Изобретение относится к технологии машиностроения, в частности может быть использовано в станочных приспособлениях для обработки центральных отверстий в зубчатых колесах на шлифовальных, расточных и др. станках.
Известен способ патронной обработки группы деталей, включающий крепление патрона на станок, базирование и закрепление деталей с большим диапазоном установочных наружных диаметров (см., например, кн. "Справочник технолога-машиностроителя". В 2-х т. T.1 /Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М. , Машиностроение, 1986. - 656 с., с.416)[1]. Известно также устройство, содержащее корпус и центрирующий механизм с опорными и зажимными элементами (см. , например, кн. Ансеров М.А. "Приспособления для металлорежущих станков". Л. , Машиностроение, 1975. - 656 с., рис.VI.12, с.366) [2]. Основными недостатками известных способа и устройства для патронной обработки группы деталей являются низкая точность и большая трудоемкость обработки. Первый недостаток обусловлен техническими трудностями обеспечения точного центрирования деталей при большом диапазоне перемещения зажимных кулачков. Второй недостаток обусловлен большими затратами времени на закрепления деталей, поскольку устройство не снабжено механизированным приводом.
Наиболее близким решением по технической сущности к заявленному способу является способ патронной обработки группы деталей, включающий крепление патрона на станок, установку сепаратора с центрирующими кулачками, базирование и закрепление детали центрирующими кулачками (см. [1] рис.268, с.417).
Наиболее близким решением по технической сущности к заявленному устройству является устройство для патронной обработки группы деталей, содержащее корпус, мембрану с рабочими лепестками, опорную поверхность для базирования детали и закрепленный на корпусе сепаратор с центрирующими кулачками (см. а. с. СССР 1094675, кл. В 23 В 31/32, 1983).
Основным недостатком известных способа и устройства для патронной обработки группы деталей является большие затраты времени и средств на переналадку металлорежущей системы для обработки деталей с отличными установочными наружными диаметрами и другим количеством зубьев в условиях серийного производства. Недостаток обусловлен тем, что для обеспечения требуемой точности и производительности обработки группы деталей необходимо для каждой конкретной детали иметь свой мембранный патрон с механизированным приводом, при этом каждый раз после установки патрона на станок обрабатывать его поверхности, контактирующие с базовыми поверхностями детали. Или на каждую обрабатываемую деталь иметь свой станок с низким коэффициентом его загрузки.
Технической задачей изобретения является повышение экономической эффективности обработки группы деталей в условиях серийного производства.
Указанная цель достигается тем, что в известном способе патронной обработки группы деталей, включающем крепление патрона на станок, установку сепаратора с центрирующими кулачками, базирование и закрепление детали центрирующими кулачками - при обработке другой детали на корпус патрона устанавливают другой сменный сепаратор с центрирующими кулачками и осуществляют базирование и закрепление другой детали центрирующими кулачками. При этом в известном устройстве для патронной обработки группы деталей, содержащем корпус, мембрану с рабочими лепестками, опорную поверхность для базирования деталей и закрепленный на корпусе сепаратор с центрирующими кулачками - сепаратор с центрирующими кулачками выполнен съемным, с возможностью центрирования на корпусе патрона и угловой ориентацией относительно рабочих лепестков мембраны, опорная поверхность для базирования деталей закреплена на корпусе патрона, а патрон снабжен другим сменным сепаратором. Кроме того, центрирующие кулачки выполнены составными, состоящими из ролика и толкателя, выполненного с возможностью контактирования с наружной поверхностью ролика. При этом мембрана снабжена дополнительными рабочими лепестками, выполненными с возможностью контактирования с центрирующими кулачками другого сменного сепаратора.
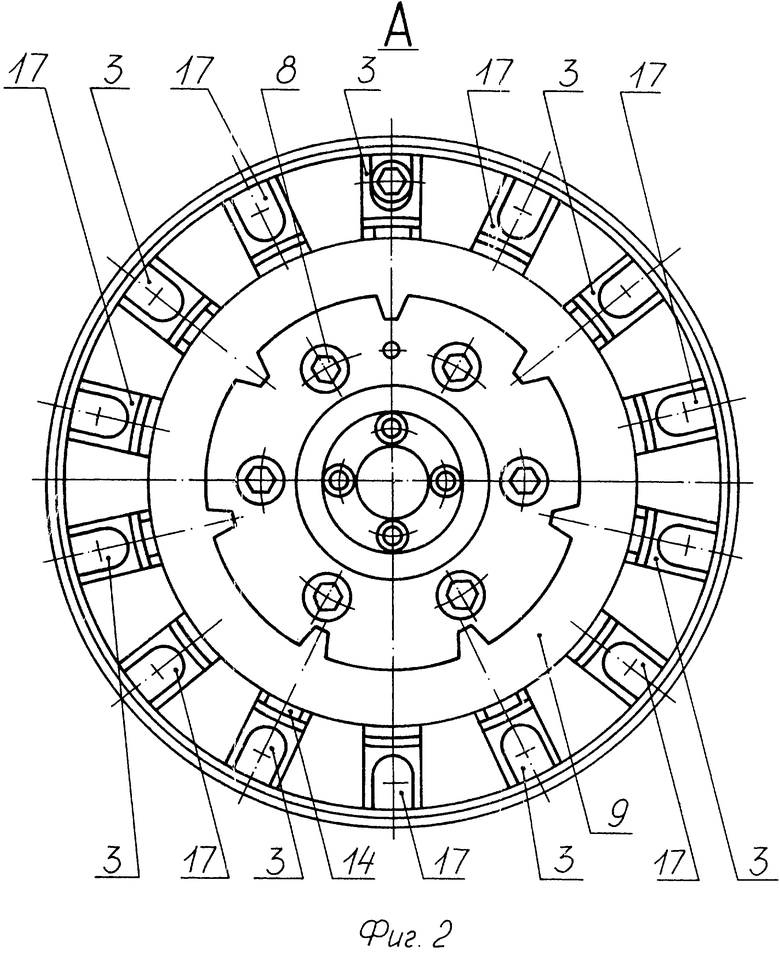
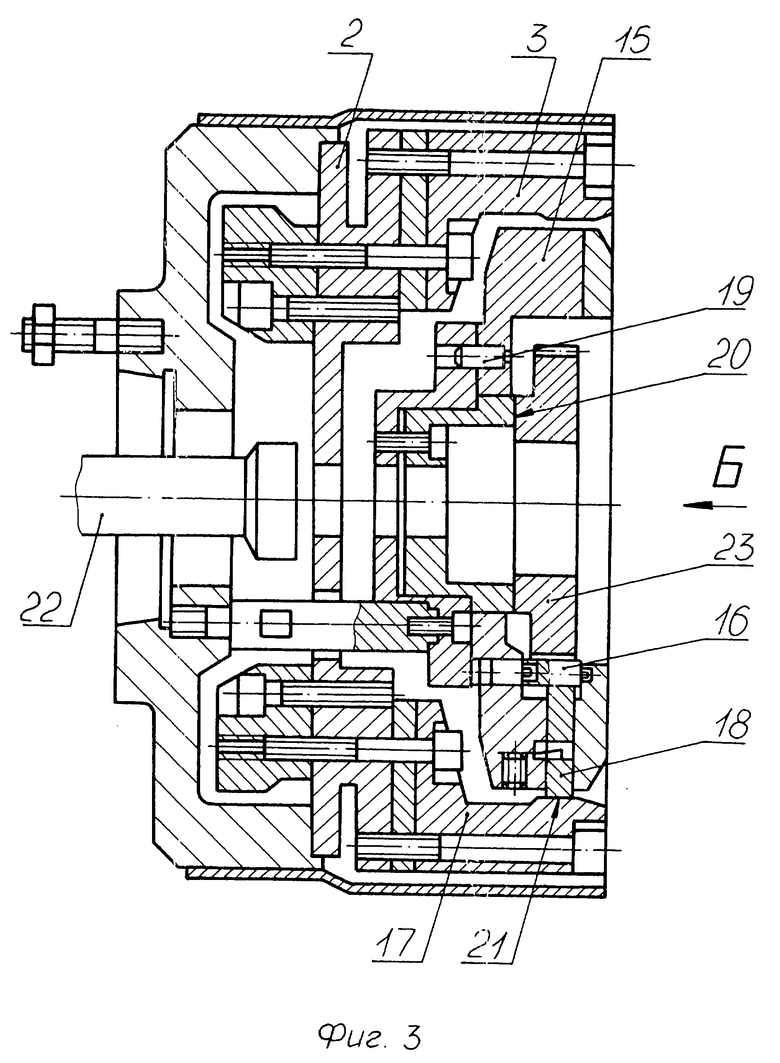
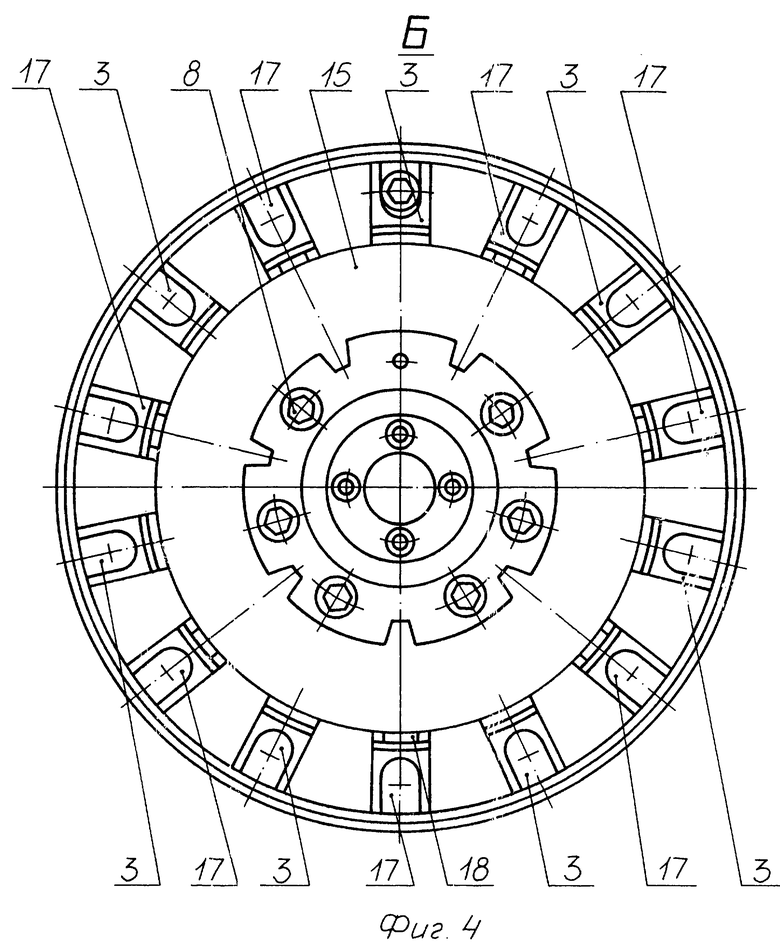
На фиг. 1 показано устройство для патронной обработки одной из группы деталей, главный вид в разрезе; на фиг.2 - вид А на фиг.1; на фиг.3 - устройство для патронной обработки другой детали из группы, главный вид в разрезе; на фиг.4 - вид Б на фиг.3.
Устройство для патронной обработки группы деталей (зубчатых колес) состоит из корпуса 1, на котором сцентрирована и закреплена мембрана 2 с рабочими 3 лепестками. На стойках 4 корпуса расположена планка 5, на которой закреплена опора 6 для осевой ориентации обрабатываемой детали 7. На планке 5 закреплен винтами 8 сепаратор 9, который сцентрирован по наружной цилиндрической поверхности 10 опоры 6, а его угловое расположение определяется пальцем 11, контактирующим с отверстием 12 планки 5. В сепараторе 9 расположены центрирующие кулачки, состоящие из роликов 13, свободно вращающихся на осях сепаратора 9, и подпружиненных в сторону рабочих 3 лепестков мембраны 2 толкателей 14, выполненных с возможностью контактирования с наружной поверхностью ролика с одной стороны и рабочим лепестком 3 мембраны - с другой. Патрон снабжен другим сменным сепаратором 15 с центрирующими кулачками, состоящими из роликов 16, свободно вращающихся на осях сменного сепаратора 15, и подпружиненных в сторону дополнительных 17 лепестков мембраны 2 толкателей 18, выполненных с возможностью контактирования с наружной поверхностью ролика с одной стороны и дополнительным 17 лепестком мембраны - с другой. В корпусе сменного сепаратора 15 установлен палец 19, определяющий угловое расположение сменного сепаратора 15 относительно дополнительных 17 лепестков мембраны 2 патрона. Имеются и другие детали, выполненные по общим правилам проектирования мембранных патронов.
Способ патронной обработки группы деталей и устройство для его осуществления работает следующим образом.
Мембранный патрон для базирования и закрепления группы деталей (зубчатых колес) для последующей шлифовки их внутренних отверстий закрепляют на переднем конце шпинделя, шлифуют торцевую поверхность 20 опоры 6 и внутренние цилиндрические поверхности 21 рабочих 3 и дополнительных 17 лепестков мембраны 2. Затем на планку 5 корпуса 1 патрона устанавливают сепаратор 9, центрируя его по наружной цилиндрической поверхности 10 опоры 6. В угловом направлении сепаратор 9 ориентируется по отверстию 12 планки 5 посредством пальца 11. Крепление сепаратора 9 к планке 5 корпуса 1 патрона осуществляется винтами 8. Далее штоком 22 пневмоцилиндра (условно не показан) воздействуют на мембрану 2 патрона и разводят ее рабочие 3 и дополнительные 17 лепестки. Оператор устанавливает обрабатываемую деталь 7 до упора ее базового торца в торцевую поверхность 20 опоры 6 и отводит шток 22 от мембраны 2. Последняя под действием упругих сил возвращается в исходное положение, внутренние цилиндрические поверхности 21 ее рабочих 3 лепестков воздействуют на толкатели 14, а те через ролики 13 центрируют и зажимают деталь 7. После этого осуществляется обработка отверстия детали 7. Для обработки другой детали 23 необходимо от корпуса патрона 1 открепить сепаратор 9, а на его место установить другой сменный сепаратор 15, при этом, вследствие взаимодействия пальца 19 с отверстием 12 планки 5 центрирующие кулачки сменного сепаратора 15 вступят во взаимодействие с дополнительными 17 лепестками мембраны 2 патрона. Оператор устанавливает обрабатываемую деталь 23 до упора ее базового торца в торцевую поверхность 20 опоры 6 и отводит шток 22 от мембраны 2. Последняя под действием упругих сил возвращается в исходное положение, внутренние цилиндрические поверхности 21 ее дополнительных 17 лепестков воздействуют на толкатели 18, а те через ролики 16 центрируют и зажимают деталь 23. После этого осуществляется обработка отверстия детали 23.
Предлагаемый способ патронной обработки группы деталей и устройство для его осуществления позволят в серийном производстве обработку группы деталей осуществлять на одном станке с минимальными затратами средств на его переналадку, что существенно повысит экономическую эффективность их обработки. Эффект достигнут за счет того, что патрон оснащен сменными сепараторами, а его мембрана выполнена многолепестковой, при этом ее лепестки выполнены с возможностью контактирования с центрирующими кулачками сменных сепараторов. Кроме того, центрирующие кулачки выполнены составными, состоящими из ролика и толкателя, выполненного с возможностью контактирования с наружной поверхностью ролика, что дает возможность базировать и закреплять зубчатые колеса с отличными наружными диаметрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕМБРАННЫЙ ПАТРОН ДЛЯ УСТАНОВКИ БЛОКА ШЕСТЕРЕН | 1997 |
|
RU2120356C1 |
| СПОСОБ КРЕПЛЕНИЯ ЗАГОТОВКИ ПРИ ТОКАРНОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2201847C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| СПОСОБ СБОРКИ ДВУХРЯДНЫХ СФЕРИЧЕСКИХ ШАРИКОПОДШИПНИКОВ С ЛЕПЕСТКОВЫМИ СЕПАРАТОРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2097615C1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| БЫСТРОЗАЖИМНОЙ ЦАНГОВЫЙ ПАТРОН | 2012 |
|
RU2516202C2 |
Изобретение может быть использовано для обработки зубчатых колес. Способ заключается в том, что при обработке другой детали на корпус патрона устанавливают другой сменный сепаратор с центрирующими кулачками и осуществляют базирование и закрепление другой детали этими центрирующими кулачками. Устройство содержит корпус, мембрану с рабочими лепестками, опорную поверхность для базирования деталей и закрепленный на корпусе сменный сепаратор с центрирующими кулачками, а также дополнительный сменный сепаратор. Изобретение позволяет повысить экономическую эффективность обработки группы деталей в условиях серийного производства. 2 с. и 2 з.п.ф-лы, 4 ил.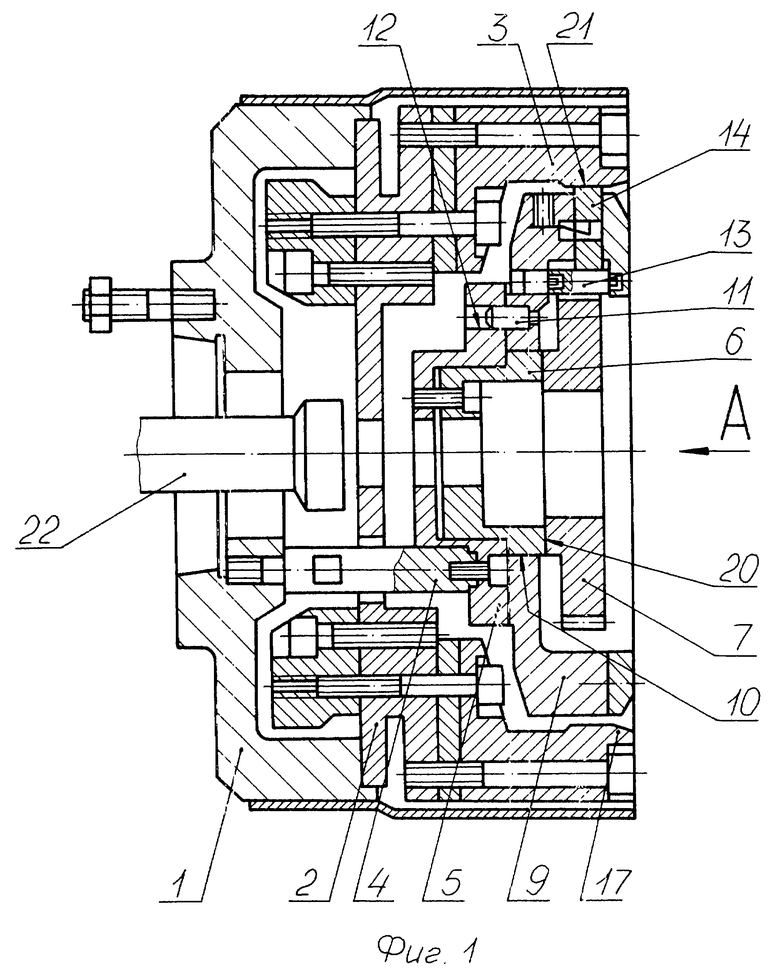
| КОСИЛОВА А.Г | |||
| и др | |||
| Справочник технолога машиностроителя | |||
| - М.: Машиностроение, 1986, т.1, с.416 | |||
| БОЛОТИН Х.Л | |||
| и др | |||
| Станочные приспособления | |||
| - М.: Машиностроение, 1973, с.173 | |||
| Зажимной патрон | 1983 |
|
SU1094675A1 |
| МЕМБРАННЫЙ ПАТРОН ДЛЯ УСТАНОВКИ БЛОКА ШЕСТЕРЕН | 1997 |
|
RU2120356C1 |
| СПОСОБ ЛЕЧЕНИЯ БОЛЕЗНИ ПЕРТЕСА У ДЕТЕЙ | 2004 |
|
RU2270043C2 |
| US 4067585, 10.01.1978. | |||

