Предлагаемое изобретение относится к области металлургии, а именно к получению изделий из жаропрочных деформируемых дисперсионно-твердеющих никелевых сплавов высоконагруженных деталей, работающих при температурах выше 600oС, в частности дисков ГТД.
Сплавы, из которых получают изделие, представляют собой многокомпонентные системы на основе никеля, упрочняемые более 40% γ′ фазы-интерметаллида на основе Ni3Al. При производстве деформированных полуфабрикатов из таких материалов важнейшими научно-практическими задачами являются повышение уровня и однородности свойств, улучшение технологичности и коэффициента использования металла. Решение этих задач, например, для деталей авиационных ГТД позволит снизить их стоимость и улучшить характеристики и надежность летательных аппаратов.
В настоящее время известны способы производства изделий из жаропрочных никелевых сплавов, позволяющие добиться высокого уровня их свойств и надежности. Для дисков ГТД используют технологии с применением слитка или заготовки полученной гранульной металлургией.
Известен процесс изготовления металлургией гранул дисков и валов для ГТД включающий:
- производство слитков вакуумно-индукционной выплавкой;
- плазменную плавку и центробежное распыление заготовок на гранулы;
- рассев гранул по крупности;
- сепарацию их от инородных частиц;
- дегазацию гранул и герметизацию в капсулах;
- горячее изостатическое прессование;
- термическую обработку изделия (Г.Гарибов, А.Казберов "ВИЛС: технологии XXI века" /АВИА панорама, 2001, 5-6, с. 38-39).
Заготовка никелевого жаропрочного сплава, полученная из порошка или Спрей методом, может подвергаться горячей экструзии (ЕР 0726333, патенты США 6059904, 6063212, 5143563, 5080734).
Однако технологии, связанные с порошковой (гранульной) металлургией дороги и, по сравнению с деформацией слитка, обеспечивают меньший ресурс и надежность высоконагруженных ответственных деталей ГТД, в частности дисков турбины, особенно, при рабочих температурах выше 650oС.
Известны способы получения заготовок лопаток и частей соплового аппарата из жаропрочных никелевых сплавов с направленной или моноструктурой (патенты США 3680028, 3763926, 5309976).
По сравнению с равноосной кристаллизацией они позволяют уменьшить размеры дендритов и эвтектических γ′ частиц, снизить ликвацию легирующих элементов, повысив тем самым свойства литого металла. Эти процессы применяются для литых деталей ГТД, но не используются в технологиях получения деформированных изделий-дисков или валов.
Известен метод производства тонкого листа из монокристалла жаропрочного никелевого сплава горячей многократной прокаткой с промежуточными отжигами (патент США 5665180).
Однако для изготовления массивных изделий, в частности дисков ГТД, этот метод не пригоден.
Для получения дисков из никелевых жаропрочных сплавов широко применяют способы, в которых для деформации используется слиток вакуумной индукционной выплавки с последующим вакуумным дуговым переплавом (ВИ+ВД). Для того, чтобы получить заготовку с равномерным рекристаллизованным зерном, обладающую повышенной пластичностью, слиток многократно деформируют, уменьшая его поперечные размеры прессованием (экструзией) или ротационной ковкой. Далее проводят многократную деформацию теперь уже для увеличения диаметра (ЕР 0248757, США 5120373, 5693159).
Такой процесс требует применения крупногабаритного и энергоемкого оборудования. При производстве дисков большого размера использование экструдированной заготовки затруднено в связи с ее малым диаметром по отношению к массе, что приводит к появлению дополнительных операций подпрессовки.
Наиболее близким к предлагаемому изобретению является способ изготовления дисков из высоколегированных жаропрочных никелевых сплавов, взятый в качестве прототипа (а.с. СССР 1637360, 1992, БИ 21).
Способ включает:
- вакуумно-индукционную выплавку;
- получение заготовки под деформацию диаметром 320 мм вакуумным дуговым переплавом;
- гомогенизирующий отжиг при температуре на 20-30oС выше полного растворения γ′ фазы (Т. п.р.γ′) в течение 4-8 часов, с охлаждением с печью до температуры максимальной коагуляции γ′ фазы, далее на воздухе;
- предварительную деформацию прессованием (экструзией) на пруток со степенью 65-75% при температуре ниже Тп.р.γ′ на 40-60oС с последующей подпрессовкой в закрытом контейнере со степенью 35-50% при температуре ниже Тп. р.γ′ на 60-80oС;
- окончательную деформацию совмещением осадки и штамповки при температуре ниже Тп.р.γ′ на 40-60oС со степенью 75-85%.
- термическую обработку, состоящую из предварительного отжига при температуре ниже Тп.р.γ′ на 100-130oС, обработки на твердый раствор при температуре в интервале Tп.р.γ′±10°C с регламентированным охлаждением и последующего старения.
Недостатками способа прототипа является невозможность обеспечения требуемой однородности и уровня свойств изделия, низкий коэффициент использования металла и высокая трудоемкость получения изделий из-за:
- применения метода выплавки (ВИ+ВД), не обеспечивающего достаточной однородности структуры и химического состава сплава, что является причиной появления дополнительной операции для проработки заготовки - прессования;
- определения верхнего предела температуры гомогенизационного отжига относительно температуры растворения γ′ фазы (Tп.р.γ′+30°C), что для сплавов с Тп.р.γ′ выше 1220oС может привести к оплавлению металла по границам зерен. Например, у дискового экспериментального сплава ВЖ137-ИД Tп.р.γ′ = 1230°C, а неравновесный солидус литого материала дугового переплава равен 1255oС. Поэтому, при нагреве выше Tп.р.γ′+25°C происходит резкое снижение технологических свойств сплава.
Технической задачей предлагаемого изобретения является повышение гарантированного уровня и однородности свойств ответственных изделий горячего тракта ГТД, снижение коэффициента использования металла и трудоемкости при их изготовлении.
Для достижения поставленной задачи предложен способ получения изделий из жаропрочного никелевого сплава, в частности дисков турбин, включающий вакуумно-индукционную выплавку, получение заготовки под деформацию, гомогенизирующий отжиг, предварительную деформацию, окончательную деформацию и термическую обработку, отличающийся тем, что получение заготовки под деформацию осуществляют направленной кристаллизацией в керамической форме постоянного сечения с градиентом температуры на фронте затвердевания 20-200oС/см, а предварительную деформацию заготовки осуществляют осадкой за два или более раза с суммарной степенью деформации не менее 55% и с промежуточным(и) отжигом(ами).
Гомогенизирующий отжиг проводят при температуре выше T.п.р.γ′-10°C, но ниже Tsol с последующим охлаждением до 900-1000oС со скоростью меньше или равной 55oС/час, где Т.п.р.γ′ - температура полного растворения γ′ фазы, а Tsol - температура неравновесного солидуса никелевого сплава.
Предварительную деформацию и промежуточный(е) отжиг(и) проводят в интервале температур (T.п.р.γ′-80°C-T.п.р.γ′+10°C).
Окончательную деформацию осуществляют в интервале температур (T.п.р.γ′-100°C-T.п.р.γ′-20°C).
Отношение высоты к диаметру исходной заготовки составляет не менее 2:1.
При отношении высоты к диаметру заготовки менее 2,5:1 предварительную деформацию осуществляют осадкой на гладких бойках.
При отношении высоты к диаметру заготовки более 2,5:1, в процессе предварительной деформации дополнительно проводят осадку в контейнере.
Предварительную и окончательную деформацию проводят в изотермических условиях.
Термическую обработку проводят путем предварительного отжига в интервале температур 900-1100oС, обработки на твердый раствор с регламентированным охлаждением, обеспечивающей структуру со средним размером зерен 80-120 мкм и старения в интервале температур 650-1050oС.
В металлургии жаропрочных никелевых сплавов для получения слитков (и в способе прототипа), использующихся в качестве заготовок для производства крупногабаритных изделий, в том числе дисков ГТД, наиболее широко применяется вакуумно-индукционная выплавка, с последующим вакуумно-дуговым переплавом (так называемый "дуплекс процесс"). Сложный химический состав современных деформируемых сплавов, содержащих более 40% γ′ фазы приводит к сильной ликвации компонентов в слитке. В междендритных областях выделяются фазы эвтектического происхождения, среди которых крупные γ′ частицы. Здесь неравновесный солидус наиболее низок и при отжиге весьма вероятно оплавление и значительное снижение свойств металла. Кроме того, неоднородность химического состава может являться причиной трещин при обработке давлением. После выплавки и переплава необходима механическая обработка заготовок: обрезка прибыльной и донной части и обточка. При этом теряется до 60% металла.
Существенным отличием предлагаемого способа является получение заготовки под деформацию направленной кристаллизацией с градиентом температуры на фронте затвердевания от 20 до 200oС/см. По сравнению с вакуумно-дуговым переплавом структура такой заготовки совершеннее: снижается пористость и дендритная ликвация.
В итоге не только повышается уровень и однородность свойств изделия, но и появляется возможность упростить процесс обработки, снизить его трудоемкость и потери металла из-за:
- применения при направленной кристаллизации керамической формы, внутренний размер которой соответствует размеру заготовки;
- значительного уменьшения или полного исключения обрезки и обточки после вакуумно-индукционной выплавки из-за снижения требований к шихтовой заготовке, по сравнению с электродом для дугового переплава;
- уменьшения или исключения обрезки и обточки после направленной кристаллизации в связи с хорошим качеством образующей поверхности и дна слитка из-за применения керамической формы и отсутствия усадочной раковины;
- исключения технологических операций с уменьшением диаметра заготовки для проработки структуры слитка.
Градиент температуры на фронте кристаллизации менее 20oС/см не обеспечивает требуемой однородности слитка по химическому составу, более 200oС/см - трудно достижим для крупных заготовок, снижает производительность процесса, не улучшая свойств сплава.
Гомогенизирующий отжиг слитка при температуре выше T.п.р.γ′-10°C, но ниже Tsol и охлаждение до 1000-900oС со скоростью меньше или равной 55oС/час обеспечивает выравнивание химического состава сплава с полным или частичным растворением крупных эвтектических γ′ частиц. Ограничение температуры отжига неравновесным солидусом литого материала, который может быть определен для конкретного сплава, позволяет избежать локального оплавления. Охлаждение со скоростью меньше или равной 55oС/час не допускает термического растрескивания и обеспечивает пластичность сплава при дальнейшей деформации за счет коагуляции частиц γ′ фазы. При проведении отжига ниже T.п.р.γ′-10°C не достигается выравнивание химического состава сплава и требуемая степень коагуляции γ′ частиц. Температура выше или равная Tsol приводит к значительному снижению свойств сплава. При охлаждении со скоростью более 55oС/час возможно возникновение термических трещин.
Предварительная деформация осадкой в интервале температур (T.п.р.γ′-80°C-T.п.р.γ′+10°C) за два или более раза с суммарной степенью не менее 55%, с промежуточным(и) отжигом(ами) обеспечивает трансформацию исходной дендритной структуры в рекристаллизованную по всему объему металла, что гарантирует однородность свойств изделия после проведения остальных операций. В указанном интервале температур слитки жаропрочных никелевых сплавов с более 40% γ′ фазы проявляют наибольшую пластичность. В результате предварительной деформации формируется заготовка, обладающая равномерной структурой и повышенной пластичностью. Проведение деформации при температуре ниже или выше указанных пределов приведет соответственно к растрескиванию или неконтролируемому росту зерна в определенных участках заготовки.
Предварительная деформация осадкой на гладких бойках, при исходной заготовке с отношением высоты к диаметру не менее 2:1 обеспечивает равномерную проработку всего объема металла. Если отношение меньше 2:1 остаются участки сплава, где сохраняется литая структура, что приводит к снижению свойств изделия.
При отношении высоты к диаметру исходной заготовки более 2,5:1, в процессе предварительной деформации дополнительно проводят осадку в контейнере, что обеспечивает ее устойчивость в процессе обработки.
Окончательная деформация осадкой и штамповкой в интервале температур (T.п.р.γ′-100°C-T.п.р.γ′-20°C) обеспечивает получение требуемой формы, размеров и свойств изделия. В указанном интервале температур реализуется наибольшая пластичность предварительно деформированного металла и сохраняется равномерная структура с размером зерна менее 20 мкм. Это обеспечивает равномерность структуры при дальнейшей термической обработке, а значит и однородность свойств изделия. Проведение обработки давлением при температуре ниже или выше указанных пределов приведет соответственно к повышению усилий деформирования или возникновению трещин.
Предварительная и окончательная деформация проводится в изотермических условиях, т. к. жаропрочные никелевые сплавы, упрочняемые более 40% γ′ фазы очень чувствительны к снижению температуры из-за распада твердого раствора. Если в процессе обработки давлением происходит захолаживание поверхности заготовки, то в этих местах возникают трещины. Постоянная температура деформации обеспечивается термической изоляцией заготовки или применением прессов со специальным оборудованием.
Термическая обработка по указанному режиму необходима, так как придает материалу требуемый комплекс эксплуатационных свойств. Предварительный отжиг после окончательной деформации проводят для снижения и выравнивания внутренних напряжений и коагуляции упрочняющей γ′ фазы. Только температура ниже начала рекристаллизации - от 900 до 1100oС, в зависимости от состава сплава, обеспечивает равномерность роста зерен - кристаллов матрицы по всему объему деформированной заготовки в дальнейшем. В результате обработки на твердый раствор в изделии из жаропрочного никелевого сплава формируется равномерная микроструктура с зернами размером 80-120 мкм. Скорость охлаждения должна быть регламентирована, и строго контролироваться, что обеспечит выделение частиц γ′ фазы требуемой формы и размеров. При одинарном или многократном старении в интервале температур 650-1050oС выделяются карбиды и бориды по границам зерен, проходят процессы коагуляции частиц γ′ фазы. В результате изделие из сплава приобретает необходимые свойства. Проведение термической обработки по иным режимам не обеспечивает нужный размер и равномерность зерен и γ′ фазы, и приводит к снижению свойств изделия.
Пример осуществления
Для практического осуществления изобретения были выбраны сплавы для дисков турбин ЭК151 (ЭК79У) и ЭК79, содержащие 43-45% γ′ фазы с температурой ее полного растворения 1140 и 1130oС соответственно и температурой неравновесного солидуса литого материала 1280oС.
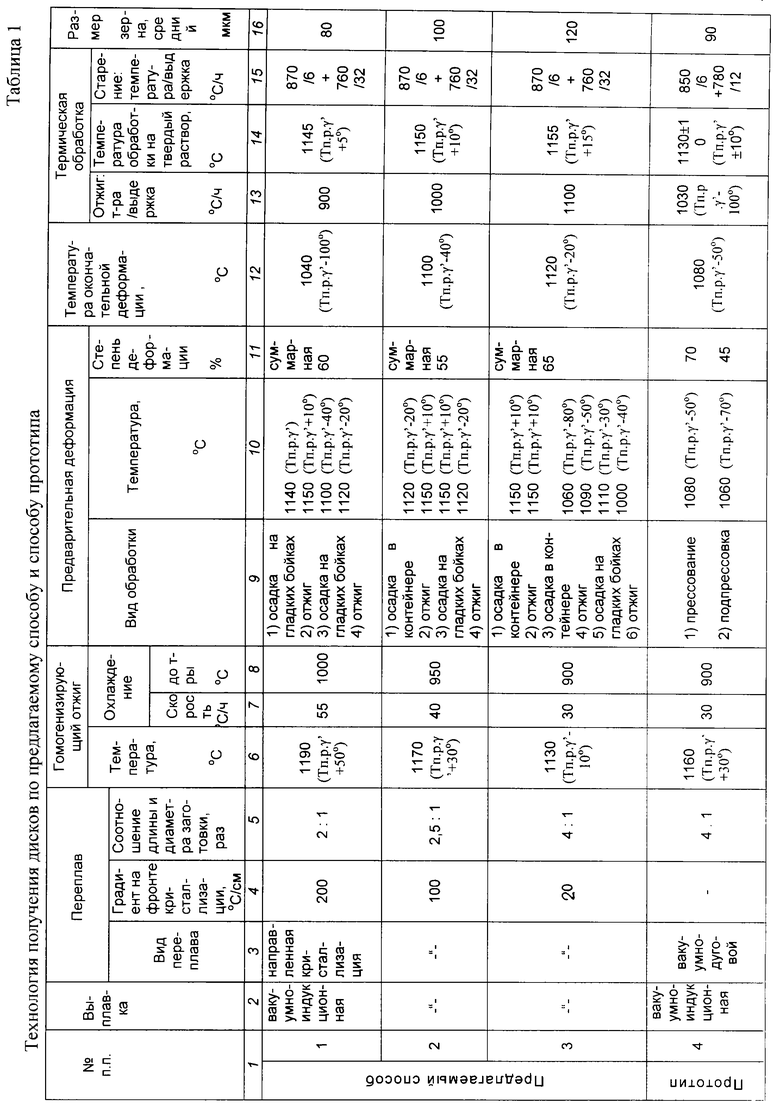
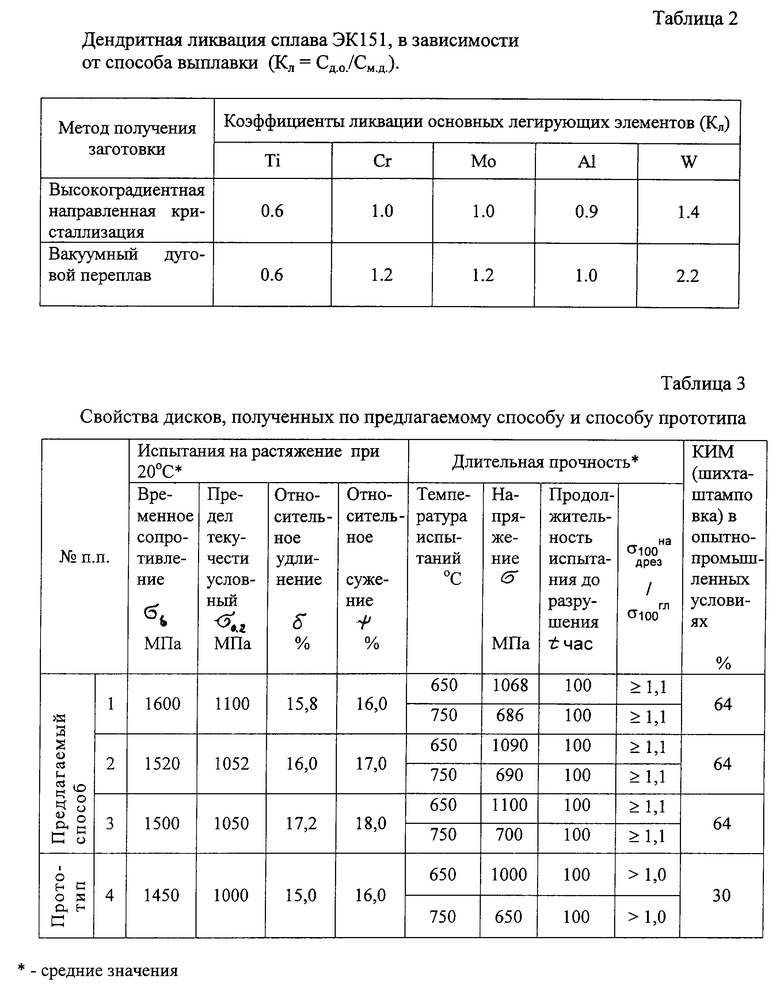
Сплавы ЭК151 и ЭК79 выплавляли в вакуумной индукционной печи. Далее получали заготовки под деформацию и изделия - штамповки дисков. Параметры технологии изготовления штамповок дисков представлены в таблице 1, где п.п.1-3 - предлагаемый способ для сплава ЭК151, а п.4 - способ прототипа - для сплава ЭК79. В таблице 2 представлены данные по дендритной ликвации основных легирующих элементов сплава ЭК151, для разных методов выплавки, где Сд.о. - концентрация элемента в оси дендрита, а См.д. - концентрация элемента в междендритном пространстве.
Из штамповок дисков изготавливались образцы и проводились испытания кратковременных свойств при комнатной температуре и длительных при 650 и 750oС. В таблице 3 представлены механические свойства дисков, полученных по предлагаемому способу и способу прототипа. σ
Таким образом, предлагаемый способ получения изделия из жаропрочного никелевого сплава позволяет повысить свойства изделия, повысить КИМ и упростить процесс обработки, снизив энергетические затраты на его проведение. Изделия, полученные этим способом, имеют повышенный ресурс и надежность и могут быть использованы в перспективных газотурбинных двигателях нового поколения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2009 |
|
RU2387733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404283C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ СЛИТКОВ ВЫСОКОГРАДИЕНТНОЙ КРИСТАЛЛИЗАЦИИ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2389822C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2285736C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ВЫСОКОЛЕГИРОВАННОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256721C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2000 |
|
RU2190686C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ЖАРОПРОЧНОГО МОНОКРИСТАЛЛИЧЕСКОГО НИКЕЛЕВОГО СПЛАВА | 2003 |
|
RU2230821C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОКОНТУРНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404282C1 |
Изобретение относится к металлургии, а именно к получению изделий из жаропрочных деформируемых дисперсионнотвердеющих никелевых сплавов, работающих при температурах выше 600oС, в частности дисков ГТД. Предложен способ получения изделия из жаропрочного никелевого сплава, включающий вакуумно-индукционную выплавку, получение заготовки под деформацию, гомогенизирующий отжиг, предварительную деформацию, окончательную деформацию и термическую обработку, при этом получение заготовки под деформацию осуществляют направленной кристаллизацией в керамической форме постоянного сечения с градиентом температуры на фронте затвердевания 20-200oС/см, а предварительную деформацию заготовки осуществляют осадкой за два или более раза с суммарной степенью деформации не менее 55% и с промежуточным(и) отжигом(ами). Способ позволяет повысить уровень и однородность свойств ответственных изделий горячего тракта ГДТ, снизить коэффициент использования металла и трудоемкость при их изготовлении. 8 з.п. ф-лы, 3 табл.
4. Способ по любому из пп. 1-3, отличающийся тем, что окончательную деформацию осуществляют в интервале температур (T.п.р.γ′-100°C÷T.п.р.γ′-20°C).
5. Способ по любому из пп. 1-4, отличающийся тем, что соотношение высоты и диаметра исходной заготовки составляет не менее 2: 1.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1989 |
|
SU1637360A1 |
| СПОСОБ ОБРАБОТКИ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1992 |
|
RU2041284C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2000 |
|
RU2190686C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1998 |
|
RU2164262C2 |
| US 5693159, 02.12.1997 | |||
| US 3519503, 07.07.1970 | |||
| US 5120373, 09.06.1992. | |||
