Предлагаемое изобретение относится к области металлургии, а именно к термической обработке жаропрочных высоколегированных деформируемых сплавов на никелевой основе и изделий из них - высоконагруженных деталей, работающих при температурах выше 650oС, в частности дисков ГТД.
Одной из важнейших задач авиационного металловедения является повышение жаропрочности дисковых сплавов, что позволит улучшить характеристики и надежность двигателей летательных аппаратов.
Сплавы, для которых может применяться предлагаемое изобретение, упрочняются более 50% γ′ фазы (Ni3Al, Ti).
Определяющее влияние термической обработки на свойства жаропрочных деформируемых никелевых сплавов, состоящей обычно из закалки и старения, объясняется кардинальными изменениями структурных составляющих - зерен кристаллов матрицы, выделений упрочняющих фаз внутри зерна, геометрии границ зерен после обязательной для заготовок дисков обработки давлением. Последовательность и режимы этапов термообработки выбирают таким образом, чтобы наиболее полно удовлетворить требования, предъявляемые к материалу и изделию из него.
В настоящее время известны способы термической обработки, позволяющие добиться высокого уровня характеристик дисковых никелевых сплавов.
Например, известен метод термообработки, применяемый для повышения трещиностойкости жаропрочных никелевых сплавов. Он заключается в отжиге при температуре между растворением γ′ фазы и плавлением материала, охлаждении со скоростью 0,06-8,3oС/мин до температуры на 28-83oС ниже растворения γ′ фазы и далее со скоростью более 56oС/мин до менее 538oС, отжига при 1079-1093oС с выдержкой 4-6 часов и старением при 871±14oС в течение 24-32 часов [Патент США 5900084].
Такая термическая обработка не обеспечивает уровень механических свойств, требуемый для дисковых материалов. Изделия, термообработанные этим способом, обладают недостаточной прочностью и жаропрочностью.
Авторы (H.Loyer Danflou, M.Marty, A.Walder в работе "Формирование извилистых границ зерен и их влияние на механические свойства порошковых никелевых жаропрочных сплавов", Superalloys 92, TMS, 1992, стр. 63-72) для высокой стойкости к распространению усталостных трещин предлагают обрабатывать гранулированый и прессованый сплав Astroloy по режиму:
- отжиг на твердый раствор при Tпрγ′ (температура полного растворения γ′ фазы) + 10o с выдержкой 1,5 часа;
- охлаждение со скоростью менее 5oС/мин до температуры ниже Tпрγ′-50o(1100-1050oC);
- двойное старение - 700oС, 24 часа и 800oС, 4 часа.
Применение такой обработки не обеспечивает высокой жаропрочности дисковых сплавов и изделий из них при температурах более 800oС из-за низкой температуры старения. Отсутствие отжига перед обработкой на твердый раствор приводит к разнозернистости, что снижает уровень и стабильность характеристик сплава.
Наиболее близкий способ обработки, взятый в качестве прототипа, представлен в патенте РФ 1360232 "Способ термообработки дисков из сложнолегированных жаропрочных никелевых сплавов" (МКИ C 22 F 1/10, в Б.И. 16-94).
Способ термообработки включает в себя предварительный отжиг при 1100-1180oС с выдержкой 4-6 часов, отжиг на твердый раствор в интервале от Tпрγ′ до Tпрγ′+10o, регламентированное охлаждение сначала со скоростью 80-100 oС/ч до Tпрγ′-40oС, далее 40-50oС/мин с последующим 2-ступенчатым старением при 910-970oС с выдержкой 6-24 часа и охлаждением 10-30oС/ч до 800-850oС с выдержкой 8-24 часа. По данным авторов, реализация способа обработки для сплавов ЭП975-ИД и ВЖ137-ИД позволяет получить изделие без чувствительности к надрезу со 100-часовой длительной прочностью при 750oС, равной 800 и 750 МПа, и при 850oС, равной 480-440 МПа, соответственно для двух сплавов.
Однако применение этого способа приводит к недостаточной жаропрочности обработанных сплавов и получаемых из них изделий для двигателей нового поколения. Кроме того, режим обработки длителен и сложен для осуществления в промышленных условиях.
Технической задачей данного изобретения является:
- повышение жаропрочности никелевых высоколегированных дисковых сплавов и изделий из них при сохранении остальных эксплуатационных характеристик на прежнем уровне;
- упрощение процесса термической обработки изделий и снижение энергетических затрат при его проведении.
Для достижения поставленной задачи предложен способ термической обработки сплавов и изделий, получаемых из них, в том числе дисков турбин, включающий предварительный отжиг, отжиг на твердый раствор с регламентированным охлаждением и последующее двухступенчатое старение. От прототипа способ отличается тем, что старение осуществляют сначала в интервале температур 450-550oС в течение 6-24 часов, а затем в интервале температур 860-950oС в течение 16-24 часов (точные параметры второго старения назначают в зависимости от требуемого комплекса свойств и рабочей температуры сплава и изделия из него).
Предварительный отжиг осуществляют при 900-1120oС в течение 4-6 часов. Отжиг на твердый раствор проводят в интервале температур от Tпрγ′+5oС до Tпрγ′+30oС в течение 4-12 часов. Охлаждение после отжига на твердый раствор проводят регламентированное - сначала со скоростью 1-5oС/мин до температуры (Tпрγ′-45oС)-(Tпрγ′-55oС) с выдержкой 15-45 минут, затем со скоростью 30-90oС/мин до температуры не выше 450oС.
Все этапы предлагаемой технологии термической обработки являются необходимыми.
Отжиг после деформации необходим для снижения и выравнивания внутренних напряжений и коагуляции упрочняющей γ′ фазы. Только температура ниже начала рекристаллизации - от 900 до 1120oС, в зависимости от сплава, с выдержкой 4-6 часов обеспечивает равномерность роста зерен кристаллов матрицы по всему объему деформированной заготовки при последующей обработке.
Далее, в результате обработки на твердый раствор при Tпрγ′+5oС - Tпрγ′+30oС в течение 4-12 часов формируется равномерная микроструктура сплава и изделия из него с зернами размером 60-130 мкм. Выдержки при температурах менее Tпрγ′+5oС и более Tпрγ′+30oС не обеспечивают нужный размер и равномерность зерен и приводят к снижению свойств материала.
После отжига на твердый раствор при охлаждении до Tпрγ′-45oС со скоростью 1-5o/мин формируется 15-25% γ′ выделений размером 1-2 мкм округлой формы и извилистые границы зерен с лежащими на них частицами γ′ фазы. Такая структура придает материалу высокую пластичность и способность к релаксации напряжений. Проведенные электронно-микроскопические исследования тонких фольг, разрушенных после длительных испытаний образцов при 800oС, показали, что при работе материала крупные округлые γ′ частицы огибаются дислокациями, а мелкие перерезаются.
Повышение или понижение температуры, до которой производится охлаждение, не позволяет получить нужную долю крупной округлой γ′ фазы, что приводит к снижению свойств сплава.
Выдержка 15-45 минут при Tпрγ′-45oС необходима, т.к. позволяет выровнять температуру по объему изделия и произвести выгрузку партии изделий, одновременно проходящих термическую обработку в одной садке печи. При охлаждении со скоростью 30-90oС/мин из твердого раствора между округлыми выделяются кубические γ′ частицы ~0,1 мкм.
Старение окончательно формирует структуру сплава и придает ему необходимые свойства. На первой ступени при 450-550oС происходит упорядочение оставшегося γ твердого раствора с образованием предвыделений Ni2Cr определенного размера и образование мелкодисперсной (менее 0,05 мкм) γ′ фазы. Исследование сплава типа ЭП975 показало преимущество предлагаемого режима. Среднее время до разрушения при 750oС, δ = 800 МПа и одинаковой температуре второй ступени старения (910oС) составило 88, 142 и 20 часов - без первого старения, с первым старением при 500oС и при 600oС соответственно.
При втором старении - от 850 до 950oС выделяются карбиды и бориды по границам зерен, проходят процессы коагуляции частиц γ′ фазы. В результате сплав и изделие из него приобретают микроструктуру, обеспечивающую необходимые свойства.
Пример осуществления.
С целью практического осуществления изобретения были выплавлены два сплава для дисков турбин типа ХН53КВЮТБМР-ИД (ЭП975-ИД). Второй состав дополнительно содержал гафний и тантал. Их Tпрγ′-1210 и 1230oС, содержание γ′ фазы - 55 и 65 вес. % для первого и второго сплава соответственно.
Сплавы выплавлялись в вакуумной индукционной печи с последующим вакуумно-дуговым переплавом. Слитки подвергались многостадийной обработке давлением. Полученные штамповки дисков термически обрабатывались по предлагаемому способу и по режиму прототипа.
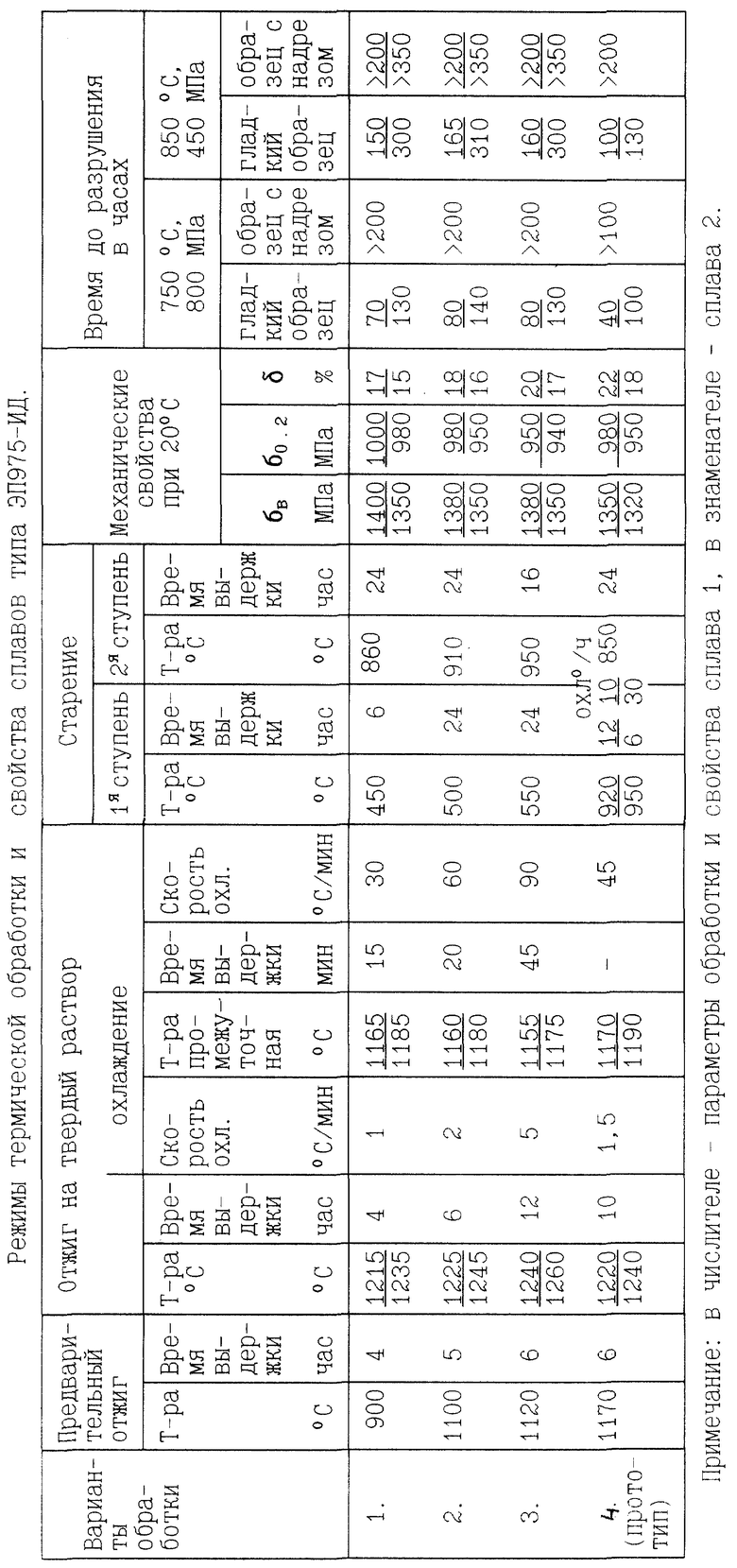
После термической обработки из штамповок дисков изготавливались образцы и проводились испытания механических свойств при комнатной температуре и длительных при 750 и 850oС. Результаты испытаний сведены в таблицу.
Результаты испытаний показывают, что предлагаемый режим термообработки по сравнению с прототипом повышает жаропрочность дисковых сплавов при 750 и 850oС (от 30 до 130% по долговечности) при сохранении прочностных характеристик и чувствительности к надрезу. Технология проведения обработки упрощается.
Таким образом, предлагаемый способ термической обработки позволяет повысить жаропрочность деформируемых никелевых сплавов при сохранении высоких механических свойств и нечувствительности к надрезу, сократить (в среднем на 10%) и упростить процесс обработки, снизив на 20% энергетические затраты на его проведение. Изделия, полученные этим способом, имеют повышенный ресурс и надежность и могут быть использованы в перспективных газотурбинных двигателях 6го поколения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ, ДЕФОРМИРУЕМЫХ, ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2004 |
|
RU2256723C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2001 |
|
RU2215059C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ДИСКОВ ИЗ СЛИТКОВ ВЫСОКОГРАДИЕНТНОЙ КРИСТАЛЛИЗАЦИИ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2389822C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2009 |
|
RU2387733C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2256722C1 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2000 |
|
RU2186144C1 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ, ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО, И СПОСОБ ТЕРМООБРАБОТКИ СПЛАВА И ИЗДЕЛИЯ ИЗ НЕГО | 2002 |
|
RU2220220C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2014 |
|
RU2572925C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОКОНТУРНЫХ ДИСКОВ ИЗ ВЫСОКОЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2404282C1 |
Изобретение относится к области металлургии, а именно к термической обработке жаропрочных высоколегированных деформируемых сплавов на никелевой основе и изделий из них - высоконагруженных деталей, работающих при температурах выше 650oС, в частности дисков ГТД. Способ включает предварительный отжиг, отжиг на твердый раствор с регламентированным охлаждением и последующее 2-ступенчатое старение - сначала при температуре 450 - 550oС в течение 6-24 ч, а затем при температуре 860 - 950oС в течение 16-24 ч. Предварительный отжиг осуществляют при 900 - 1120oС в течение 4-6 ч. Отжиг на твердый раствор проводят при температурах от полного растворения γ′ фазы Tпрγ′+5oС до Tпрγ′+30oС в течение 4-12 ч. Охлаждение после отжига на твердый раствор осуществляют сначала со скоростью 1-5oС/мин до температуры в интервале от Tпрγ′-45oС до Tпрγ′-55oС c выдержкой 15-45 мин, затем со скоростью 30-90oС/мин до температуры не выше 450oС. Техническим результатом изобретения является повышение жаропрочности никелевых высоколегированных дисковых сплавов и изделий из них при сохранении остальных эксплуатационных характеристик на прежнем уровне, а также упрощение процесса термической обработки изделий и снижение энергетических затрат при его проведении. 2 c. и 3 з.п.ф-лы, 1 табл.
| СПОСОБ ТЕРМООБРАБОТКИ ДИСКОВ ИЗ СЛОЖНОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 1986 |
|
RU1360232C |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НЕРЖАВЕЮЩИХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 0 |
|
SU357264A1 |
| Способ термической обработки дисперсионнотвердеющих сплавов | 1976 |
|
SU616342A1 |
| US 5059257 А, 22.02.1991. | |||

