Изобретение относится к способу и устройству для горячей прокатки в линии прокатного стана для горячей прокатки полос или на стане Стеккеля, причем в одной или нескольких черновых клетях плоские заготовки раскатываются в полосовые заготовки (черновые полосы).
Производимые при этом полосовые заготовки должны быть прямыми, то есть их серповидность должна быть незначительной, и по толщине полосы должны отсутствовать утолщения. При этом задачей черновой клети является не только соблюдение геометрии полосовой заготовки, но и целенаправленное улучшение ее качества, поскольку плоские заготовки, поступающие в клети, уже могут быть клиновидными или серповидными. При этом изменение геометрии полосовой заготовки прежде всего возможно при первых проходах, поскольку отношение толщины плоских заготовок к их ширине еще относительно велико, и потому в очаге деформации между валками возможно образование поперечного потока материала.
Во время горячей прокатки полосы при ее пропуске в процессе производства от случая к случаю имеет место различное по величине обжатие материала вдоль зазора между валками (по ширине полосы), которое объясняется изменениями твердости прокатываемого материала, изменением параметров самого зазора между валками или геометрией прокатываемого материала. Это различие в обжатии за проход приводит в итоге к боковому отклонению прокатываемого материала в клети и его смещению, а также к искривлению горячекатаной полосы по краям на выходе.
Для регулирования прохождения или коррекции искривления выпускаемой горячекатаной полосы известны различные способы и устройства.
Так, например, в описании изобретения DE 19704337 А1 в отношении регулирования прокатываемой полосы при ее прохождении по линии прокатного стана предлагается по меньшей мере в одной прокатной клети замерять положение прокатываемой полосы по отношению к средней линии прокатного стана и, используя данные измерения, регулировать распределение усилий прокатки в направлении вдоль валков так, чтобы прокатываемая полоса заняла желательное положение. Благодаря этому в достаточном приближении достигается симметричное прохождение прокатываемой полосы относительно средней линии прокатного стана, правда, при возможном наличии клиновидности у катаной полосы.
Другая возможность предотвращения бокового изгиба прокатываемой полосы, непрерывно продвигающейся по линии черновой прокатки с устройством для прокатки кромок для оказания воздействия на ширину полосы и с горизонтальным прокатным устройством для воздействия на ее толщину, согласно описанию изобретения DE 4310547 C2 заключается в том, что по краям прокатываемой полосы, рядом с ней, устанавливаются гидравлически регулируемые боковые направляющие, которые располагаются впереди и позади устройства для прокатки кромок и управляют боковым перемещением прокатываемой плоской заготовки, а также обеспечивают беспрепятственный вход и выход прокатываемой полосы путем попеременного сокращения расстояния между боковыми направляющими.
Из описания изобретения DE 3116278 С2 известно устройство для управления положением полосы при ее прохождении, в частности, при чистовой прокатке, в котором направляющие планки, установленные рядом с прокатываемой полосой, имеют траверсы с направляющими роликами, прижимаемые к прокатываемой полосе с боков. На регулирование положения этих роликов накладывается регулирование давления, которое при возникновении осаждающих усилий, превышающих заданную величину, заставляет направляющие планки или направляющие ролики смещаться для разведения.
Исходя из известного уровня техники, задачей изобретения является оказание целенаправленного воздействия на геометрию полосовой заготовки при ее горячей прокатке в обычных линиях горячей прокатки полосы или в линиях прокатки Стеккеля для получения полосовой заготовки без клиновидных утолщений и боковых искривлений.
Поставленная задача в отношении способа с отличительными признаками по п. 1 решается тем, что для оказания целенаправленного воздействия на геометрию полосовой заготовки по меньшей мере в одной черновой клети благодаря соответствующим регулирующим устройствам осуществляется такая связь динамической установки валков в черновой клети с установкой быстродействующих и мощных боковых направляющих, установленных впереди и позади черновой клети, что за один или несколько проходов, последовательных или реверсивных, серповидная или клиновидная плоская заготовка превращается в прямую полосовую заготовку без клиновидности. Предпочтительные варианты осуществления изобретения приведены в дополнительных пунктах формулы изобретения.
Воздействие на геометрию полосовой заготовки согласно изобретению достигается с помощью регулировки горизонтальной клети и обеих боковых направляющих, устанавливаемых впереди и позади клети. При этом регулировка горизонтальной клети обеспечивает постоянство толщины полосы по ширине (отсутствие клиновидных утолщений). Регулировка с этой целью с помощью устройства регулирования поворота RAC (Roll Alignment Control), которое до настоящего времени для черновых клетей не применялось, обеспечивается таким образом, что зазор между валкми остается параллельным даже при нарушениях, вызванных полосой. При этом возмущающими воздействиями в первую очередь являются клиновидное утолщение по ширине полосы на входе, температурные различия по ширине полосы, ее эксцентричное расположение в зазоре между валками и неравномерное распределение натяжения по ширине полосы со стороны входа, а также со стороны выхода.
Принцип регулирования поворота состоит в измерении дифференциального усилия прокатки и в расчете величины поворота для его регулирования. Затем половина этого расчетного значения используется в качестве дополнительного заданного значения для отдельных регулировок положения со стороны привода и со стороны обслуживания клети. После этого для установки прижимных усилий с помощью гидроцилиндра поступают аналогично. В принципе регулирование поворота компенсирует поперечное растяжение клети, возникающее в результате действия дифференциальных усилий.
Задачей боковых направляющих является предотвращение искривления или скручивания (серповидности) полосы. Для этого боковые направляющие с каждой стороны устанавливаются параллельно и на равном расстоянии от середины прокатной клети. Синхронность действия противоположных реек боковой направляющей реализуется механически, а их установка производится с помощью электро- или гидропривода. Для описанного способа в соответствии с изобретением лучше всего подходят боковые направляющие с гидроприводом, поскольку гидроприводы очень динамичны и наряду с регулировкой положения без особых затрат обеспечивают регулировку усилий для удержания полосы в прямом направлении. Регулировка положения обеспечивает удержание боковых направляющих на некотором расстоянии, несколько превышающем ширину полосы со стороны входа, например, на 10 мм, а со стороны выхода на 40 мм.
На эту регулировку положения накладывается регулировка усилий, обеспечивающих защиту боковых направляющих от перегрузки и с определенной силой прижимающих их к полосе. При этом контроль за положением, если боковые направляющие стремятся к отклонению, обеспечивает повышение заданного значения усилия.
Благодаря взаимодействию этих исполнительных систем и регулирующих устройств согласно изобретению возможно превращение серповидной или клиновидной плоской заготовки в полосовую заготовку без клиновидных утолщений. Если, например, в черновую клеть поступает прямая плоская заготовка с клиновидным утолщением, то благодаря принудительной параллельности зазора между валками клети на выходе получается полосовая заготовка (черновая полоса) без клиновидных утолщений. При этом принудительное изменение профиля приводит к тому, что полоса в некотором направлении покидает клеть при наличии серповидности, а на входе стремится к вращению в том же направлении. Боковые направляющие препятстуют этому движению, причем возникают силы реакции, воздействующие на боковые направляющие и образуюющие поток материала в направлении, поперечном направлению прокатки в зазоре щели между валками. Таким образом, этот поток материала, который может иметь место только при определенной толщине проката, в принципе обеспечивает воздействие на геометрию полосовой заготовки согласно изобретению.
Чтобы избежать перегрузки исполнительных систем при нарушении геометрии извне и для обеспечения распределения изменения геометрии на несколько проходов, регулировки для установки валков и боковых направляющих согласно изобретению, необходимо дополнительно увязывать между собой. При этом для установления связи поступают следующим образом:
- задают сравнительную величину дифференциального усилия прокатки или максимальной величины поворота в зависимости от фактических усилий сжатия или от фактического положения боковых направляющих или
- задают установки положений или усилий боковых направляющих в зависимости от фактического дифференциального усилия прокатки или дифференциального положения поворота.
Более подробно детали и преимущества изобретения поясняются ниже на примерах выполнения изобретения со ссылкой на схематические чертежи, на которых изображено:
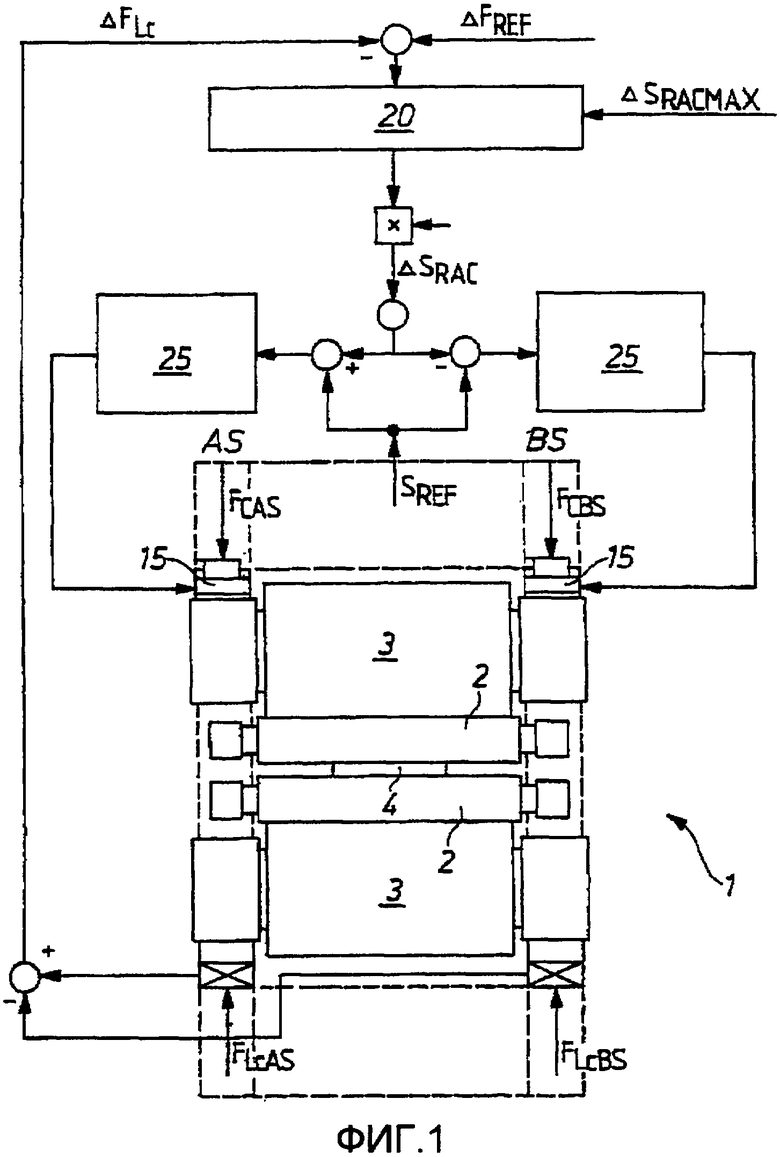
фиг. 1 - схема регулирования установки валков (регулирования поворота RAC),
фиг. 2 - черновая клеть, вид сверху
фиг. 3 - схема регулирования боковых направляющих,
фиг. 4 - монтажное соединение схем регулирования по фиг. 1 и 3,
фиг. 5 - связь установок валков и боковых направляющих.
На фиг. 1 изображена часть монтажных соединений регулирующих устройств согласно изобретению, относящаяся к установке горизонтальных валков в черновой клети, а именно схема регулирования поворота RAC. На черновой клети 1 (вид спереди) с рабочими валками 2, опорными валками 3 и плоской заготовкой 4 со стороны привода AS и со стороны обслуживания BS с помощью гидроцилиндра, установленного на опоре верхнего опорного валка 3, приложены усилия FCAS, FCBS цилиндра, а результирующие усилия, приложенные в процессе прокатки к нижней поверхности прилегания опоры для опорных валков, постоянно измеряются. По измеренным значениям FLcAS, FLcBS усилий рассчитывается дифференциальное усилие прокатки ΔFLC и вместе со сравнительной величиной ΔFREF дифференциального усилия прокатки подается на устройство 20 регулирования поворота RAC, где рассчитывается сравнительная величина ΔSRAC. Затем эта величина ΔSRAC поворота, будучи разделена пополам, используется как дополнительное заданное значение вместе со сравнительной величиной SREF положения отдельными устройствами 25 регулирования положения со стороны привода AS и со стороны обслуживания BS верхнего опорного валка 3, причем после этого установка гидроцилиндров 15 осуществляется со стороны.
На фиг. 2 и 3 изображена другая часть монтажных соединений регулирующих устройств согласно изобретению, а именно устройство регулирования боковых направляющих 8, 9, расположенных по краям, рядом с прокатываемой полосой, как часть черновой клети 1. При этом на фиг. 2 изображена черновая клеть с опорными валками 3 и рабочими валками 2 на виде сверху. Исходя из направления 7 прокатки, перед валками 2,3 на подающем рольганге 16 напротив друг друга устанавливаются боковые направляющие 8 с регулирующими устройствами 18 с гидроприводом, расположенными со стороны привода AS черновой клети 1. Эти регулирующие устройства 18 состоят, как это видно из монтажной схемы 3, из общего гидроагрегата 11 (гидронасоса), блоков 12 поршневых цилиндров, клапанов управления 13, а также из различных гидропроводов 10. Кроме того, имеются измерительные приборы 14 и 19 для определения положения поршней и гидравлического давления соответственно. Для облегчения подачи и центровки плоской заготовки относительно середины клети расстояние между боковыми направляющими 8 с их переднего конца клинообразно расширяется.
Аналогичным образом позади валков 2, 3 на отводящем рольганге 17 (фиг. 2) напротив друг друга установлены боковые направляющие 9, расстояние между которыми подбирается в соответствии с изменением ширины полосы (это изменение на чертеже не показано). Схема регулирования, используемая согласно изобретению, более подробно поясняется на фиг. 3 для боковой направляющей, изображенной на фиг. 2. Фактические положения поршня, определенные с помощью измерительных приборов 14, направляются в вычислительное устройство 30 для положений, а фактические усилия сжатия, определенные с помощью измерительных приборов 19, направляются в вычислительное устройство 40 для усилий. Полученные там фактические данные о положении SSACT направляются в устройство 35 регулирования положений, а фактические данные об усилиях сжатия FSACT - в устройство 45 регулирования усилий. С помощью заданных сравнительных величин для положений
SSREF и для гидравлических давлений FSREF определяются регулируемые положения и усилия, которые через клапаны управления 13 передаются в блоки 12 поршневых цилиндров.
На фиг. 4 схематически изображены в действии обе регулировки, проведенные одновременно согласно изобретению. Плоская заготовка 4, подаваемая в клеть в направлении прокатки (прокатный стан символически представлен только рабочим валком 2), содержит профиль с клиновидным утолщением, обозначенный по ширине заготовки через h0, с толщиной, увеличивающейся в направлении стороны привода AS. В процессе прокатки профиль с клиновидным утолщением исчезает и получается полосовая заготовка толщиной h1. При этом усилие прокатки FWAS, создаваемое рабочими валками 2 со стороны привода, было больше, чем усилие прокатки FWВS со стороны обслуживания, в результате чего появился поперечный поток материала в направлении стрелки 6 со стороны привода в сторону обслуживания.
Для того чтобы при устранении клиновидного утолщения профиля избежать скручивания поступающей на вход плоской заготовки 4 по ее краям, а также серповидности полосовой заготовки 5, плоская заготовка 4 на входе поддерживается по краям боковыми направляющими 8, а полосовая заготовка 5 на выходе - боковыми направляющими 9.
Усилия F1 и F2 поддержки направляющих до и после прокатной клети образуют в качестве реакции профиль растяжения σ0 для плоской заготовки 4 на входе и профиль растяжения σ1 для полосовой заготовки 5 на выходе. Эти профили растяжения σ0, σ1 воздействуют на зазор между валками и создают поперечный поток материала 6, обеспечивающий коррекцию геометрических отклонений плоской заготовки.
На фиг. 5 схематически изображены описанные выше возможные связи, согласно изобретению, между установками валков и боковых направляющих с целью ограничения нагрузки на исполнительные системы и распределения коррекции геометрии плоской заготовки на несколько проходов.
Здесь представлен блок 50 регулирования связей, на который с прокатной клети поступают обозначенные соответствующими стрелками, указывающими направление, фактические данные о
- дифференциальном усилии ΔFLC прокатки,
- дифференциальном положении дифференциальной величины ΔSRAC поворота,
- положении SSAСT боковых направляющих,
- усилиях сжатия FSAСT боковых направляющих,
и который выдает также обозначенные соответствующими стрелками, указывающими направление, заданные значения для их использования в следующей прокатной клети:
- сравнительной величины ΔFREF дифференциального усилия прокатки,
- максимальной величины ΔSRACMAX поворота,
- сравнительных величин SSREF положения боковых направляющих,
- сравнительных величин FSREF усилий боковых направляющих.
Изобретение не ограничивается представленными примерами выполнения, а варьируется, например, в соответствии с конструкцией используемых черновых клетей или приводов боковых направляющих, если в основу согласования регулирования поворота валков RAC с механической установкой боковых направляющих прокатываемого материала также положены действия согласно изобретению.
Перечень использованных обозначений
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| Способ управления воздействием на геометрию прокатываемого материала и управляющее устройство для этого. | 2013 |
|
RU2647417C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
| Способ изготовления лемешной полосы | 2023 |
|
RU2822901C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2008 |
|
RU2365440C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| Способ прокатки непрерывной полосы для изготовления сварных труб | 1982 |
|
SU1123751A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |




Изобретение предназначено для исключения боковых отклонений и смещения прокатываемого материала в прокатной клети, а также скручивания горячекатаной полосы по краям на выходе. Способ включает горячую прокатку в одной или нескольких черновых клетях с поворотом валков по меньшей мере одной черновой клети, при этом перед или после черновой клети посредством боковых направляющих прикладывают усилие сжатия в направлении плоской заготовки или черновой полосы. Целенаправленное воздействие на геометрию черновой полосы обеспечивается за счет того, что, по меньшей мере, в одной черновой клети с помощью соответствующих регулирующих устройств увязывают динамическую установку валков в черновой клети с установкой быстродействующих и мощных боковых направляющих впереди и позади черновой клети таким образом, чтобы за один или несколько проходов в реверсивном или непрерывном режиме работы серповидная или клиновидная плоская заготовка превращалась в прямую черновую полосу без клиновидности. Устройство имеет соответствующее оборудование. 2 н. и 8 з.п. ф-лы, 5 ил.
1. Способ горячей прокатки заготовки на стане для горячей прокатки полосы или на стане Стеккеля, причем в одной или нескольких черновых клетях (1) плоские заготовки (4) раскатывают в черновые полосы (5), при этом валки (2, 3) по меньшей мере одной черновой клети (1) поворачивают, при этом перед или после черновой клети (1) посредством боковых направляющих прикладывают усилие сжатия в направлении плоской заготовки (4) или черновой полосы (5), отличающийся тем, что для оказания целенаправленного воздействия на геометрию черновой полосы (1) при раскатке плоской заготовки (4) в черновую полосу (5) по меньшей мере в одной черновой клети (1) на основании постоянно измеряемого дифференциального усилия (ΔFLC) прокатки осуществляют регулирование поворота RAC для динамической установки валков (2, 3) черновой клети (1) и осуществляют установку положений и усилий боковых направляющих (8, 9), расположенных перед и/или после черновой клети (1), посредством установки положений поршня и усилий сжатия блоков (12) поршневых цилиндров для боковых направляющих (8, 9), причем динамическую установку валков в черновой клети (1) осуществляют в связи с установкой положений и усилий боковых направляющих (8, 9) так, что за один или несколько реверсивных проходов, или при работе в непрерывном режиме, серповидная или клиновидная плоская заготовка (4) превращается в прямую черновую полосу (5) без клиновидности.
2. Способ по п.1, отличающийся тем, что динамическую установку валков осуществляют с помощью устройства (20) регулирования поворота RAC, причем по измеренному дифференциальному усилию (ΔFLC) прокатки и по сравнительной величине дифференциального усилия (ΔFREF) прокатки с учетом максимальной величины (ΔSRACMAX) поворота рассчитывают сравнительную величину поворота (ΔSRAC), а ее половинное значение используют в качестве дополнительного заданного значения сравнительного положения (SREF) для отдельного устройства (25) регулирования положений для регулирования поворота со стороны привода (AS) и со стороны обслуживания (BS) черновой клети (1).
3. Способ по п.2, отличающийся тем, что боковые направляющие (8, 9), расположенные перед и после черновой клети (1), с помощью блоков (12) гидравлических цилиндров с каждой стороны удерживают параллельно и на равном расстоянии от середины прокатной клети, причем наряду с регулированием положения (35) осуществляют также регулирование усилий (45).
4. Способ по п.3, отличающийся тем, что регулирование положения боковых направляющих (8, 9) производят таким образом, чтобы расстояние между боковыми направляющими (8, 9) было различным и несколько большим ширины полосы, например, чтобы со стороны входа к ширине полосы добавлялось 10 мм, а со стороны выхода - 40 мм.
5. Способ по любому из пп.3 и 4, отличающийся тем, что в результате регулирования усилий боковые направляющие (8, 9) прижимают в направлении плоской заготовки (4) или черновой полосы (5) с боков с определенным усилием (F1, F2) и тем самым предохраняют от перегрузки.
6. Способ по п.5, отличающийся тем, что при возможном отклонении боковых направляющих (8, 9), в результате контроля за положением значение (FSAKT) усилия сжатия боковых направляющих, задаваемое устройством (45) регулирования усилий, соответственно повышают.
7. Способ по п.2, отличающийся тем, что устройство (20) регулирования поворота и устройства регулирования (35, 45) боковых направляющих (8, 9) соединены между собой таким образом, чтобы при экстремальных нарушениях геометрии прокатываемого материала, поступающего в черновую клеть, желательное изменение геометрии достигают за несколько пропусков.
8. Способ по п.1, отличающийся тем, что для распределения коррекции геометрии плоской заготовки на несколько проходов используют фактические данные прокатный клети о следующих параметрах:
дифференциальном усилии (ΔFLC) прокатки,
дифференциальном положении дифференциальной величины (ΔSRAC) поворота,
положении (SSACT) боковых направляющих,
усилиях сжатия (FSACT) боковых направляющих, причем упомянутые данные передают блоку (50) регулирования связей, который выдает следующие заданные значения для их использования в следующей прокатной клети:
сравнительной величины (ΔFREF) дифференциального усилия прокатки,
максимальной величины (ΔSRACMAX) поворота,
сравнительных величин (SSREF) положения боковых направляющих,
сравнительных величин (FSREF) усилий боковых направляющих.
9. Устройство для горячей прокатки заготовки на обычной линии прокатного стана для горячей прокатки полосы или на стане Стеккеля, в котором предусмотрены одна или несколько черновых клетей (1) для раскатки плоских заготовок (4) в черновые полосы (5), при этом по меньшей мере одна черновая клеть (1) выполнена с валками (2, 3), имеющими возможность поворота, а также предусмотрены боковые направляющие (8, 9), выполненные с возможностью прикладывания усилия сжатия в направлении плоской заготовки (4) или черновой полосы (5), отличающееся тем, что устройство предназначено для осуществления способа по любому из пп.1-7, при этом по меньшей мере одна черновая клеть (1) снабжена устройством (20) регулирования поворота RAC для динамической установки валков (2, 3) черновой клети (1) на основании постоянно измеряемого дифференциального усилия (ΔFLC), при этом на входе и выходе черновой клети предусмотрены гидравлически устанавливаемые боковые направляющие (8, 9), выполненные с возможностью регулирования их положений и усилий посредством устройства (35) регулирования положения боковых направляющих и устройства (45) регулирования усилия боковых направляющих, причем устройство (20) регулирования поворота валков черновой клети (1), устройство (35) регулирования положения боковых направляющих и устройство (45) регулирования усилия боковых направляющих связаны между собой таким образом, что за один или несколько реверсивных проходов, или при работе в непрерывном режиме, обеспечивают превращение серповидной или клиновидной плоской заготовки (4) в прямую черновую полосу (5) без клиновидности.
10. Устройство по п.9, отличающееся тем, что расстояние между боковыми направляющими (8) с их переднего конца, на стороне входа плоской заготовки (4), клинообразно расширяется.
| US 4570472 A, 18.02.1986 | |||
| Способ регулирования формы концевых выступов при прокатке слябов | 1984 |
|
SU1176987A1 |
| DE 3116278 A1, 11.11.1982. | |||

