Изобретение относится к способам контроля остаточных напряжений в сварных соединениях и изделиях из ферромагнитных и парамагнитных материалов с осуществленными над ними различными технологическими операциями по распределению остаточной намагниченности, сформировавшейся естественным образом в процессе их изготовления, и может быть использовано в различных отраслях техники в качестве метода неразрушающего контроля.
Для отдельных деталей и изделий, а также для сварных соединений способ основан на регистрации собственных магнитных полей рассеяния (СМПР), возникающих в зонах концентрации остаточных напряжений после их изготовления и охлаждения в магнитном поле Земли. При этом СМПР, характеризующие распределение остаточной намагниченности, отображают структурную и технологическую наследственность металла изделий и сварных соединений.
Таким образом, в способе используется магнитная память металла к зонам концентраций напряжений, обусловленным технологией изготовления изделий.
Физические основы "эффекта магнитной памяти металла" и практический опыт его использования для диагностики оборудования и конструкций изложен в ряде работ (Дубов А.А. Диагностика прочности оборудования и конструкций с использованием магнитной памяти металла. Контроль. Диагностика, 6, 2001 г.; Горицкий В.М., Дубов А.А., Демин Е.А. Исследование структурной поврежденности стальных образцов с использованием метода магнитной памяти металла. Контроль. Диагностика, 7, 2000 г.; Материалы второй международной научно-технической конференции "Диагностика оборудования и конструкций с использованием магнитной памяти металла: 26-28 февраля 2001 г., Москва. Документ международного института сварки V-1196-01).
Известны способы определения остаточных напряжений, основанные на использовании естественной намагниченности металла изделий (Патент РФ 2029262, G 01 L 1/12, опубл. 1995 г.; Патент РФ 2029263, G 01 L 1/12, опубл. 1995 г.). Их ограничениями являются: распространение только для анализа ферромагнитных материалов, возможность определения только качественных характеристик изделия без осуществления выявления годных и негодных для эксплуатации изделий, невозможность контроля после осуществления над изделиями или деталями различных технологических операций.
Наиболее близким по своей технической сущности к заявляемому является способ контроля качества изделий (способ определения остаточных напряжений в изделиях из ферромагнитных материалов), включающий измерение величины напряженности магнитного поля на поверхности изделия, по которой определяют величину остаточных напряжений, действующих в направлении, совпадающим с направлением измеренного магнитного поля (Авторское свидетельство СССР 1779954, G 01 L 1/12, опубл. 1992 г.).
В этом способе измеряют максимальную величину напряженности магнитного поля, по которой определяют максимальную величину остаточных напряжений, действующих в направлении, совпадающем с направлением измеряемого магнитного поля.
Известный способ служит для определения зон максимальных остаточных напряжений в изделиях из ферромагнитных материалов. В данном способе не учитывается напряженное и, соответственно, магнитное состояние материала изделия до приложения нагрузки или до сварки, выполнения какой-либо другой технологической операции. Во многих практических задачах очень важно определить изменение напряженного состояния изделия до и после какой-либо технологической операции (сварка, термическая обработка, напыление, наплавка, упрочнение или снятие напряжений путем механической обработки ультразвуком и т. д.) Само же измерение максимальной величины напряженности магнитного поля и определение по этой величине зон максимальных остаточных напряжений в изделиях не позволяет решить задачу выявления годных или негодных к эксплуатации изделий. Таким образом, известный способ позволяет выполнить лишь качественную оценку изделий.
Решаемая изобретением задача - расширение функциональных возможностей.
Технический результат, который может быть получен при осуществлении способа, - повышение эффективности контроля остаточных напряжений в изделиях и сварных соединениях из ферромагнитных и парамагнитных материалов за счет возможности определения относительного изменения напряженного состояния изделия до и после какой-либо технологической операции, выявление годных и негодных изделий после выполнения над ними различных технологических операций, упрощение и ускорение процесса контроля годности больших партий изделий после выполнения над ними какой-либо технологической операции, определение эффективности и качества проведения технологической операции.
Для решения поставленной задачи с достижением технического результата, в известном способе контроля качества изделий, включающем измерение величины напряженности магнитного поля на поверхности изделия, по которой определяют величину остаточных напряжений, действующих в направлении, совпадающем с направлением измеренного магнитного поля, согласно изобретению выбирают на поверхности изделия с осуществленной над ним технологической операцией точки контроля, измеряют напряженности магнитного поля в точках контроля и определяют величины модулей разности значений напряженности магнитного поля в точках контроля, определяют среднее значение коэффициента Кин ср, характеризующего средний уровень остаточных напряжений, путем суммирования величин упомянутых модулей и деления полученной суммы на количество модулей и длину расстояния между двумя соседними точками контроля, которую выбирают одинаковой для точек контроля, определяют минимальный коэффициент Кин min путем деления минимальной величины модуля на расстояние между двумя точками контролями и определяют максимальный коэффициент Кин max путем деления максимальной величины модуля на расстояние между двумя точками контролями, определяют коэффициент m= Кин min/Кин max или p=Кин max/Кин min, сравнивают коэффициенты Кин ср, m или p соответствующими коэффициентами Кин ср*, m* или p*, полученными аналогично для образца годного изделия, выполненного из того же материала, что и само изделие и с осуществленной над ним той же технологической операцией, что и над изделием, и при заданном отклонении этих коэффициентов изделия Кин ср, m или p от соответствующих коэффициентов Кин ср*, m* или p* образца годного изделия это изделие бракуют.
Возможны дополнительные варианты осуществления способа, в которых целесообразно, чтобы:
- определяли коэффициенты Кин ср, m или p для группы изделий, затем проводили механические испытания на статическую или циклическую прочность группы изделий, выявляли по результатам механических испытаний негодные изделия, измеряли величины напряженности магнитного поля на поверхности негодных изделий, определяли для негодных изделий интервалы значений коэффициентов от средней величины до предельной от Кин ср* до Кин ср*пр и от m* до m*пр или от р* до р*пр, которые принимают за критериальные при оценке качества самих изделий, при нахождении величин коэффициентов Кин ср и m или p самого изделия соответственно в интервалах от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр изделие считали годным к эксплуатации, а при выходе за пределы указанных интервалов изделие браковали;
- определяли коэффициенты Кин ср и m или p для группы изделий, затем проводили механические испытания на статическую или циклическую прочность группы изделий, выявляли по результатам механических испытаний негодные изделия, принимали ранее определенные коэффициенты для негодных изделий предельными Кин ср*пр, m*пр, p*пр, после измерения величины напряженности магнитного поля на поверхности изделий для последующих групп изделий при нахождении величин коэффициентов Кин ср и m или p самого изделия последующей группы соответственно в интервалах от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр изделие считали годным к эксплуатации, а при выходе за пределы указанных интервалов изделие браковали;
- выбирали на поверхности образца изделия точки контроля, отвечающие форме изделия и соответственно направлению остаточных напряжений, измеряли напряженности магнитного поля в точках контроля и определяли величины модулей разности значений напряженности магнитного поля в точках контроля, определяли среднее значение коэффициента Кин ср*, характеризующего средний уровень остаточных напряжений, путем суммирования величин упомянутых модулей и деления полученной суммы на количество модулей и длину расстояния между двумя соседними точками контроля, которую выбирают одинаковой для точек контроля, определяли минимальный коэффициент Кин min* путем деления минимальной величины модуля на расстояние между двумя точками контролями и определяли максимальный коэффициент Кин max* путем деления максимальной величины модуля на расстояние между двумя точками контролями, определяли коэффициент m*= Кин min*/Кин max* или p*= Кин max*/ Кин min*, подвергали образец изделия механическим испытаниям, проводя измерение напряженности магнитного поля в упомянутых точках контроля и до момента времени, соответствующего предельным техническим требованиям к изделию, соответственно определяли предельные коэффициенты Кин ср*пр и m*пр или p*пр, интервалы значений от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до р*пр принимали за критериальные при оценке качества самих изделий, при нахождении величин коэффициентов Кин ср и m или p самого изделия соответственно в интервалах от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр изделие считали годным к эксплуатации, а при выходе за пределы указанных интервалов изделие браковали;
- измерение величины напряженности магнитного поля изделий осуществляли в точках контроля, местоположение которых выбрано совпадающим с местоположением точек контроля образца изделия и с длиной расстояния между соседними точками контроля, совпадающей с длиной расстояния между соседними точками контроля образца изделия;
- измерение величины напряженности магнитного поля изделий осуществляли в точках контроля, местоположение которых выбрано отличным от местоположения точек контроля образца изделия и с длиной расстояния между соседними точками контроля, отличной от длины расстояния между соседними точками контроля образца изделия;
- осуществленной над изделием технологической операцией являлась операция сварки;
- осуществленной над изделием технологической операцией являлась операция термической обработки;
- осуществленной над изделием технологической операцией являлась операция обработки ультразвуком;
- осуществленной над изделием технологической операцией являлась операция упрочнения путем нанесения покрытий или наплавок;
- осуществленной над изделием технологической операцией являлась операция соединения заклепками или болтами.
Указанные преимущества, а также особенности настоящего изобретения поясняются лучшими вариантами его выполнения со ссылками на прилагаемые чертежи.
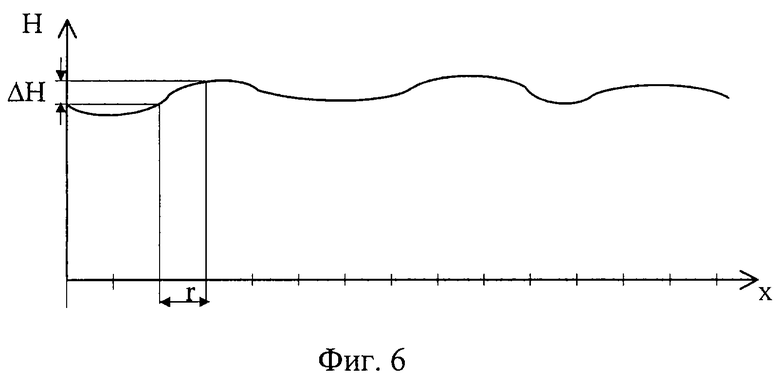
Фиг.1 изображает один из видов изделия труба с заглушкой;
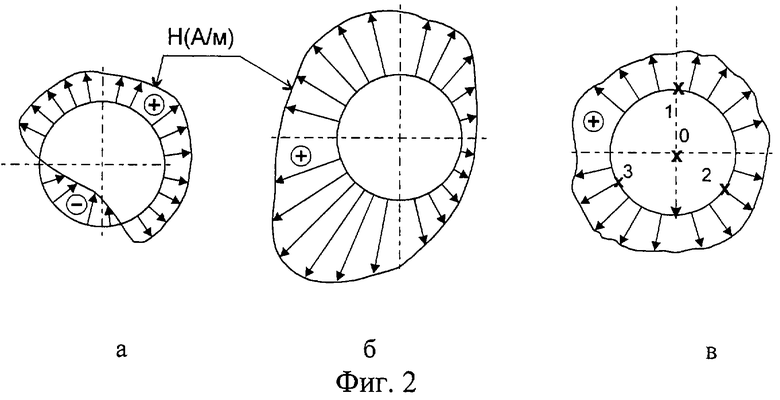
фиг. 2 - эпюры распределения нормальной составляющей магнитного поля Н, измеренные вдоль периметра сварного шва изделия на фиг.1, где а - недогрев, б - перегрев, в - норма;
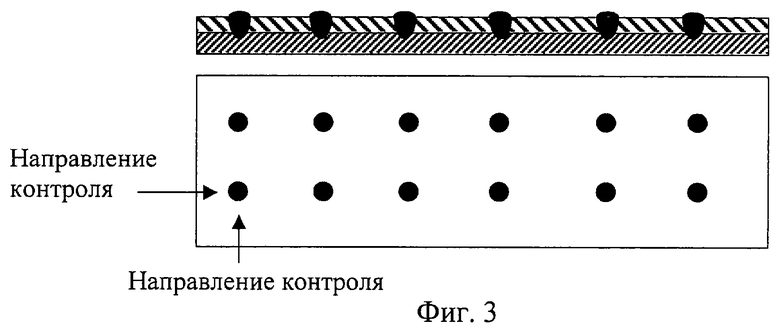
фиг. 3 - другой из видов изделия две пластины, соединенные точечной контактной сваркой;
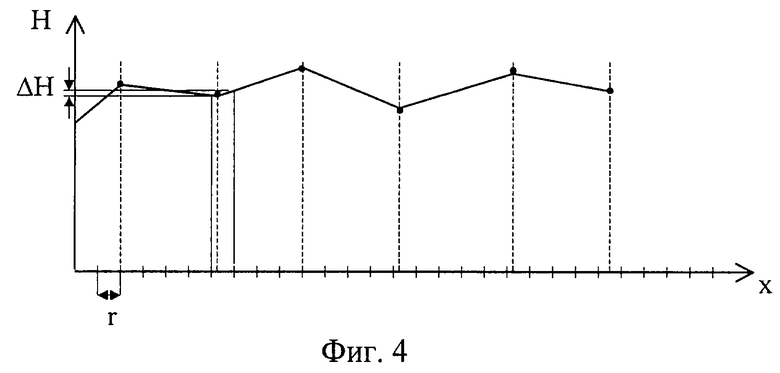
фиг. 4 - графическую зависимость изменения напряженности магнитного поля И вдоль длины пластины для изделия на фиг.3;
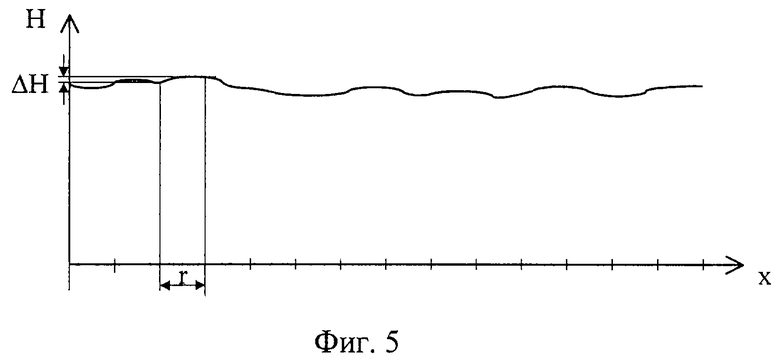
фиг. 5 - график зависимости изменения напряженности магнитного поля Н вдоль длины пластины после закалки, закалка в норме;
фиг.6 - то же, что фиг.5 с нарушением регламента закалки.
Способ контроля качества изделий, например, имеющего сварное соединение (фиг. 1), включает, как и в ближайшем аналоге, измерение величины напряженности магнитного поля на поверхности изделия, по которой определяют величину остаточных напряжений, действующих в направлении, совпадающим с направлением измеренного магнитного поля. При этом выбирают на поверхности изделия с осуществленной над ним технологической операцией точки контроля, отвечающие форме изделия и соответственно направлению остаточных напряжений, которые формируют нагрузки на изделие. Например, для кольцевого сварного соединения измеряют напряженности магнитного поля в точках контроля, расположенных по периметру кольца сварочного шва и в базовой точке, расположенной в центре кольца. Для сварного точечного соединения (фиг.3) точки контроля размещают вдоль линии, расположенной в местах точек сварки (аналогично для заклепочного соединения или болтового соединения, вдоль линии, проходящей через заклепки или болты). Для контроля качества пластины с осуществленной над ней операцией отжига или закалки, обработки пластины ультразвуком или при нанесении покрытий, а также наплавок точки контроля располагают в узлах прямоугольной координатной сетки на широкой поверхности пластины. Для деталей сложной конфигурации, например, профилированной металлической балки или соединительной муфты точки контроля располагают на поверхности наиболее узких частей детали, которые могут быть подвержены разрыву, по линии проходящей через эту поверхность. Для деталей и изделий очень сложной конфигурации, в которых направление остаточных напряжений предугадать сложно, точки контроля располагают на поверхности изделия по компланарным относительно друг друга линиям.
Определяют величины модулей разности значений напряженности магнитного поля в точках контроля. Определяют среднее значение коэффициента Кин ср, характеризующего средний уровень остаточных напряжений, путем суммирования величин упомянутых модулей и деления полученной суммы на количество модулей и длину расстояния между двумя соседними точками контроля, которую выбирают одинаковой для точек контроля. Далее определяют минимальный коэффициент Кин min путем деления минимальной величины модуля на расстояние между двумя точками контролями и определяют максимальный коэффициент Кин max путем деления максимальной величины модуля на расстояние между двумя точками контролями. Затем находят коэффициент m= Кин min/Кин max или p=Кин max/Кин min. Сравнивают коэффициенты Кин ср и m или p соответствующими коэффициентами Кин ср*, m* или p*, полученными аналогично для образца годного изделия, выполненного из того же материала, что и само изделие и с осуществленной над ним той же технологической операцией, что и над изделием. При заданном отклонении этих коэффициентов изделия от соответствующих коэффициентов образца изделие бракуют.
Предлагаемый способ контроля поясняется следующими примерами.
Пример 1
Контроль качества сварки заглушки на торце трубы (фиг.1)
Кольцевое сварное соединение выполнено диаметром 10 мм с шириной шва 2 мм при оптимальном качестве электросварки.
Эпюры распределения нормальной составляющей магнитного поля Н, измеренные вдоль периметра сварного шва, характеризуют соответственно, недогрев металла (фиг.2а), перегрев (фиг.2б) и оптимальное качество сварки (фиг.2в).
Недогрев характеризуется низким значением поля Н, соответствующего низкому уровню остаточных напряжений и заметным изменением этого поля вдоль периметра кольца. Разброс значений поля Н вдоль периметра кольца характеризует неравномерное распределение остаточных напряжений. Перегрев характеризуется относительно высоким значением поля Н и незначительным его изменением вдоль периметра кольца. Оптимальное качество сварки характеризуется средним (между перегревом и недогревом) значением поля и незначительным, относительно равномерным его распределением вдоль периметра кольца.
Для того чтобы сравнить напряженное состояние заглушки в зоне кольцевого шва и вне его в соответствии с формой изделия и направлением остаточных напряжений часть феррозондовых датчиков расположено вдоль периметра шва и один датчик в центре кольца (фиг.2в), где положение датчиков показано цифрами 0, 1, 2, 3. При этом расстояние - "r" - от центрального датчика до всех других датчиков, расположенных вдоль периметра с одинаковым углом смещения друг от друга, будет одинаковым.
Распределение поля Н вдоль периметра кольцевого сварного соединения характеризует распределение остаточных напряжений, а модульная разность напряженности магнитного поля Н (или градиент поля) между точками 1, 2, 3 и точкой в центре кольца "0", характеризует уровень остаточных напряжений в данной точке на сварном шве относительно точки "0", в которой нет сварки, т.е. относительно исходного состояния металла заглушки. В этом случае:
где Кин ср - среднее значение коэффициента, характеризующего средний уровень остаточных напряжений вдоль периметра кольцевого сварного соединения;
|ΔH1-0|,|ΔH2-0|,|ΔH3-0|,|ΔHn-0| - модуль разности значений магнитного поля соответственно между точками контроля 1-0, 2-0, 3-0 и n-0;
n - количество модулей или точек измерений поля Н вдоль периметра кольца в общем случае, которое может быть более 3-х (количество измеренных модулей всегда на единицу меньше, чем общее количество точек контроля, включая точку "0");
r - расстояние между точками контроля 1, 2, 3 и точкой 0.
Кроме среднего значения Кин ср, дополнительно определяются минимальные и максимальные его значения для точек контроля Кин min и Кин max и их соотношение m= Кин min/Кин max, которое характеризует равномерность распределения остаточных напряжений вдоль периметра кольцевого сварного соединения.
Для автоматического расчета значений Кин ср, Кин min, Кин max и m разработан специальный программный продукт.
Оптимальное качество сварки характеризуется определенным диапазоном значений коэффициента Кин и соотношением m. Указанные коэффициенты аналогично определяются для образца годного изделия.
Выбирают на поверхности образца изделия точки контроля, отвечающие форме изделия и соответственно направлению остаточных напряжений (при этом конкретное местоположение точек контроля изделия и образца, а также длина расстояния между точками контроля могут и не совпадать). Измеряют напряженности магнитного поля в точках контроля и определяют величины модулей разности значений напряженности магнитного поля в точках контроля. Находят среднее значение коэффициента Кин ср*, характеризующего средний уровень остаточных напряжений, путем суммирования величин упомянутых модулей и деления полученной суммы на количество модулей и длину расстояния между двумя точками контроля, которую выбирают одинаковой для точек контроля. Определяют минимальный коэффициент Кин min* путем деления минимальной величины модуля на расстояние между двумя точками контролями. Определяют максимальный коэффициент Кин max* путем деления максимальной величины модуля на расстояние между двумя точками контролями. Соответственно определяют коэффициент m*=Кин min*/Кин max* или p*=Кин max*/Кин min*.
При отклонении коэффициентов изделия от соответствующих коэффициентов образца на величину более 1,8% изделие бракуют. Критериальное значение 1,8% получено на основе проведения множественных экспериментов для различных типов деталей и изделий.
В зависимости от вида изделия и технологической операции - сварка, термическая обработка (закалка или отжиг), соединение заклепкой или резьбовое соединение, пайка, напыление, наплавка, упрочнение или снятие напряжений путем механической обработки ультразвуком и т.д. критериальное значение коэффициентов бракованного изделия и соответствующих коэффициентов годного к эксплуатации образца находится в диапазоне от 1,8 до 10,2%.
Измерение величины напряженности магнитного поля изделий можно осуществлять в точках контроля, местоположение которых выбрано совпадающим с местоположением точек контроля образца изделия и с длиной расстояния между отдельными соседними точками контроля, совпадающей с длиной расстояния между соседними точками контроля образца изделия.
Однако, как показали исследования, измерение величины напряженности магнитного поля изделий можно осуществлять и в точках контроля, местоположение которых выбрано отличным от местоположения точек контроля образца изделия и с длиной расстояния между соседними точками контроля, отличной от длины расстояния между отдельными соседними точками контроля образца изделия. Величина погрешности измерений, проведенных при совпадении точек контроля изделия и образца и проведенных при несовпадении точек контроля изделия и образца составляет доли процента. Это показывает, что именно материал и зоны концентраций в нем напряжений являются определяющими при оценке качества изделий, а не месторасположение точек контроля. Необходимым и достаточным условием осуществления способа является равенство длин расстояний между точками контроля вдоль направления измерения. Это позволяет для образца выбирать количество точек контроля большим, чем для самого изделия, за счет чего в последующем увеличивается скорость проведения измерения партий изделий или деталей.
Конкретный диапазон годных изделий легко может быть определен следующим образом.
Например, для сварных соединений на основе механических испытаний многоцикловой нагрузкой до усталостного разрушения и/или отрыва заглушки от трубы по сварному соединению. Количество циклов нагрузки определяется на основе расчетных данных и необходимого срока службы сварного соединения.
Определяют коэффициенты Кин ср, m или p для группы изделий, в которую входят годные и негодные изделия. Затем проводят механические испытания на статическую или циклическую прочность группы изделий. Выявляют по результатам механических испытаний негодные изделия. Измеряют для негодных изделий величины напряженности магнитного поля на их поверхности. Определяют для негодных изделий интервалы значений коэффициентов от средней величины до предельной - от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр, которые принимают за критериальные. При оценке качества изделий, при нахождении величин коэффициентов Кин cp и m или p изделия соответственно в интервалах от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр изделие считают годным к эксплуатации, а при выходе за пределы указанных интервалов изделие бракуют.
Кроме того, диапазон интервалов для упомянутых негодных изделий может быть получен следующим образом. Подвергают образец изделия механическим испытаниям, проводя измерение напряженности магнитного поля в упомянутых точках контроля. В момент времени, отвечающий предельным техническим требованиям к изделию, как описывалось ранее, соответственно определяют предельные коэффициенты Кин ср*пр и m*пр или р*пр, интервалы значений от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр принимают за критериальные при оценке качества самих изделий. При нахождении величин коэффициентов Кин ср и m или pизделия соответственно в интервалах от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр изделие считают годным к эксплуатации, а при выходе за пределы указанных интервалов изделие бракуют.
Кроме того, можно определить коэффициенты Кин ср и m или p для группы изделий. Затем проводят механические испытания на статическую или циклическую прочность группы изделий. Выявляют по результатам механических испытаний негодные изделия. Принимают коэффициенты соответствующие негодным изделиям предельными Кин ср*пр, m*пр, p*пр. После измерения величины напряженности магнитного поля на поверхности изделий для последующих групп изделий при нахождении величин коэффициентов Кин ср и m или p самого изделия последующей группы соответственно в интервалах от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр изделие считают годным к эксплуатации, а при достижении Кин ср*пр, m*пр или выходе за пределы указанных интервалов изделие бракуют. Данный вариант способа определения предельных коэффициентов позволяет очень быстро выявить диапазон коэффициентов годных и негодных изделий и может быть использован для контроля большинства технологических операций.
Пример 2
Контроль качества точечного сварного соединения (фиг.3, 4)
Осуществляют аналогично примеру 1. В этом случае феррозондовый датчик перемещают вдоль линии, проходящей через точки сварки, с фиксированием значений напряженности поля через равные расстояния, в том числе между точками сварки. В результате получают зависимость, график которой представлен на фиг.4.

где Кин ср - среднее значение коэффициента, характеризующего средний уровень остаточных напряжений вдоль линии точек сварки;
|ΔH1|,|ΔH2|,|ΔH3|,|ΔHn| - модуль разности значений магнитного поля соответственно между точками контроля хi+1 и хi, например между последующей по порядку точкой и предыдущей, где i - порядковый номер точки;
n - количество модулей, или количество (n-1) точек контроля хi (количество измерений поля Н вдоль линии, условно расположенной в точках сварки, при этом количество точек контроля выбирают большим, чем число точек сварки);
r - расстояние между точками контроля r=Δх.
Аналогично примеру 1 определяют коэффициент m. Сравнивают коэффициенты Кин ср и m или p с соответствующими коэффициентами Кин ср*, m* или p*, полученными аналогично для образца годного изделия, выполненного из тех же пластин, что и само изделие и с осуществленной над ним той же технологической операцией точечной сварки. При отклонении коэффициентов изделия от соответствующих коэффициентов образца на величину более 3% изделие бракуют.
Более высокая величина отклонения объясняется менее высокими техническими требованиями к точечному сварочному соединению, предъявляемыми техническими условиями.
Конкретные величины допустимых интервалов Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр могут быть получены дополнительными методами аналогично примеру 1.
Пример 3
Контроль качества операции закалки
Пластину подвергают операции закалки, например, для изготовления инструмента. Исследования проводят аналогично примеру 2. В этом случае используют несколько феррозондовых датчиков, расположенных в узлах координатной сетки, или феррозондовый датчик перемещают вдоль параллельных линий по поверхности пластины с фиксированием значений напряженности поля через равные расстояния. В результате получают зависимость, график которой для одного направления (одной параллельной линии канала измерений) представлен на фиг.6.

где Кин ср - среднее значение коэффициента, характеризующего средний уровень остаточных напряжений вдоль направления x;
|ΔH1|,|ΔH2|,|ΔH3|,|ΔHn| - модуль разности значений магнитного поля соответственно между точками контроля хi+1 и хi, например, между последующей по порядку точкой и предыдущей;
n - общее количество модулей (или общее количество точек контроля xi минус одна);
r - расстояние между точками контроля r=Δx.
Аналогично примеру 2 определяют коэффициент m. Сравнивают коэффициенты Кин ср и m или p с соответствующими коэффициентами Кин ср*, m* или p*, полученными аналогично для образца годного изделия, выполненного из того же материала и прошедшего оптимальную закалку. При отклонении коэффициентов изделия от соответствующих коэффициентов образца на величину более 2,6% изделие бракуют.
Более высокая величина отклонения объясняется менее высокими техническими требованиями.
Конкретные величины допустимых интервалов Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр могут быть получены в результате испытаний пластин на прочность, твердость и д.п. аналогично примеру 2 выявлением годных и негодных изделий, а также при предварительном испытании образца годного изделия. При этом можно выбрать пластины, выполненные из того же материала, физико-механические параметры которых находятся на границе допуска. Аналогично для пластин с предельными параметрами можно измерить напряженность нормальной составляющей магнитного поля Н в точках контроля и соответствующие коэффициенты Кин ср*пр, m*пр или p*пр.
Для этого варианта целесообразно, как это описывалось выше, определить коэффициенты Кин ср и m или p для группы изделий. Затем проводят механические испытания на статическую или циклическую прочность группы изделий. Выявляют по результатам механических испытаний негодные изделия. Принимают коэффициенты, соответствующие негодным изделиям, предельными Кин ср *пр, m*пр, p*пр. После измерения величины напряженности магнитного поля на поверхности изделий для последующих групп изделий при нахождении величин коэффициентов Кин ср и m или p самого изделия последующей группы соответственно в интервалах от Кин ср* до Кин ср*пр и от m* до m*пр или от p* до p*пр изделие считают годным к эксплуатации, а при выходе за пределы указанных интервалов изделие бракуют.
На фиг.6 показана характерная зависимость напряженности магнитного поля Н от x для некачественного изделия. Оценка годности изделия проводится в соответствии с ранее изложенным.
Пример 4
При осуществлении над изделием операции обработки ультразвуком, например, для упрочнения изделия, контроль качества изделия осуществляют аналогично примеру 3. Получают зависимости напряженности магнитного поля Н от x, характерная форма которых соответствует фиг.5 и 6.
Как показали исследования, при отклонении упомянутых коэффициентов изделия от соответствующих коэффициентов образца на величину более 2,1% изделие бракуют.
Измерения и определение соответствующих коэффициентов Кин ср*пр, m*пр или p*пр осуществляют аналогично примерам 1, 2, 3.
Понятно, что все приведенные примеры не ограничивают применения заявленного способа для контроля проведения совершенно различных технологических операций. Главное, чтобы технологическая операция приводила к возникновению зон концентраций напряжений, а это происходит практически после выполнения любой технологической операции. Поэтому способ распространим как для контроля качества детали после какой-либо операционной обработки (отдельной технологической операции), так и для контроля окончательно изготовленного изделия, а также для выявления годных и негодных изделий в процессе их эксплуатации или после наработки заданного времени.
Наиболее успешно заявленный способ контроля качества изделий промышленно применим в различных отраслях: в энергетике для контроля технического состояния отдельных деталей и узлов трубопроводных систем и вращающихся механизмов; в нефтяной и газовой промышленности для контроля трубопроводов; в железнодорожном транспорте для контроля частей передвижных средств, а также рельсов; на машиностроительных производствах, как для пооперационного контроля качества изделий, так и после их изготовления, в том числе для контроля остаточных сварочных напряжений и деформаций, а также для контроля нанесения покрытий, контроля термообработки, обработки ультразвуком, для контроля качества заклепочных соединений, уровня затяжки болтовых соединений и т.п.
Изобретение относится к способам контроля остаточных напряжений в сварных соединениях и изделиях из ферромагнитных и парамагнитных материалов с осуществленными над ними различными технологическими операциями и может быть использовано в различных отраслях техники в качестве метода неразрушающего контроля. Сущность: способ включает измерение величины напряженности магнитного поля на поверхности изделия, по которой определяют величину остаточных напряжений, действующих в направлении, совпадающем с направлением измеренного магнитного поля. Выбирают на поверхности изделия точки контроля. Измеряют напряженности магнитного поля в точках контроля и определяют величины модулей разности значений напряженности магнитного поля в точках контроля. Определяют среднее значение коэффициента Кин ср, характеризующего средний уровень остаточных напряжений. Определяют минимальный коэффициент Кин min путем деления минимальной величины модуля на расстояние между двумя точками контроля и соответственно - максимальный коэффициент Кин max. Определяют коэффициент m = Кин min/Кин max или р = Кин max/Кин min. Сравнивают коэффициенты Кин ср, m или р с соответствующими коэффициентами Кин ср*, m* или р*, полученными аналогично для образца годного изделия. При заданном отклонении коэффициентов изделия от соответствующих коэффициентов образца изделие бракуют. Технический результат: повышение эффективности контроля. 7 з.п. ф-лы, 6 ил.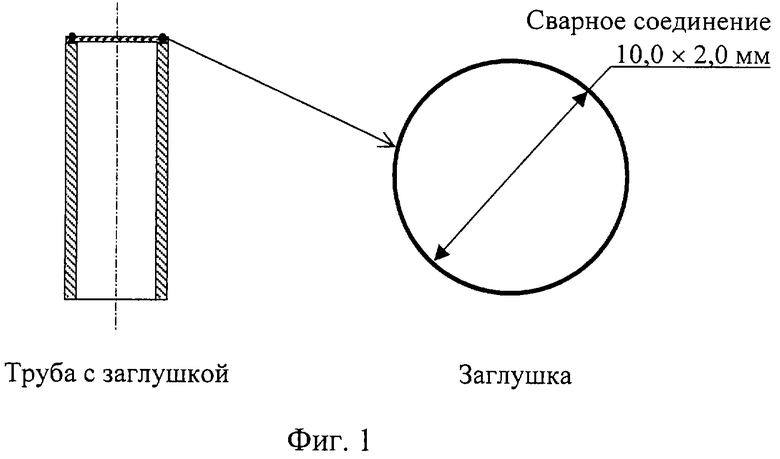
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ИЗДЕЛИЯ ПО МАГНИТНЫМ ПОЛЯМ РАССЕЯНИЯ | 2000 |
|
RU2173838C1 |
| Способ определения эксплуатационной стойкости труб из ферромагнитных материалов | 1989 |
|
SU1693523A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

