Изобретение относится к способу регулирования толщины стенки трубы в многоклетьевом редукционно-растяжном стане с устройствами для измерения толщины стенки трубы после редукционно-растяжного стана вычислительным устройством для обработки результатов измерения и устройством для регулирования скорости вращения приводных двигателей валков.
При изготовлении бесшовных и сварных стальных труб часто используют так называемое редуцирование с растяжением, для того чтобы очень гибким образом изготавливать из нескольких заготовок с заданными размерами множество готовых труб с различным диаметром и толщиной стенки. Преимущество этого способа, который обходится без использования внутреннего инструмента, состоит в быстром и экономически выгодном изменении толщины стенки и диаметра.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ регулирования толщины стенки трубы в многоклетьевом непрерывном редукционно-растяжном стане, который включает измерение толщины стенки трубы после редукционно-растяжного стана посредством устройств для измерения толщины стенки трубы, обработку измеренных величин посредством вычислительного устройства и регулирование скорости вращения приводных двигателей валков посредством устройств для регулирования скорости вращения (см. DE 3819571 А1, В 21 В 37/00, 07.12.1989).
Деформация трубы при редуцировании с растяжением осуществляется во множестве расположенных друг за другом клетей, при этом за счет изменения скорости вращения в отдельных клетях создается взаимодействие между клетями и тем самым целенаправленно регулируется толщина стенки готовой трубы. Деформирование трубы в редукционно-растяжном стане осуществляется в настоящее время, как правило, в трехвалковых клетях. Для того чтобы прокатываемые изделия при редуцировании диаметра трубы не входили в щель между валками, за счет чего возникают следы возвратно-поступательного движения, калибр валков выполняют не круглым, а в трехвалковой клети - трехсторонне-овальным. Эта трехсторонняя клеть используемого ряда клетей выполняется обычно с круглым калибром. Это возможно за счет того, что изменение диаметра в этой клети является небольшим. Это необходимо, поскольку готовая прокатанная труба должна быть максимально круглой.
"Овальность" калибра необходимо оптимально устанавливать в зависимости от редуцирования диаметра, толщины стенки трубы и т.д. Если овальность выбрана слишком малой, то это приводит к появлению следов и повреждениям наружной поверхности трубы. Если овальность выбрана слишком большой, то это приводит к ярко выраженной неравномерности толщины стенки в поперечном сечении редукционно-растянутой трубы. Эти неравномерности толщины стенки имеют шестигранную форму (при трехвалковой клети) и называются внутренним многодуговым профилем. Как все отклонения толщины стенки, образование внутреннего многодугового профиля также означает снижение качества. Поскольку образование внутреннего многодугового профиля зависит среди прочего от толщины стенки или, точнее говоря, от соотношения толщины стенки и диаметра трубы, то для достижения большого диапазона толщины стенки необходима, как правило, различная калибровка валков, т.е. различные овальности калибровки валков. Поскольку содержание запасных клетей приводит к значительным расходам, то обычно применяют только две различные калибровки, а именно одну круглую с малой овальностью отверстия калибра для толстостенных труб, а также одну овальную с большой овальностью отверстия калибра для тонкостенных труб. В остальном пытаются уменьшить образование внутреннего шестигранника за счет оптимального выбора среднего растягивающего напряжения или "растяжений" прокатного изделия при его деформации.
Если выбирают определенную величину образования внутреннего многодугового профиля, то в ходе испытаний устанавливают, что величина многодугового профиля изменяется линейно в зависимости от растяжения. Для изменения растяжения изменяют толщину стенки трубной заготовки. Поскольку крутизна и положение кривой зависят от многих параметров (отношения толщины стенки к диаметру трубы, формы калибра, диаметра валков, температуры, материала и т.д.), то необходимы большие затраты на проведение испытаний с целью оптимизации растяжения для выполнения полного сортимента проката. Даже после выполнения с большими затратами этой оптимизации не всегда получают трубы с малым внутренним многодуговым профилем, поскольку непременно возникают текущие изменения параметров. В этой ситуации можно снова попытаться уменьшить образование внутреннего многодугового профиля за счет изменения толщины стенки трубной заготовки. Однако это невозможно без потерь времени и дополнительных затрат, зависящих от способа прокатки труб предшествующей ступени деформации. В конце концов, многие изготовители, сталкиваясь с проблемой снижения качества вследствие образования внутреннего многодугового профиля, вынуждены идти на большие затраты для повышения качества продукции или мириться с невысоким качеством продукции.
Наряду с отклонениями толщины стенки, возникающими в поперечном сечении трубы и остающимися почти постоянными по длине трубы, имеются отклонения толщины стенки, которые возникают по длине трубы. Хотя и существуют способы и устройства регулирования скорости вращения валков, с помощью которых можно компенсировать эти отклонения толщины стенки по длине прокатного изделия, однако, не существует способов регулирования скорости вращения для снижения образования внутреннего многодугового профиля. Для описанной выше оптимизации растяжения необходимо целенаправленное изменение толщины стенки трубной заготовки. Однако толщина стенки трубной заготовки не может быть звеном регулирования регулирующего контура, поскольку ее изготавливают в работающем отдельно от редукционно-растяжного стана прокатном агрегате. Согласно уровню техники, необходимо мириться с образованием внутреннего многодугового профиля вследствие изменяющихся условий деформации и необходимо затрачивать значительные усилия для обеспечения оптимизации при подготовке производства.
Задачей данного изобретения является создание способа минимизации образования внутреннего многодугового профиля при редуцировании с растяжением бесшовных труб с использованием регулирования скорости вращения валков.
Поставленная задача решается тем, что в способе регулирования толщины стенки трубы в многоклетьевом непрерывном редукционно-растяжном стане, включающем измерение толщины стенки трубы после редукционно-растяжного стана посредством устройств для измерения толщины стенки трубы, обработку измеренных величин посредством вычислительного устройства и регулирование скорости вращения приводных двигателей валков посредством устройств для регулирования скорости вращения, согласно изобретению, для уменьшения до минимума образования внутреннего многодугового профиля во время прохождения трубы общую вытяжку в редукционно-растяжном стане поддерживают постоянной путем изменения скоростей вращения приводных двигателей валков, управляемого вычислительным устройством. Такая реализация способа позволяет минимизировать внутреннюю многогранность.
Способ, согласно изобретению, решает описанную в начале проблему уровня техники за счет того, что во время производственного процесса осуществляется снижение образования внутреннего многодугового профиля с помощью контура регулирования и изменения параметра растяжения. Параметр растяжения определяет изменение ряда скоростей вращения и тем самым распределение растяжения в прокатном стане так, что общая вытяжка в прокатном стане остается неизменной. Поскольку между параметром распределения растяжения и образованием внутреннего многодугового профиля существует однозначная взаимосвязь, удается автоматически уменьшить образование внутренней многодугового профиля без изменения толщины стенки трубной заготовки.
Параметр растяжения определяется так, что при его изменении увеличивают отношения скоростей вращения в одной группе прокатных клетей и одновременно уменьшают в другой группе прокатных клетей, так что вытяжка трубы в целом остается постоянной. При этом используют то, что величины, влияющие на образование внутреннего многодугового профиля, внутри ряда клетей редукционно-растяжного стана обычно являются очень различными. Если сравнить входную зону редукционно-растяжного стана с выходной зоной, то можно констатировать, что во входной зоне
- отношение толщины стенки трубы к диаметру трубы меньше,
- отношение диаметра трубы к диаметру валков больше,
- более высокая температура,
- большая овальность калибра.
К этому добавляется влияние конструкции редукционно-растяжного стана, как, например, заданная характеристика кривых устанавливаемых скоростей вращения.
Изменение растяжения оказывает различное воздействие на образование внутреннего многодугового профиля в зависимости от того, происходит ли оно во входной или выходной зоне редукционно-растяжного стана. Тем самым задается зависимость образования внутреннего многодугового профиля от параметра растяжения. Таким образом, создается предпосылка для процесса управления с целью уменьшения образования внутреннего многодугового профиля.
Возможный регулировочный контур выглядит следующим образом. Величину внутреннего многодугового профиля измеряют посредством устройств для измерения, толщины стенки трубы, выходящей из редукционно-растяжного стана, во время прохождения трубы, например, с помощью измерения толщины стенки ультразвуком, определяют зависимость величины многодугового профиля от изменения параметра растяжения и устанавливают параметр растяжения так, чтобы образование внутреннего многодугового профиля было минимальным.
Постоянство вытяжки обеспечивается, например, за счет того, что изменение скорости вращения уже при планировании процесса определяют для каждого размера сортамента проката так, что среднее растяжение в редукционно-растяжном стане остается постоянным. Дяя этого можно использовать также во время процесса производства адаптивный способ вычисления.
Ниже приводится подробное описание изобретения со ссылками на фиг.1-4, на которых:
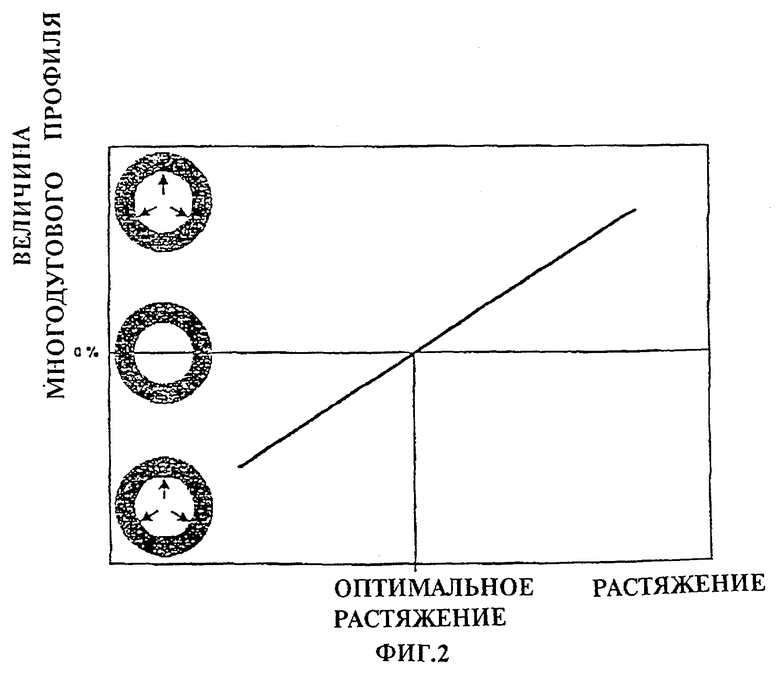
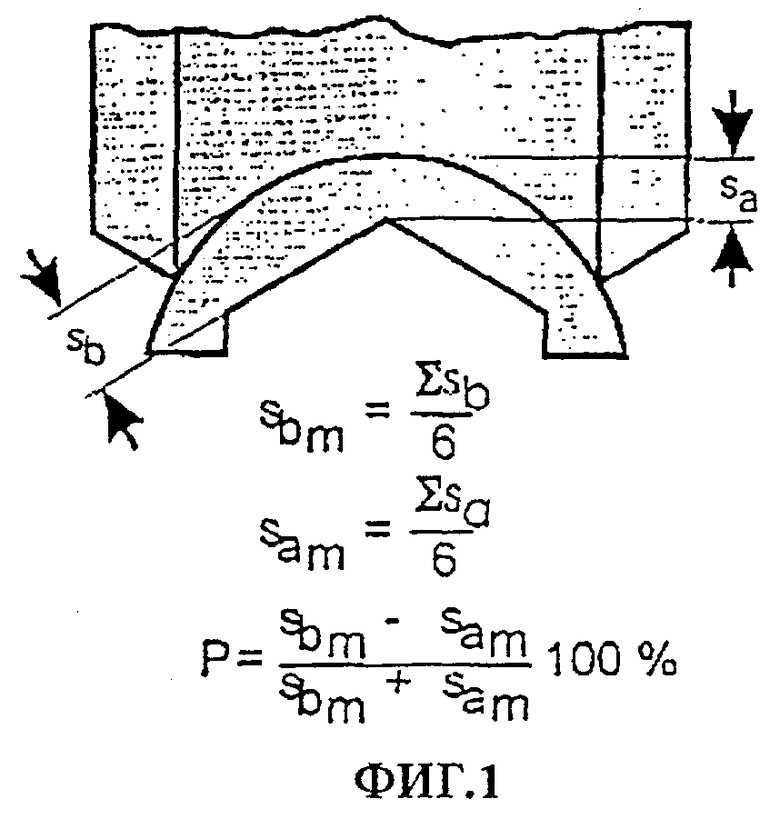
фиг.1 схематично изображает образование внутреннего многодугового профиля трубы и расчет величины Р многодугового профиля;
фиг.2 - зависимость величины многодугового профиля от растяжения;
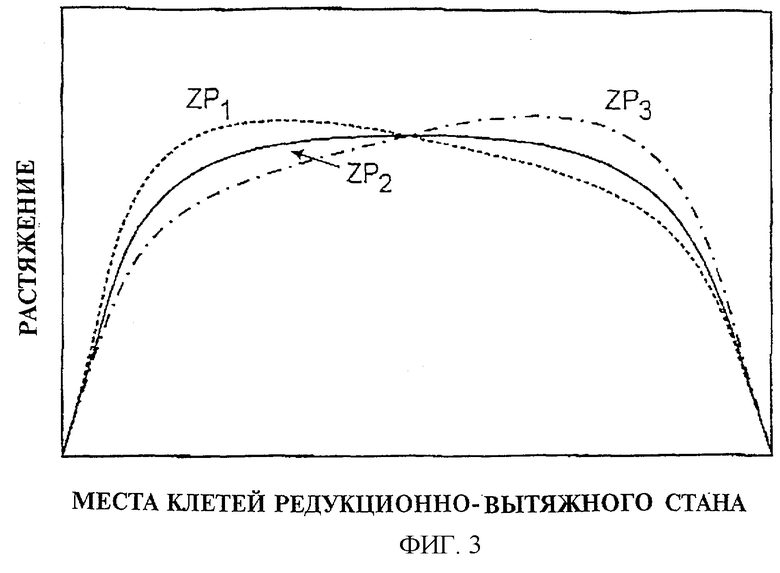
фиг.3 - возможное изменение распределения растяжения;
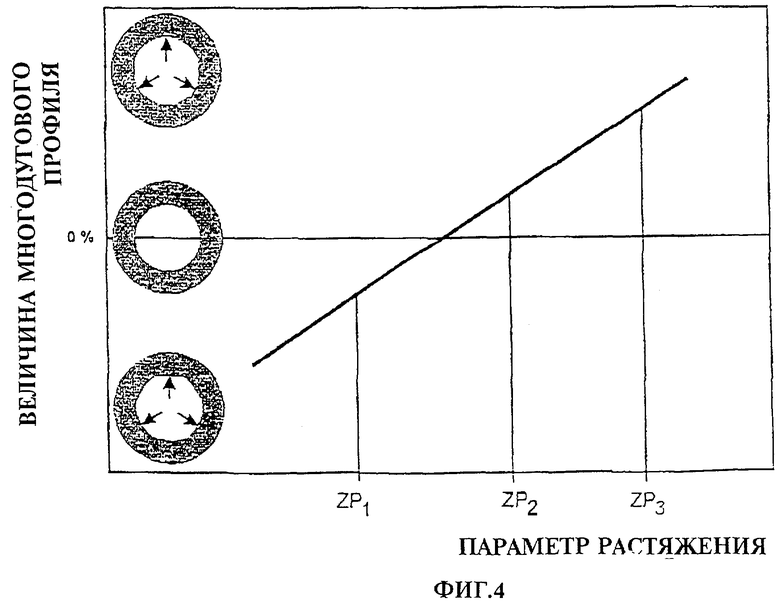
фиг.4 - зависимость величины многодугового профиля от параметра растяжения.
Способ регулирования толщины стенки трубы в многоклетьевом непрерывном редукционно-растяжном стане, согласно изобретению, включает измерение толщины стенки трубы после редукционно-растяжного стана посредством устройств для измерения толщины стенки трубы, обработку измеренных величин посредством вычислительного устройства и регулирование скорости вращения приводных двигателей валков посредством устройств для регулирования скорости вращения. Для уменьшения до минимума образования внутреннего многодугового профиля во время прохождения трубы общую вытяжку в редукционно-растяжном стане поддерживают постоянной путем изменения скоростей вращения приводных двигателей валков, управляемого вычислительным устройством. За счет изменения скоростей вращения приводных двигателей валков увеличивают отношение скоростей вращения в одной группе прокатных клетей и одновременно уменьшают в другой группе прокатных клетей так, чтобы общая вытяжка трубы оставалась постоянной. Измерение величины внутреннего многодугового профиля осуществляют посредством устройств для измерения толщины стенки трубы после редукционно-вытяжного стана, например, путем измерения толщины стенки ультразвуком, во время прохождения трубы. Затем определяют зависимость величины многодугового профиля от изменения параметра растяжения и устанавливают параметр растяжения так, чтобы образование внутреннего многодугового профиля было минимальным.
Для обеспечения постоянства вытяжки изменение скоростей вращения валков для каждого размера сортамента проката определяют так, чтобы среднее растяжение в редукционно-растяжном стане оставалось постоянным. Для изменения скоростей вращения валков применяют адаптивный способ вычислений.
На фиг.1 показано образование внутреннего многодугового профиля и расчет величины Р многодугового профиля. При этом толщина трубы в зоне основания калибра валка обозначена как sa, толщина стенки в зоне середины боковой стороны калибра - как sb. За счет шестигранной симметричной формы внутреннего контура трубы зоны поперечного сечения трубы sa и sb имеют почти одинаковую деформацию в соответствующих шести местах. Из измеренных в этих местах значений толщины стенки определяют среднее значение, как показано на фиг.1. Величина Р многодугового профиля является положительной величиной, если место меньшей толщины стенки находится у основания калибра, и она является отрицательной величиной, если меньшая толщина стенки находится в середине боковой стороны калибра.
Фиг.2 иллюстрирует зависимость величины многодугового профиля от растяжения. Величина многодугового профиля линейно увеличивается с увеличением растяжения. При меньших значениях растяжения она отрицательна, а при больших значениях растяжения - положительна. Значение растяжения, при котором величина многодугового профиля равна нулю, называется "оптимальным растяжением".
На фиг.3 показано возможное изменение распределения растяжения, при котором общая вытяжка в редукционно-растяжном стане остается постоянной. На кривой ZP1 растяжения во входной зоне редукционно-растяжного стана растяжение и, тем самым, вытяжка прокатного изделия больше, чем в выходной зоне. При кривой ZP2, растяжение и вытяжка распределены по клетям примерно одинаково. На ZР3 растяжение и вытяжка во входных клетях меньше, чем в выходных клетях.
На фиг.4 показана зависимость величины многодугового профиля от параметра ZP растяжения. В этом примере величина многодугового профиля линейно увеличивается с увеличением параметра растяжения. Зависимости ZP1, ZP2, и ZР3 являются конкретными состояниями изменения растяжения, которое регулируется бесступенчато. Из полученной во время процесса прокатки зависимости величины многодугового профиля от параметра растяжения определяют значение параметра растяжения, при котором величина многодугового профиля равна нулю.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЬ ТОЛЩИНЫ СТЕНКИ ПРИ РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТКЕ ТРУБ | 2019 |
|
RU2770113C1 |
| СПОСОБ УПРАВЛЕНИЯ РЕДУКЦИОННО-РАСТЯЖНЫМ ТРУБОПРОКАТНЫМ СТАНОМ | 2018 |
|
RU2748571C1 |
| КАЛИБРОВКА ВАЛКОВ ДЛЯ РЕДУКЦИОННОГО ТРУБОПРОКАТНОГО СТАНА | 1996 |
|
RU2117540C1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН С УЛУЧШЕННЫМ ДОПУСКОМ ДИАМЕТРА И ТОЛЩИНЫ СТЕНКИ | 2019 |
|
RU2751408C1 |
| СПОСОБ ПРОДОЛЬНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ БЕСШОВНЫХ ТРУБ | 1992 |
|
RU2097155C1 |
| СПОСОБ МИНИМИЗАЦИИ УТОЛЩЕННЫХ КОНЦОВ ПРИ ПРОКАТКЕ ТРУБ В РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 1999 |
|
RU2224607C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕДУКЦИОННО-РАСТЯЖНЫМ ПРОКАТНЫМ СТАНОМ С ЦЕЛЬЮ КОМПЕНСАЦИИ ТОЛЩИНЫ СТЕНКИ | 2019 |
|
RU2758745C1 |
| Способ прокатки труб повышенной точности | 2022 |
|
RU2793621C1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
Изобретение относится к автоматизации прокатного производства. При регулировании толщины стенки трубы в многоклетьевом непрерывном редукционно-растяжном стане измеряют толщину стенки трубы после стана посредством устройств для измерения толщины стенки трубы. Обрабатывают измеренные величины посредством вычислительного устройства. Регулируют скорость вращения приводных двигателей валков посредством устройств для регулирования скорости вращения. Для уменьшения до минимума образования внутреннего многодугового профиля во время прохождения трубы поддерживают постоянной общую вытяжку путем изменения скоростей вращения приводных двигателей валков, управляемого вычислительным устройством. Изобретение позволяет повысить качество продукции. 4 з.п. ф-лы, 4 ил.
| DE 3819571 А1, 07.12.1989 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБ | 0 |
|
SU189157A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1993 |
|
RU2056959C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ДЕТАЛЕЙ | 1989 |
|
RU2041759C1 |

