Изобретение относится к черной металлургии и может быть использовано для внепечного (ковшевого) раскисления, рафинирования и модифицирования стали.
Известен способ раскисления и модифицирования стали, который заключается в том, что при окончательном раскислении и модифицировании ферротитаном, силикокальцием и ферробором в начале выпуска металла в ковш сначала вводят ферротитан в количестве 3,7-7,4 кг/т стали, а затем ферробор совместно с силикокальцием в количестве 0,1-0,29 и 1,0,-2,5 кг/т стали соответственно (см. авт.св. СССР 109446, С 21 С 7/06).
Однако применение данного метода не обеспечивает необходимого одновременного раскисления, модифицирования и рафинирования стали. Причем исходная сталь должна содержать минимальное количество серы во избежание образования сульфидов титана неблагоприятной формы, которые резко снижают свойства. Не достигается также у сталей высоких значений износостойкости.
Наиболее близким по технической сущности к предлагаемому способу является способ внепечного рафинирования и модифицирования стали смесью, включающей, мас. %: плавиковый шпат 1-5, карбонаты редкоземельных элементов 15-25, силикокальций - остальное (см. авт.св. СССР 1289893, С 21 С 7/00).
Недостатком данного способа является невысокая рафинирующая и модифицирующая способность смеси. Данная смесь недостаточно полно рафинирует расплавы сталей от неметаллических включений и газов, особенно сульфидов пленочного вида и водорода. Кроме того, обработка расплавов известной смесью не обеспечивает высоких значений трещиноустойчивости и хладостойкости сталей, не способствует измельчению зерна и повышению износостойкости.
Технической задачей изобретения является повышение литейных (жидкотекучесть, трещиноустойчивость) и механических (прочность, износостойкость, хладостойкость) свойств сталей различных структурных классов.
Указанная задача решается тем, что в способе внепечной обработки стали, включающем рафинирование и модифицирование стали щелочно-земельными металлами в ковше, в отличие от прототипа, щелочно-земельные металлы вводят в расплав стали в виде природного минерала барий-стронций-кальциевого карбоната в количестве 4,0-7,0 кг/т стали.
Перед выпуском расплавленного металла в ковш его, как обычно, обрабатывают слабыми раскислителями. После этого металл начинают сливать в ковш, в который загружен карбонат фракцией до 50 мм перед постановкой ковша на подогрев.
Средний минеральный состав природного барий-стронций-кальциевого карбоната: бенстонит (Ва, Sr, Ca) СО3 - 60-90%; полевой шпат - 3-15%; пироксен - 3-15% и кварц - остальное. Средний химический состав карбоната в мас.%: SiO2 - 24,8; TiO2 - 0,9; Аl2О3 - 2,9; Fе2O3 - 4,0; MnO - 0,2; MgO - 0,9; CaO - 21,5; BaO - 16,0; SrO - 6,3; К2O - 3,0; Na2O - 1,5; CO2 - 18,0.
Улучшение структуры и свойств сталей достигается за счет рафинирующе-модифицирующего действия карбоната: снижается загрязненность сталей неметаллическими включениями, особенно сульфидными, их размеры становятся меньше, а форма - близкой к глобулярной, практически исчезают их пограничные выделения; существенно измельчается зерно до 6-7 баллов по эталонной шкале ГОСТа 5639-82; изменяется морфология карбидной фазы; карбиды становятся менее разветвленными в металлической матрице.
Введение в расплавы сталей барий-стронций-кальциевого карбоната сопровождается их интенсивным перемешиванием вследствие выделения пузырьков СО2. Это усиливает эффект рафинирования сталей от неметаллических включений и газов, особенно водорода, а также усредняет расплавы по температуре и химическому составу.
В процессе кристаллизации важное значение имеют адсорбционные явления, связанные с наличием поверхностно-активных примесей. Адсорбированные вещества понижают межфазовую поверхностную энергию, изменяя параметры кристаллизации. Это оказывает большое влияние на формирование самого кристалла, характер пограничных фаз, форму и распределение неметаллических включений. Понижение поверхностного натяжения на границе расплав - кристалл связано с обогащением поверхностного слоя активными элементами (S, O, P, N) или образованием на поверхности пленки FeO, AIN, MnS и др. Рафинирование и модифицирование позволяют эффективно воздействовать на процесс адсорбции за счет удаления вредных примесей и газов, изменения характера кристаллизации и перераспределения кристаллизующих фаз и их количества. Поэтому обработка сталей барий-стронций-кальциевым карбонатом существенно повышает их жидкотекучесть, трещиноустойчивость, прочность, износостойкость и хладостойкость. Достигаемое уменьшение размеров дендритных кристаллов и зерна при введении в сталь высокоактивных элементов в составе карбоната сопровождается увеличением межзеренной поверхности, уменьшением удельной пограничной концентрации примесей. Это благоприятно сказывается на свойствах.
Другим существенным достоинством предлагаемого способа является то, что карбонат является природным минералом, который уже содержит в себе высокоактивные элементы - рафинизаторы и модификаторы: барий, стронций, кальций, титан, магний, калий, натрий. Поэтому этот материал может служить заменителем дорогих и дефицитных искусственных лигатур и ферросплавов, которые применяют для обработки расплавов сталей, в частности ферроцерия, силикокальция, силикобария и др.
Введение в сталь барий-стронций-кальциевого карбоната менее 4 кг/т не обеспечивает глубокого ее рафинирования и модифицирования, что не способствует достижению высоких значений вышеуказанных свойств.
При введении в сталь барий-стронций-кальциевого карбоната более 7 кг/т в ней происходят процессы вторичного окисления, что отрицательно сказывается на свойствах.
Введение в расплав барий-стронций-кальциевого карбоната в количестве 4-7 кг/т увеличивает жидкотекучесть сталей за счет того, что при рафинировании и модифицировании происходит изменение закономерности кристаллизации, в частности уменьшение величины кристаллов. Сочетание такого фактора с рафинирующим действием кальций-барий-стронциевого карбоната обеспечивает прирост не только жидкотекучести, но и трещиноустойчивости сталей.
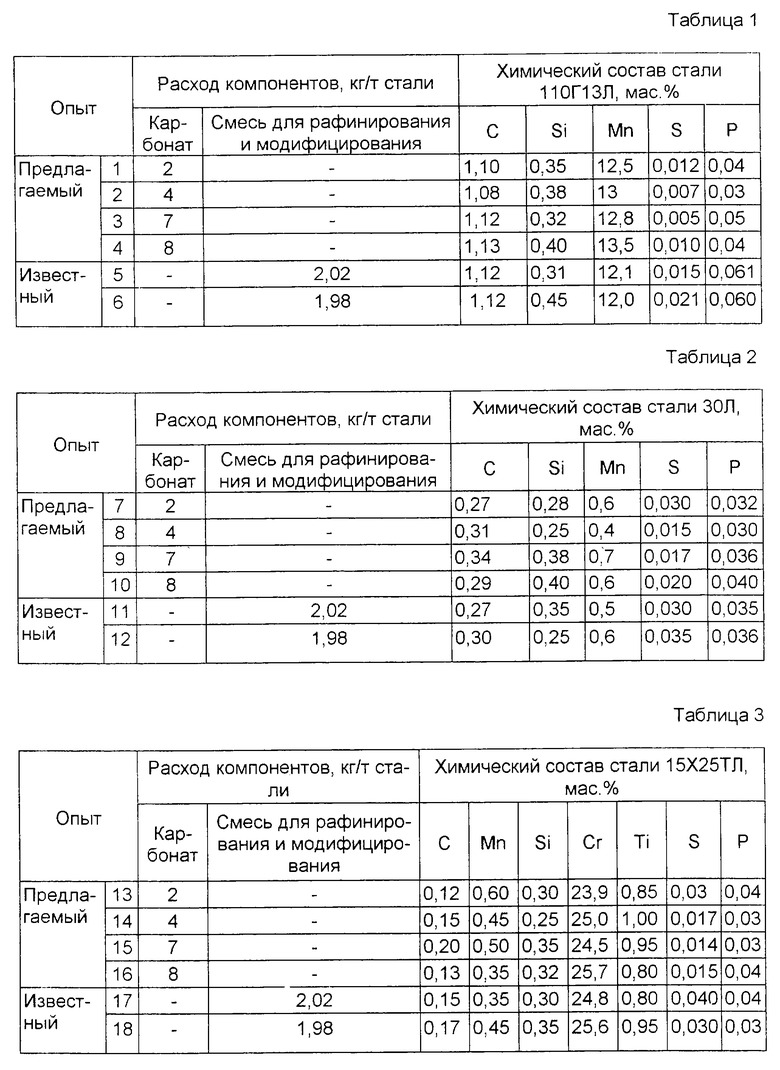
Пример. Проводили рафинирования и модифицирования в ковше пяти составов сталей различных структурных классов: 110Г13Л - аустенитного класса, 15Х25ТЛ - ферритного класса, 30Л, 25Х1МФ1РТЛ и 40ХН2МЛ - перлитного класса.
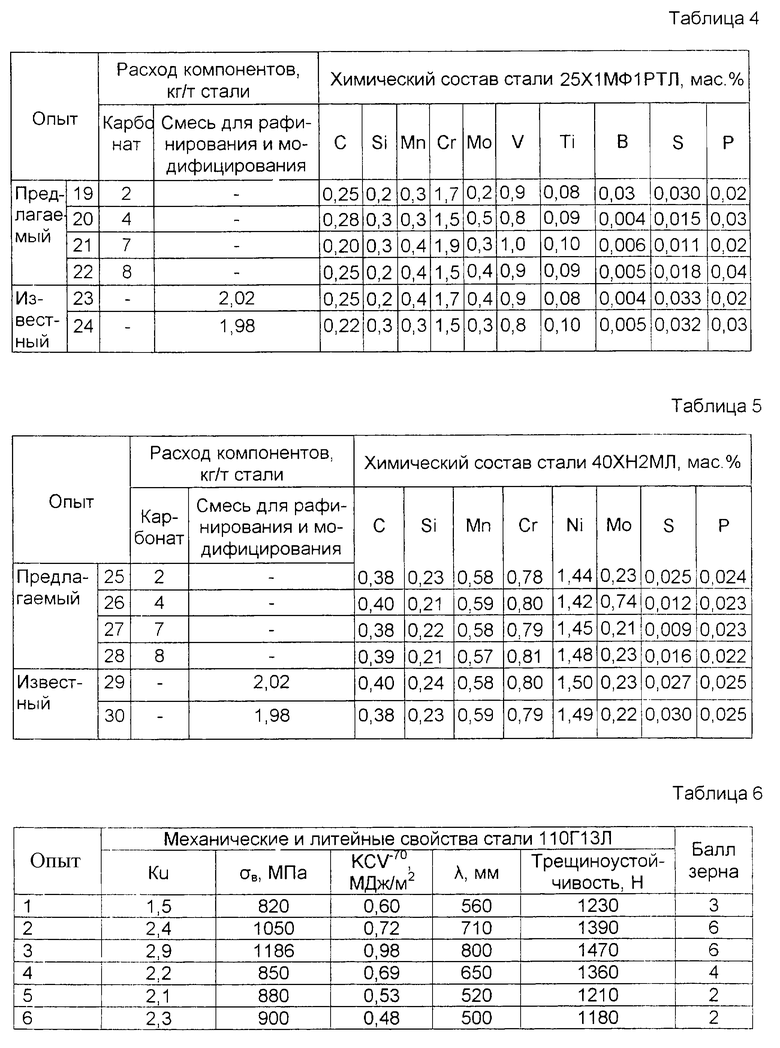
В индукционной тигельной печи с основной футеровкой емкостью 60 кг выплавляли опытные составы сталей 110Г13Л, 15Х25ГЛ, 30Л, 25Х1МФ1РТЛ, 40ХH2МЛ по стандартной технологии. Для обработки стали в ковше использовали природный минерал: барий-стронций-кальциевый карбонат по расчету на заданное его содержание и выходящие за предлагаемые пределы. В табл.1-5 приведены химические составы сталей и количество вводимого барий-стронций-кальциевого карбоната, а в табл.6-10 - показатели свойств сталей. Карбонат применяли следующего состава, мас.%: бенстонит (Ва, Sr, Са) СО3 - 80%, полевой шпат - 10%, пироксен - 6%, кварц - 4%. Причем перед сливом металла в ковш в последний загружали карбонат фракции 35 мм и подогревали ковш до 500-600oС.
Химический состав опытных сталей следующий, мас.%:
110Г13Л: С= 1,0÷1,2; Мn= 11,5÷14,5; Si= 0,4÷0,8; S= 0,020÷0,025; Р= 0,03÷0,05;
30Л: С=0,27÷0,35; Мn=0,4÷0,9; Si=0,20÷0,42; S=0,025÷0,040; Р=0,03÷0,04;
15Х25ТЛ: С= 0,12÷0,20; Мn= 0,30÷0,75; Si= 0,20÷0,42; S=0,025÷0,04; Р= 0,03÷0,04; Cr=24,0÷26,0; Ti=0,8÷1,0;
25Х1МФ1РТЛ: С= 0,25÷0,30; Мn= 0,30÷0,40; Si=0,20÷0,35; Cr=1,5÷1,9; Мо= 0,20÷0,60; V= 0,80÷1,00; Ti= 0,08÷0,10; В=0,003÷0,006; S=0,025÷0,030; Р= 0,03÷0,05;
40ХН2МЛ: С= 0,37÷0,44; Мn= 0,50÷0,80; Si=0,17÷0,37; Cr=0,60÷0,90; Ni= 1,25÷1,65; Мо=0,15÷0,25; S≤0,025; Р≤0,025.
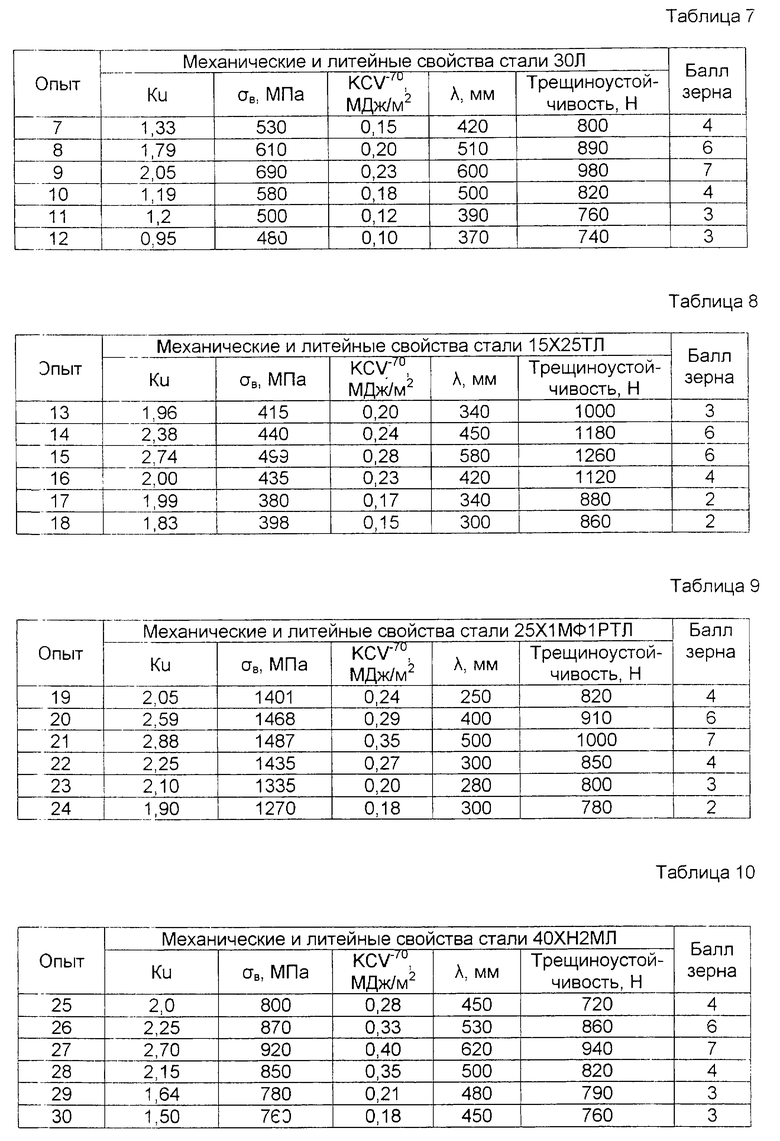
Для изучения структуры и механических свойств сталей заливали трефовидные пробы согласно ГОСТа 977-88. Предел прочности (σв) определяли по ГОСТ 1497-84 на образцах диаметром 10 мм и расчетной длиной 50 мм. Ударную вязкость при температуре испытания -70oС определяли согласно ГОСТ 9454-78 на образцах типа II с V-образным надрезом (KCV-70), которые являлись мерой оценки хладостойкости сталей, т.к. известно, что чем больше значение ударной вязкости при отрицательных температурах, тем выше хладостойкость.
Износостойкость (Кu) определяли согласно ГОСТ 23.208-79. Испытания проводили на установке, на которой при одинаковых условиях и постоянной нагрузке производили трение образцов из исследуемых и эталонных материалов об абразивные частицы, которые подаются в зону трения и прижимаются к образцу вращающимся резиновым роликом. В качестве абразива применяли электрокорунд зернистостью 16П по ГОСТ 3647-71 с относительным содержанием влаги не более 0,15%. Износостойкость исследуемых образцов оценивали путем сравнения их износа с износом эталона. Износ определяли путем взвешивания образцов до и после испытания с погрешностью не более 0,0001 г. По результатам взвешивания определяли значение потери массы эталона  и образцов из исследуемых сталей
и образцов из исследуемых сталей  Относительную износостойкость определяли по формуле
Относительную износостойкость определяли по формуле
где Pэ и Рu - плотности эталонного и исследуемого материалов, г/см3;
Nэ и Nu - количество оборотов ролика при испытании эталонного и исследуемого материалов.
Для исследования трещиноустойчивости заливали специальные образцы размером 30•30•305 мм с прибылью посредине, которые в процессе охлаждения и затвердевания претерпевают затрудненную усадку, создаваемую как постоянной, так и переменной нагрузками. Момент образования горячих трещин определяется по показаниям стрелки индикатора. Наличие трещин контролируется затем визуально по излому образца. Для определения минимальной нагрузки, вызывающей в образце образование горячей трещины, первоначально на одном из образцов создается нагрузка, заведомо недостаточная для образования горячей трещины. На втором образце создается нагрузка, вызывающая трещину. При последующих опытах разница между этими нагрузками последовательно уменьшается до такой критической величины, выше которой трещина образуется, а ниже не образуется. Такая минимальная нагрузка характеризует уровень трещиноустойчивости стали. Чувствительность прибора 10Н.
Жидкотекучесть определяли при помощи пробы со спиральным каналом по ГОСТ 16438-70. Свойство стали оценивали длиной залитого полностью спирального измерительного канала.
Балл зерна определяли методом сравнения с эталонными шкалами, приведенными в приложении к ГОСТу 5639-82.
Свойства сталей определяли после термической обработки трефовидных проб согласно ГОСТ 977-88 и 4543-71 по следующим режимам:
Ст. 110Г13Л - закалка в воде с 1070oС;
Ст. 30Л - закалка в масле с 880oС, отпуск 650oC, воздух;
Ст. 15Х25ТЛ - нормализация с 1100oС, воздух;
Ст. 25Х1МФ1РТЛ - закалка в масле с 900oС, отпуск 650oС, воздух;
Ст. 40ХН2МЛ - закалка c 860oС в масле, отпуск 620oC, воздух.
Из табл. 6-10 видно, что стали, обработанные по предлагаемому способу, существенно превосходят по механическим и литейным свойствам стали, обработанные по способу-прототипу.
Использовать составы сталей, обработанных барий-стронций-кальциевым карбонатом в количествах, выходящих за заявляемые минимальные (составы 1, 7, 13, 19, 25) и максимальные (составы 4, 10, 16, 22, 28) значения, нецелесообразно, т.к. в этих случаях у сталей наблюдается уменьшение механических и литейных свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИКАТОР С РАФИНИРУЮЩИМ ЭФФЕКТОМ | 2007 |
|
RU2364649C1 |
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ И ЦВЕТНЫХ СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2502808C1 |
| Способ внепечной обработки литой стали | 1989 |
|
SU1693082A1 |
| СМЕСЬ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ СТАЛИ И ЧУГУНА | 2015 |
|
RU2588932C1 |
| СПОСОБ ДВОЙНОГО ЛЕГИРОВАНИЯ И НАНОФАЗНОГО МОДИФИЦИРОВАНИЯ СТАЛИ АТОМАРНЫМ АЗОТОМ | 2013 |
|
RU2639749C2 |
| СПОСОБ ВЫПЛАВКИ НИЗКОУГЛЕРОДИСТОЙ ВАНАДИЙСОДЕРЖАЩЕЙ СТАЛИ ПОВЫШЕННОЙ ПРОЧНОСТИ И ХЛАДОСТОЙКОСТИ | 2000 |
|
RU2186125C2 |
| МОДИФИЦИРУЮЩАЯ СМЕСЬ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2014 |
|
RU2567928C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ В ЭЛЕКТРОПЕЧАХ | 1999 |
|
RU2197539C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДШИПНИКОВОЙ СТАЛИ | 2001 |
|
RU2200198C2 |
| НАПОЛНИТЕЛЬ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2010 |
|
RU2443785C1 |
Изобретение относится к металлургии, а именно к внепечному рафинированию и модифицированию стали. Технический результат - повышение литейных и механических свойств, хладостойкости и износостойкости стали. В расплав стали в начале выпуска ее в ковш вводят щелочно-земельные металлы в виде природного минерала барий-стронций-кальциевого карбоната в количестве 4,0-7,0 кг/т стали. 10 табл.
Способ внепечной обработки стали, включающий ее рафинирование и модифицирование щелочно-земельными металлами, отличающийся тем, что щелочно-земельные металлы вводят в расплав стали в виде природного минерала барий-стронций-кальциевого карбоната в количестве 4,0-7,0 кг/т стали.
| GB 1559964, 30.01.1980 | |||
| СИММЕТРИРУЮЩЕЕ УСТРОЙСТВО | 1991 |
|
RU2020663C1 |
| Модифицирующая смесь | 1977 |
|
SU740837A1 |
| US 4765830, 23.08.1988 | |||
| Способ модифицирования и раскисления азотосодержащих сталей и сплавов | 1975 |
|
SU582301A1 |
| Смесь для легирования и модифицирования стали | 1984 |
|
SU1266877A1 |
| SP 57013116, 23.01.1982 | |||
| КОМПЛЕКСНАЯ ДОБАВКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 1997 |
|
RU2125101C1 |

