o. Соответственно оси валов 16 с холостыми валками 17 в клети 5 также развернуты относительно осей валов 16 с холостыми валками 17 клети 6 на 90o.
Для осевого перемещения опор 8 валков 10 и опор 12, 15 валков 14, 17 предусмотрены гайки 18, взаимодействующие с резьбовой нарезкой 19 на упомянутых опорах. Радиальная регулировка валков 10, 14, 17 обеспечивается эксцентричностью наружной поверхности опор 8, 12 и 15 относительно геометрической оси валкой 10, 14, 17 и установкой опор с возможностью поворота и фиксирования в цилиндрических корпусах 7 и 11. Крутящий момент на приводные валки 10, 14 передается через шлицевое соединение 20.
Привод вращения валков 10 клети 4 включает электродвигатель 21, полый раздаточный конический редуктор 22 и четыре понижающих цилиндрических редуктора 23. Раздаточный конический редуктор 22 закреплен на задней торцевой части съемной кассеты 2 и состоит из общей кольцевой шестерни 24 и четырех вал-шестерен 25. Понижающие цилиндрические редукторы 23, состоящие из быстроходной 26 и тихоходной 27 вал-шестерен, установлены на съемной кассете 2 и соединяются с раздаточным коническим редуктором 22 через шлицевое соединение 28. В полостях тихоходных вал-шестерен 27 посредством шлицевых соединений 29 и пружин 30 смонтированы промежуточные валы 31, связанные через шлицевое соединение 20 с валами 9 валков 10. Быстроходный вал одного из понижающих цилиндрических редукторов 23 через муфту 32 соединен с валом электродвигателя 21. При необходимости для уменьшения мощности электродвигателя 21 между понижающим цилиндрическим редуктором 23 и электродвигателем 21 может быть предусмотрен дополнительный понижающий цилиндрический редуктор. В осевой цилиндрической полости конического раздаточного редуктора 22 размещена приводная роликовая проводка, включающая корпуса 33, 34 и, по крайней мере, пару тянущих роликов 35. Корпус 33 жестко закреплен на раздаточном коническом редукторе 22, а корпус 34 шарнирно связан с корпусом 33. Между корпусами 33, 34 установлены пружины 36. В корпусах 33, 34 размещены цилиндрические шестерни 37, 38, 39, 40, 41, 42. На шестернях 37, 39, 40, 42 жестко закреплены тянущие ролики 35. Шестерни 38, 41 служат для обеспечения тянущим роликам 35 одинакового с валками 10 направления вращения и максимального приближения к зоне деформации заготовки. Шестерни 37, 42 через промежуточные валы 43, 44 и клиноременные передачи 45, 46 кинематически связаны с быстроходными вал-шестернями 26 цилиндрических редукторов 23. На торце цилиндрического корпуса 7 клети 4 закреплена входная проводка 47. Клети 5 и 6 имеют общий привод вращения, установленный между ними и включающий электродвигатель 48, полый конический раздаточный редуктор 49 и четыре понижающих цилиндрических редуктора 50, 51. Раздаточный конический редуктор 49 включает общую кольцевую шестерню 52 и четыре вал-шестерни 53. Понижающие цилиндрические редукторы 50 состоят из быстроходных 54 и тихоходных 55 вал-шестерен. Понижающие цилиндрические редукторы 51 имеют меньшее передаточное число и состоят из быстроходных 56 и тихоходных вал-шестерен 57. Быстроходный вал одного из понижающих цилиндрических редукторов 51 через муфту 58 соединен с валом электродвигателя 48. Тихоходные вал-шестерни 55 двух понижающих цилиндрических редукторов 50 через промежуточные валы 59 соединены с валами 13 приводных валков 14 клети 5, а тихоходные вал-шестерни 57 двух понижающих цилиндрических редукторов 51 соединены с валами 13 приводных валков 14 клети 6.
В осевой цилиндрической полости раздаточного конического редуктора 49 установлена неприводная роликовая проводка, состоящая из корпуса 60 и, по крайней мере, двух пар холостых роликов 61. На торцах клетей 5 и 6 закреплены соответственно входная 62 и выходная 63 проводки.
При наличии нескольких пар клетей оси валков каждой последующей пары клетей 64, 65 развернуты относительно осей валков предыдущей пары клетей 5, 6 на 45o, а оси приводных валков и холостых валков каждой пары клетей развернуты относительно друг друга на 90o.
Стан работает следующим образом.
Электродвигатель 21 через конический раздаточный редуктор 22 передает вращение понижающим цилиндрическим редукторам 23, которые, в свою очередь, через промежуточные валы 31 и шлицевые соединения 20 приводят во вращение одновременно четыре вала 9 с валками 10 клети 4. Одновременно через клиноременные передачи 45, 46 шестерни 37 - 42 приводятся во вращение роликами 35. С помощью пружин 36 создается необходимое тянущее усилие роликами 35, чем обеспечивается транспортировка прокатываемых заготовок 66 между клетью 4 и клетью 5. В клиноременных передачах 45, 46 при несоответствии скорости транспортировки заготовки роликами 35 и скорости прокатки в клети 4 происходит необходимое проскальзывание. Нагретая заготовка 66 с помощью входной проводки 47 направляется в калибр, образованный четырьмя вращающимися валками 10 клети 4. Производится обжатие сечения заготовки 66 с достаточным уплотнением металла. Передний обжатый конец заготовки 66 направляется вращающимися валками 10 в первую, а затем вторую пару роликов 35, с помощью которых обеспечивается не только правильное направление движения сечения переднего конца прокатанной заготовки, но и принудительная транспортировка прокатанной заготовки во входную проводку 62 и второй калибр, образованный двумя приводными 14 и двумя холостыми 17 (неприводными) валками клети 5. Обжатие в клети 5 производится калибром, развернутым относительно калибра клети 4 на 45o. Крутящий момент на приводные валки 14 клети 5 передается от электродвигателя 48 через раздаточный конический редуктор 49, два понижающих цилиндрических редуктора 50 и промежуточные валы 59. Передний конец обжатой в клети 5 заготовки 66 с помощью холостых роликов 61 направляется в третий калибр, образованный двумя приводными валками 14 и двумя холостыми валками 17 клети 6. Оси валков 14, 17 третьего калибра размещены в пространстве аналогично осям валков 14, 17 второго калибра, т.е. развернуты относительно калибра клети 4 на 45o. Крутящий момент на приводные валки 14 клети 6 передается от общих с клетью 5 электродвигателя 48 и конического редуктора 49 через понижающие цилиндрические редукторы 51. В клети 5, 6 осуществляется непрерывная прокатка труднодеформируемых металлов и их сплавов. Учитывая это, диаметры валков и передаточные числа понижающих редукторов выбираются исходя из принципа постоянного объема металла, проходящего в единицу времени через калибры стана.
Прокатанная в третьем калибре заготовка 66 через выходную проводку 63 направляется на дальнейшую технологическую операцию или при наличии нескольких пар клетей непрерывной прокатки в следующую пару клетей.
Предложенный многоклетьевой прокатный стан по сравнению с известными обеспечивает высокое качество и производительность при прокатке труднодеформируемых металлов и их сплавов. При этом конструкция стана имеет большое число унифицированных элементов, меньшую металлоемкость и энергоемкость и невысокую стоимость оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| МНОГОРУЧЬЕВАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 1999 |
|
RU2163174C2 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ УСТАНОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2203153C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2006 |
|
RU2345851C2 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2002 |
|
RU2266795C2 |

Изобретение относится к прокатным станам с многовалковым калибром и предназначено для получения профилей из труднодеформируемых металлов и сплавов. Задача изобретения - обеспечение возможности прокатки коротких заготовок из труднодеформируемых металлов. Многоклетьевой прокатный стан, например трехклетьевой, содержит постамент, на котором смонтированы съемные кассеты. В съемной кассете смонтирована первая по ходу прокатки клеть с четырьмя приводными валками. Клети, имеющие два приводных и два холостых валка, смонтированы попарно в кассете. Оси валков клетей развернуты относительно осей валков клети на угол 45o. Клеть имеет привод, состоящий из электродвигателя, конического раздаточного редуктора и четырех понижающих редукторов, соединенных с валками. Клети имеют общий привод, выполненный в виде электродвигателя, конического раздаточного редуктора и четырех понижающих редукторов, два из которых соединены с приводными валками клети, а два других имеют меньшее передаточное число и соединены с приводными валками клети. Клеть снабжена приводной роликовой проводкой в виде тянущих роликов, а клети снабжены неприводной роликовой проводкой в виде холостых роликов. Проводки размещены в осевых полостях соответствующих конических раздаточных редукторов. Изобретение обеспечивает высокую производительность и качество при прокатке труднодеформируемых металлов при малой металлоемкости и энергоемкости оборудования. 9 ил.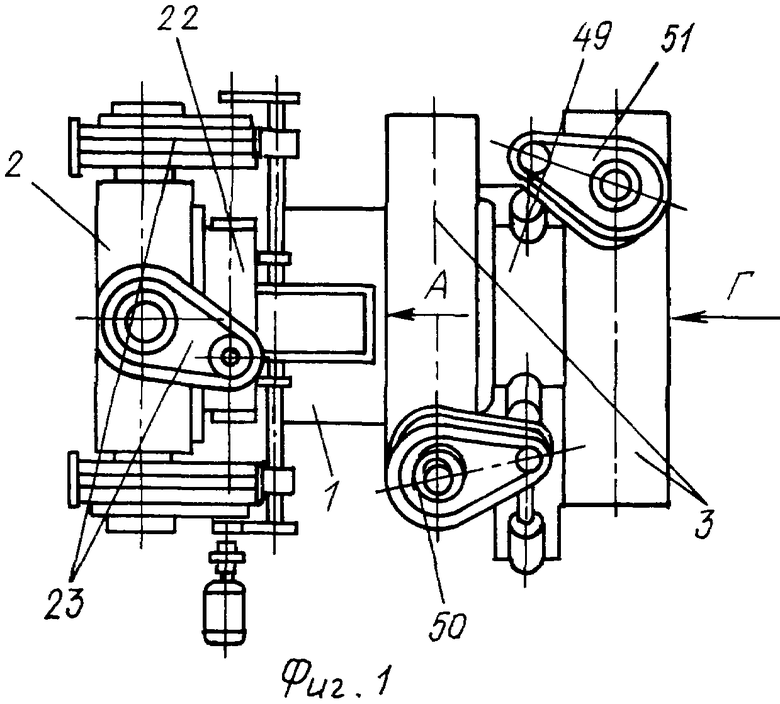
Многоклетьевой прокатный стан, содержащий постамент, съемные кассеты, в которых смонтированы четырехвалковые клети с цилиндрическими корпусами и двумя приводными и двумя холостыми валками, и привод вращения валков, отличающийся тем, что он снабжен установленной первой по ходу прокатки клетью с четырьмя приводными валками, последующие клети смонтированы попарно в общей для каждой пары съемной кассете, каждая пара клетей имеет общий привод вращения, который, как и привод первой по ходу прокатки клети, выполнен в виде электродвигателя, полого конического раздаточного редуктора и четырех понижающих цилиндрических редукторов, при этом два понижающих цилиндрических редуктора общего привода каждой пары соединены с приводными валками первой клети из пары, а два других понижающих цилиндрических редуктора имеют меньшее передаточное число и соединены с приводными валками второй клети из пары, первая по ходу прокатки клеть снабжена приводной роликовой проводкой, а последующие клети - неприводной роликовой проводкой, размещенными в осевых цилиндрических полостях соответствующих конических раздаточных редукторов, кроме того, оси валков первой пары клетей развернуты на угол 45o относительно осей валков первой по ходу прокатки клети, а оси валков каждой последующей пары клетей развернуты относительно осей валков предыдущей пары на 45o.
| Многоклетевой прокатный стан | 1985 |
|
SU1338905A1 |
| Универсальный прокатный стан | 1935 |
|
SU50795A1 |
| RU 95101845 А1, 20.11.1996 | |||
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2086316C1 |
| US 4537055, 18.12.1987. | |||

