Изобретение относится к способу отливки из металла, в частности из стали, заготовки с прямоугольным сечением, близким к готовому прокату, и последующей прокатки непрерывно отлитой заготовки, с подающей материал емкостью, через выходное сопло которой подают расплавленный металл на верхнюю ветвь ленточного конвейера, на котором он застывает и подается для дальнейшей деформации в прокатную клеть, и к соответствующему устройству для выполнения способа.
Из публикации "Stahl und Eisen" (1986, страницы 65 и далее) известен способ с кристаллизатором, движущимся вместе с отливаемой заготовкой, для отливки заготовки сечением, близким к готовому прокату, в котором сталь разливают в горизонтально перемещающиеся разливочные тележки. Разливочные тележки перемещаются по рельсу и в конце пути перемещения кристаллизатора заготовку подают на рольганг, при этом заготовка по крайней мере на входе в расположенную далее первую прокатную клеть должна полностью затвердеть. В этой публикации приводится взаимосвязь между скоростью отливки и эффективной длиной кристаллизатора. Однако эта публикация не содержит изменения положения подающей материал емкости во время работы.
Из патента DE 43 44 953 С2 известен способ литья металлической ленты сечением, близким к готовому прокату, на установке с непрерывной разливкой в ленту, снабженной ковшом для расплава и ленточным транспортером, в котором указаны параметры способа и средства, влияющие на растекание металлического расплава на ленточном транспортере. При этом положение разливного ковша относительно ленточного транспортера не изменяется.
В основу изобретения положена задача создания способа и соответствующего устройства, в котором с помощью простых конструктивных средств обеспечивается отливка заготовок сечением, близким к готовому прокату, и последующая прокатка прямоугольных заготовок с высоким и постоянным качеством при любой скорости отливки и при любой толщине заготовки.
Эта задача решена, согласно изобретению, с помощью признаков пункта 1, относящегося к способу, и пункта 4, относящегося к устройству, формулы изобретения.
Согласно изобретению перед началом отливки емкость для подачи материала устанавливают в заданное положение относительно длины ленточного конвейера и тем самым грубо задают точку подачи расплавленного металла на ленточный конвейер. Затем устанавливают скорость транспортировки ленточного конвейера в зависимости от желаемой толщины проката и скорости проката прокатного стана. Затем во время работы используют положение полного затвердевания и температуру проката в качестве управляющих величин для определения действительного положения точки подачи расплавленного метала, выходящего из емкости для подачи материала, на ленточный конвейер.
За счет изменяемой подачи расплава на ленточный конвейер существует простая и очень эффективная возможность устанавливать среднюю температуру отлитой ленты как в конце ленточного конвейера, так и на входе в прокатный стан. При этом средняя температура охватывает среднее значение допустимых различий температуры в сечении отлитой ленты.
Изменяемая точка подачи расплава, а именно грубая установка, а также выполняемая во время работы точная установка, позволяют обеспечивать специальный температурный профиль заготовки на входе в прокатную клеть.
Дополнительно к влиянию на фактическое положение точки подачи выходящего из емкости для подачи материала расплавленного металла на ленточный конвейер предпочтительно используют дополнительные подсистемы регулирования. Так, например, предлагается измерять толщину находящейся на ленточном конвейере заготовки и использовать ее для регулирования количества выходящего из емкости для подачи материала жидкого материала. В другом предпочтительном варианте выполнения способа измеряют скорость ленточного конвейера и используют ее для регулирования расхода выходящего из емкости для подачи материала жидкого материала. Кроме того, при регулировании расхода можно учитывать геодезическую высоту металла, находящегося в емкости для подачи материала.
Кроме того, для регулирования положения точки подачи материала предлагается учитывать отвод тепла из находящейся на ленточном конвейере металлической заготовки.
Для реализации способа емкость для подачи материала имеет подвижные элементы, которые обеспечивают возможность его горизонтального перемещения и при этом коаксиально главной оси ленточного конвейера в направлении транспортировки заготовки или против него. Дополнительно к этому бункер подачи материала соединен с механизмом поступательного движения, который для автоматического регулирования соединен с регулирующим устройством, учитывающим полное затвердевание заготовки и температуру прокатанного металла, и который обеспечивает перевод емкости для подачи материала в любое положение.
В предпочтительном варианте выполнения емкость для подачи материала снабжена колесами, которые катятся по рельсам. Кроме того, предлагается использовать элементы скольжения, которые взаимодействуют с направляющей.
В другом предпочтительном варианте выполнения подвижные элементы являются механизмом поступательного движения, который выполнен так, что выходное отверстие сопла емкости для подачи материала можно перемещать на постоянном расстоянии от верхней ветви ленточного конвейера в определенной, рассматриваемой как достаточная, зоне.
В другом варианте выполнения используют цилиндропоршневые блоки, которые соединены с регулирующим устройством так, что при горизонтальном перемещении емкости для подачи материала ее выходное отверстие перемещается на постоянном расстоянии от верхней ветви ленточного конвейера. При этом цилиндропоршневые блоки образуют опоры, которые установлены по углам емкости для подачи материала.
В качестве механизма поступательного движения для изменения горизонтального положения емкости для подачи материала предлагается предпочтительный вариант выполнения гидравлического цилиндропоршневого блока. В одном варианте выполнения предусмотрен цилиндропоршневой блок, который выполнен в виде цилиндра равномерного хода, один конец которого соединен распорной тягой с емкостью для подачи материала.
В другом предпочтительном варианте выполнения в качестве механизма поступательного движения предлагается электрический привод, который соединен с бункером подачи материала бесконечной лентой.
Дополнительно к этому предлагается располагать механизм поступательного движения и емкость для подачи материала на клети и при этом использовать механизм поступательного движения для точной регулировки, а клеть, которая имеет свой собственный привод, - для грубой установки положения емкости для подачи материала.
Для емкости для подачи материала предлагаются различные конструкции. В одном варианте выполнения перед емкостью для подачи материала расположен снабженный стержнем стопора или задвижкой ковш, который управляет потоком расплавленного металла. В другом варианте выполнения емкость для подачи материала выполнена в виде вакуумного ковша, который имеет загрузочную камеру, которую заполняют расплавом.
Для надежного обеспечения желаемых свойств материала и заданного профиля температур на входе в одном варианте выполнения изобретения предусмотрена защитная камера, которая от точки подачи расплавленного металла на ленточный конвейер и во время транспортировки по нему закрывает, по меньшей мере, свободные поверхности заготовки. Эта защитная камера имеет крышку, которая выполнена в виде жалюзи. Эти жалюзи соединены на одном конце с выходным соплом емкости для подачи материала, а на другом конце имеют намоточное устройство. Эта защитная камера соединена с устройством подачи газа, которое подает в свободное пространство, в частности, инертный газ.
Пример выполнения изобретения показан на чертежах, на которых изображено:
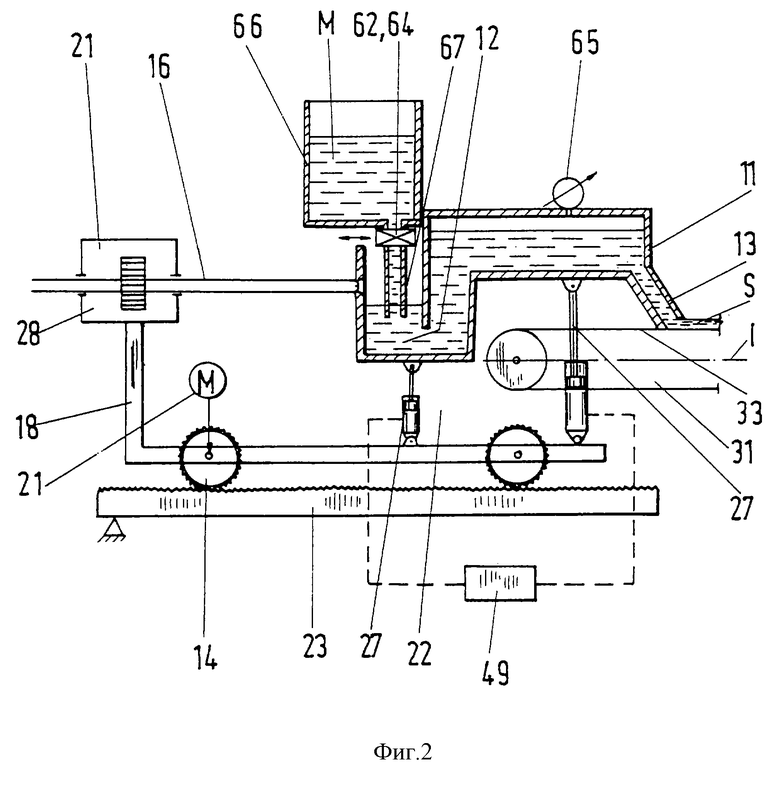
фиг. 1 - устройство для отливки заготовки сечением, близким к готовому прокату, включая регулирующее устройство;
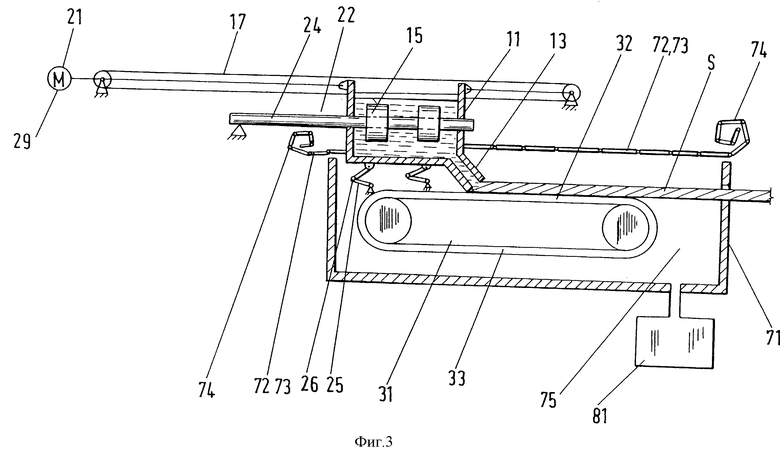
фиг.2 - бункер подачи материала, выполненный в виде вакуумного ковша;
фиг.3 - установка для отливки в ленту с защитной камерой.
На фиг.1 показана емкость 11 для подачи материала, через выходное сопло 13 которой подают расплавленный металл М на ленточный конвейер 31. Емкость 11 для подачи материала установлена с возможностью передвижения на подвижных элементах 22 в направлении главной оси I ленточного конвейера 31, в данном случае это колеса 14, которые катятся по рельсу 23. При этом емкость для подачи материала перемещается горизонтально в направлении главной оси I ленточного конвейера 31 с помощью распорной тяги 16 механизма 21 поступательного движения.
Для подачи расплавленного металла М в емкость 11 для подачи материала предусмотрен ковш 66, который имеет погружной стакан 67, выполненный с возможностью закрывания его на верхнем конце 62 стержнем 63 стопора.
Ленточный конвейер 31, который имеет верхнюю ветвь 32 и нижнюю ветвь 33, приводится в движение приводом 34. На верхней ветви 32 расплавленный металл М затвердевает в заготовку S и подается в прокатную клеть 91. Эта прокатная клеть приводится в движение приводом 92, которая прокатывает заготовку S до желаемой толщины проката W, который затем наматывают в намоточном устройстве 74.
Устройство для отливки из металла прямоугольных заготовок сечением, близким к готовому прокату, снабжено рядом измерительных элементов, а именно измерительным элементом 51 для измерения полного затвердевания заготовки S и измерительным элементом 52 для измерения температуры проката W.
На приводе 34 ленточного конвейера 31 предусмотрен измерительный элемент 53 для измерения скорости.
В емкости 11 для подачи материала расположен измерительный элемент 54 для измерения геодезической высоты расплавленного металла М.
Над верхней ветвью 32 ленточного конвейера 31 вблизи выходного сопла 13 емкости 11 для подачи материала расположен измерительный элемент 55 для измерения толщины металлической заготовки.
Вблизи прокатной клети 91, в направлении транспортировки заготовки перед ней предусмотрен измерительный элемент 56 для измерения отвода тепла из заготовки S. За прокатной клетью 91 в направлении транспортировки заготовки расположен измерительный элемент 58 для измерения толщины проката W.
Измерительный элемент 51 для измерения полного затвердевания и измерительный элемент 52 для измерения температуры проката соединены с регулирующим устройством 41, которое соединено с механизмом 21 поступательного движения для регулирования положения емкости 11 для подачи материала.
Измерительный элемент 53 для измерения скорости ленточного конвейера соединен с регулирующим устройством 43, измерительный элемент 54 для измерения геодезической высоты - с регулирующим устройством 44, а измерительный элемент 55 для измерения толщины металлической заготовки - с регулирующим устройством 45, при этом регулирующие устройства 43 - 45 соединены с элементом 61 для управления расходом расплавленного металла М.
Измерительный элемент 56 для измерения отвода тепла соединен с регулирующим устройством 46, измерительный элемент 57 для измерения скорости прокатной клети - с регулирующим устройством 47, измерительный элемент 58 для измерения толщины проката - с регулирующим устройством 48, при этом регулирующие устройства 46-48 соединены с регулирующим устройством 41. При этом (главное) регулирующее устройство 41 опирается, в основном, на измеренные величины измерительных элементов 51-52 и дополнительно на измеренные величины измерительных элементов 56-58.
На фиг. 2 показана емкость 11 для подачи материала, которая выполнена в виде вакуумного ковша, соединенного с вакуумным устройством 65. Эта емкость для подачи материала имеет загрузочную камеру 12, в которую входит погружной стакан 67. Погружной стакан 67 выполнен с возможностью закрывания с помощью закрывающего элемента, который в данном случае выполнен в виде задвижки 64. Погружной стакан 67 расположен на дне ковша 66, в котором находится расплавленный металл М.
Емкость для подачи материала опирается на подвижные элементы 22, которые в данном случае выполнены в виде цилиндропоршневых блоков 27. Эти цилиндропоршневые блоки 27, которые для автоматического регулирования соединены с регулирующим устройством 49, способны удерживать выходное сопло 13 на постоянном расстоянии от верхней ветви 32 также при движении емкости для подачи материала в направлении главной оси I ленточного конвейера 31.
Емкость 11 для подачи материала соединена распорной тягой 16 с механизмом 21 поступательного движения, который в данном случае выполнен в виде цилиндропоршневого блока 28.
В данном случае механизм 21 поступательного движения для точного регулирования и подвижные элементы 22 расположены на клети 18, которая выполнена с возможностью перемещения с помощью колес 14 по рельсу 23. Для регулирования положения, в частности грубого положения емкости 11 для подачи материала, по меньшей мере одно колесо 14 соединено с другим механизмом 21 поступательного движения.
На фиг.3 подвижные элементы 22 выполнены в виде элементов 15 скольжения, которые закреплены на емкости 11 для подачи материала и взаимодействуют с направляющей 24.
На емкости 11 для подачи материала предусмотрены рычаги 25, которые имеют шарниры 26, с помощью которых можно регулировать положение выходного сопла 13 относительно верхней ветви 32 ленточного конвейера 31.
В данном случае емкость 11 для подачи материала соединена с бесконечной лентой 17, которая соединена с механизмом 21 поступательного движения, который выполнен в виде электрического привода 29.
Кроме того, заготовка S окружена защитной камерой 71, которая соединена с источником 81 газа. Защитная камера 71 имеет крышку 72, которая в данном случае выполнена в виде жалюзи 73. Жалюзи 73 на одном конце герметично соединены с емкостью 11 для подачи материала, а на другом конце имеют намоточное устройство 74. Из источника 81 газа во внутреннее пространство 75 защитной камеры 71 подают предпочтительно инертный газ.
Изобретение относится к области металлургии, в частности к отливке прямоугольных заготовок и их последующей прокатке. Способ и устройство включают подающую емкость, через выходное сопло которой подают расплавленный металл на верхнюю ветвь ленточного конвейера, на котором он затвердевает и подается для дальнейшей деформации в прокатную клеть. При этом перед началом отливки грубо задают точку подачи расплавленного металла на ленточный конвейер, устанавливают скорость транспортировки ленточного конвейера в зависимости от желаемой толщины проката и скорости проката прокатной клети, во время отливки измеряют положение полного затвердевания находящейся на ленточном конвейере металлической заготовки, измеряют температуру проката в зоне прокатной клети и используют положение полного затвердевания и температуру проката в качестве управляющих величин для определения действительного положения точки подачи выходящего из подающей емкости расплавленного металла на ленточный контейнер. Использование изобретения обеспечивает высокое качество при любой скорости отливки. 2 с. и 18 з.п. ф-лы, 3 ил.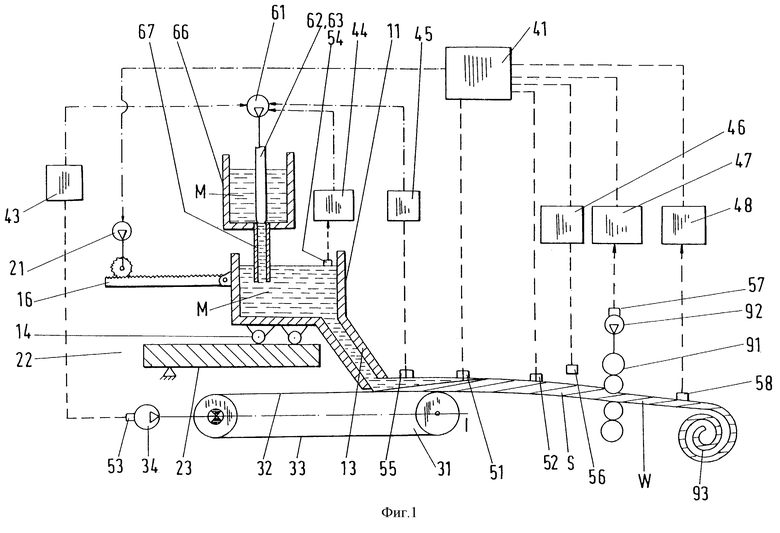
| DE 4344953 А, 29.06.1995 | |||
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| Способ непрерывного литья тонкой металлической проволоки и устройство для его осуществления | 1989 |
|
SU1819186A3 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 1995 |
|
RU2090305C1 |
| Устройство для непрерывного превращения жидкой фазы в твердую | 1971 |
|
SU534174A3 |
| DE 4407873 А, 07.09.1995. | |||

