Изобретение относится к, по существу, аустенитной стали, имеющей высокую прочность и хорошую формуемость для холодной прокатки. Изобретение также относится к способу получения такой стали и к ее применению.
Аустенитные стали, имеющие высокую прочность, такие как сталь Гадфильда, содержащие марганец (11-14%) и углерод (1,1-1,4%) в качестве основных легирующих элементов известны в течение долгого времени. Первоначальная сталь Гадфильда, содержащая около 1,2% С и 12% Mn, была изобретена сэром Робертом Гадфильдом в 1882. Эта сталь сочетает высокую ударную вязкость и приемлемую пластичность с высоким деформационным упрочнением и, обычно, хорошую прочность на износ. Однако стали Гадфильда не обладают хорошей формуемостью из-за большого количества хрупких карбидов. Ввиду ее высокого коэффициента деформационного упрочнения стали трудно обрабатывать. В патенте Великобритании 297420 описана литая сталь Гадфильда с добавкой алюминия для улучшения обрабатываемости. Добавка алюминия приводит к формированию частиц, которые улучшают обрабатываемость, в частности, обрабатываемость материала режущим инструментом.
Недостатком этих видов сталей является то, что они трудно подвергаются холодной прокатке. Высокий коэффициент деформационного упрочнения и наличие хрупких карбидов приводят к быстрому деформационному упрочнению (наклепу). В патенте США 2448753 были приняты попытки решить эту задачу путем неоднократного нагрева, закалки, травления и холодной прокатки горячекатаного материала до тех пор, пока не будет достигнута требуемая толщина после холодной прокатки. Однако это очень дорогостоящий процесс.
В патенте США 5431753 описан способ изготовления холоднокатаной стали, имеющей содержание марганца от 15 до 35%, до 1,5% углерода и от 0,1 до 3,0% алюминия. Как описано, более низкое содержание марганца является нежелательным.
Целью изобретения является получение, по существу, аустенитной стали, имеющей высокую прочность и хорошую формуемость, которая может быть подвергнута холодной прокатке до конечной толщины без промежуточного этапа - отжига.
Также целью изобретения является получение, по существу, аустенитной стали, имеющей повышенную прочность и формуемость.
Еще одной целью изобретения является получение, по существу, аустенитной стали, имеющей высокую прочность и формуемость, которая может быть получена экономичным способом.
По меньшей мере, одна из этих целей может достигаться сталью для холодной прокатки, содержащей (в массовых процентах)
- 0,05-1,0% C
- 11,0-14,9% Mn
- 1,0-5,0% Al
- 0-2,5% Ni,
остатком является железо и неизбежные примеси, в которой микроструктура содержит, по меньшей мере, 75 объемных % аустенита, и в которой (Ni+Mn) составляет от 11,0 до 15,9%.
Содержание углерода в стали согласно изобретению намного ниже, чем в стали Гадфильда, в которой, как известно, оно составляет около 1,2%. Вклад легирующих элементов, как полагают, заключается в следующем. Углерод препятствует формированию ε-мартенсита, увеличивая энергию дефекта упаковки (SFE). Дефекты упаковки - предшественники ε-мартенсита, таким образом, увеличение SFE уменьшает тенденцию к формированию ε-мартенсита. Более низкое содержание углерода приводит к более низкой тенденции в формировании охрупчивающей фазы и/или выделений во время охлаждения после прокатки, и более низкое содержание углерода по сравнению со сталями Гадфильда также полезно для свариваемости стали. Кроме того, углерод улучшает стабильность аустенита, так как углерод является элементом, стабилизирующим аустенит.
Главными деформационными механизмами в аустенитной стали согласно изобретению являются деформация, вызванная двойникованием, и превращение, вызывающее пластичность.
Марганец повышает прочность стали упрочнением за счет замещения и он является элементом, стабилизирующим аустенит. Понижение содержания марганца приводит к снижению SFE сплава и, следовательно, к повышению деформации, вызванной двойникованием. Диапазон содержаний марганца согласно изобретению обеспечивает устойчивый или метастабильный аустенит при комнатной температуре.
Алюминий снижает активность углерода в аустените в сталях согласно изобретению. Снижение активности углерода увеличивает растворимость углерода в аустените, таким образом, уменьшая движущую силу для выделения карбидов, особенно (FeMn)-карбидов, снижая перенасыщение углеродом. Алюминий также понижает коэффициент диффузии углерода в аустените и, таким образом, снижает восприимчивость к динамическому механическому старению в течение процессов деформации, таких как холодная прокатка. Более низкая диффузия также приводит к более медленному формированию карбидов и, таким образом, предотвращает или, по меньшей мере, препятствует формированию грубых выделений. Так как более высокое содержание алюминия также приводит к более высокой SFE, тенденция к деформации, вызванной двойникованием, снижается при увеличении содержания алюминия. Следовательно, снижение в содержании углерода может быть компенсировано увеличением содержания алюминия с учетом подавления формирования ε-мартенсита и предотвращения или препятствия к формированию хрупких карбидов, особенно (FeMn)-карбидов. Эти карбиды, как полагают, способствуют плохой обрабатываемости сталей согласно изобретению, и их формирование нужно, таким образом, избежать. Так сочетание сниженной активности углерода и сниженной диффузии углерода приводит к сниженному формированию хрупких карбидов или вообще не формируя их, особенно (FeMn)-карбидов, и поэтому к улучшенной формуемости, а также к улучшенной холодной прокатке. Было обнаружено, что при содержании ниже 1% алюминия было недостаточно подавления ε-мартенсита, и при содержаниях, превышающих 5% алюминия, SFE становится слишком высокой, таким образом, неблагоприятно воздействуя на двойникующий механизм деформации.
Поскольку алюминий является элементом, также стабилизирующим феррит, влияние на стабильность аустенита добавки алюминия должно быть компенсировано марганцем и другими элементами, стабилизирующими аустенит. Марганец может, по меньшей мере, частично быть замещен элементами, которые также способствуют стабильности аустенита, такими как никель. Полагают, что никель благоприятно воздействует на относительное удлинение и ударную вязкость.
Поскольку количество легирующих добавок поддерживается настолько низким, насколько возможно, в то время как поддерживается благоприятная холодная прокатка и механические свойства, аустенит является метастабильным, и микроструктура стали не может полностью состоять из аустенита. Микроструктура в стали согласно настоящему изобретению, как функция композиции, может содержать смесь феррита и аустенита с компонентами мартенсита.
При деформировании стали согласно изобретению благоприятная комбинация деформационных механизмов пластичности, вызванных двойникованием, и пластичности, вызванной превращением под влиянием деформации, обеспечивает превосходную формуемость, тогда как более низкий коэффициент деформационного упрочнения и механического упрочения, по сравнению с обычной сталью Гадфильда, в комбинации с более низкой восприимчивостью к динамическому механическому старению в результате добавки алюминия и отсутствия грубых и/или хрупких карбидов приводит к хорошей способности к холодной прокатке и формованию. Было обнаружено, что благоприятная холодная прокатка и механические свойства уже получены, когда микроструктура содержит, по меньшей мере, 75 объемных % аустенита. Сталь согласно изобретению также имеет хорошую способность к гальванизации из-за отсутствия кремния, в качестве легирующего элемента, то есть в смысле преднамеренного введения кремния с целью легирования. Кроме того, нет никакого риска легко плавящегося оксида кремния, таким образом, предотвращая возникновение налипших оксидов кремния на поверхности горячекатаной полосы. Следует отметить, что сталь имеет не только превосходную способность к холодной прокатке, но и что подобные превосходные свойства в пределе прочности и формуемости получены в состоянии ее перед холодной прокаткой, то есть, например, в горячекатаном состоянии, но также и в рекристаллизованном состоянии после холодной прокатки и отжига.
В варианте изобретения (Ni+Mn) составляет не более 14,9%. Этот пример осуществления позволяет произвести сталь более экономично, потому что снижают количество дорогих легирующих элементов.
В варианте изобретения микроструктура, в частности, после холодной прокатки и отжига, содержит, по меньшей мере, 80%, предпочтительно, по меньшей мере, 85%, более предпочтительно, по меньшей мере, 90% и наиболее предпочтительно, по меньшей мере, 95 объемных % аустенита. Автор изобретения обнаружил, что дальнейшее улучшение холодной прокатки и механических свойств может быть получено, если бы сталь была выбрана такой, что содержание аустенита в микроструктуре составляло, по меньшей мере, 80%, предпочтительно, по меньшей мере, 85%, более предпочтительно, по меньшей мере, 90% и наиболее предпочтительно, по меньшей мере, 95 объемных % аустенита. Ввиду метастабильности аустенита и наличия превращения вызывающего пластичность, количество аустенита имеет тенденцию уменьшаться в течение последовательных этапов обработки. Чтобы гарантировать хорошую формуемость и высокую прочность, даже во время более позднего или ее последнего этапа обработки, желательно иметь такое содержание аустенита, которое является настолько высоким, насколько возможно на любом этапе обработки, но в особенности после холодной прокатки и отжига.
Было обнаружено, что количество аустенита благоприятно при влиянии выбранного содержания углерода, которое составляет, по меньшей мере, 0,10% или, по меньшей мере, 0,15%, но предпочтительно, по меньшей мере, 0,30% и более предпочтительно, по меньшей мере, 0,50%.
В варианте изобретения содержание углерода стали составляет не более 0,78%, предпочтительно не более 0,75%, более предпочтительно не более 0,70%. Было обнаружено, что свариваемость стали улучшается при ограничении содержания углерода. Было обнаружено, что сталь, содержащая углерод не более 0,78%, предпочтительно не более 0,75%, более предпочтительно не более 0,70% или наиболее предпочтительно не более 0,65%, имеет хороший баланс между механическими свойствами и риском образования мартенсита. В варианте изобретения содержание углерода составляет от 0,15 до 0,75%, предпочтительно от 0,30 до 0,75%. С экономической точки зрения, точки зрения свойств и точки зрения управления технологическим процессом этот диапазон обеспечивает стабильное состояние.
В варианте изобретения содержание никеля составляет не более 1,25%. Полагают, что никель имеет благоприятное влияние на величину удлинения и ударную вязкость. Было обнаружено, что добавки никеля, превышающие 2,5%, это влияние подавляют. Так как никель является также дорогим легирующим элементом, количество никеля должно быть сохранено настолько низким, насколько возможно, если требования к величине удлинения и/или ударной вязкости несколько уменьшены. В варианте изобретения содержание никеля составляет не более 0,10%, предпочтительно не более 0,05%.
В варианте изобретения содержание алюминия составляет не более 4,0%. Этот вариант ограничивает увеличение энергии дефектов упаковки путем добавки алюминия, в то время как все еще сохраняются благоприятные свойства.
В варианте изобретения содержание марганца составляет не более 11,5%, предпочтительно, по меньшей мере, 12,0%. Этот вариант обеспечивает формирование более устойчивого аустенита.
В варианте изобретения содержание марганца составляет не более 14,7%. Этот вариант позволяет в дальнейшем снизить затраты в стали согласно изобретению.
В варианте сталь согласно изобретению выполнена в форме непрерывно литой заготовки со стандартной толщиной от 100 до 350 мм, или в форме непрерывно литой тонкостенной заготовки со стандартной толщиной от 50 до 100 мм. Предпочтительно, сталь согласно изобретению выполнена в форме непрерывно литой и/или горячекатаной полосы, предпочтительно со стандартной толщиной от 0,5 до 20 мм, более предпочтительно от 0,7 до 10 мм. Наиболее предпочтительно толщина полосы составляет не более 8 мм или даже не более 6 мм.
В варианте сталь согласно изобретению выполнена в форме горячекатаной полосы, имеющей толщину от 0,5 до 20 мм, предпочтительно от 0,7 до 10 мм, более предпочтительно толщина полосы составляет не более 8 мм, или наиболее предпочтительно от 0,8 до 5 мм.
Было обнаружено, что этот вид горячекатаной стали имеет превосходный предел прочности и формуемость, которая делает ее особенно полезной для применений, где такие свойства используются, например, в автомобилях и других транспортных применениях.
В варианте сталь согласно изобретению выполнена в форме холоднокатаной полосы, или в форме холоднокатаной и отожженной (непрерывно или периодически) полосы, которая может быть покрыта системой покрытия, включающей один или более металлический и/или органический слой или слои. Металлическое покрытие может быть выполнено на линии горячего погружения, поточной линии для нанесения покрытия электроосаждением, но также и способом CVD или PVD, или даже плакированием.
Предпочтительно, микроструктура холоднокатаной стали после прокатки и отжига и дополнительного покрытия, содержит, по меньшей мере, 80%, предпочтительно, по меньшей мере, 85%, более предпочтительно, по меньшей мере, 90%, и наиболее предпочтительно, по меньшей мере, 95 объемных % аустенита. Было обнаружено, что холоднокатаная сталь после прокатки и отжига имеет оптимальную формуемость, когда микроструктура холоднокатаной стали после прокатки и отжига и дополнительного покрытия содержит только или, по существу, только аустенит.
Согласно второму варианту изобретения обеспечивают способ получения, по существу, аустенитной стальной полосы, имеющей содержание аустенита, как описано выше, включающий этапы, на которых:
- получают расплавленную сталь, имеющую состав, как описано выше;
- отливают упомянутую сталь в слиток или непрерывно литую заготовку, или непрерывно литую тонкостенную заготовку, или непрерывно литую полосу;
- получают горячекатаную полосу путем горячей прокатки слитка, непрерывно литой заготовки, или непрерывно литой тонкостенной заготовки, или непрерывно литой полосы до требуемой горячекатаной толщины.
С учетом состава стали согласно изобретению расплавленная сталь будет наиболее вероятно получена способом электродуговой плавки (EAF). Расплавленную сталь затем отливают в кристаллизатор для получения закристаллизованной стали в форме, подходящей для горячей прокатки. Такая форма может представлять собой слиток, который после прокатки и повторного нагрева подходит для горячей прокатки. Она также может представлять собой непрерывно литую толстостенную или тонкостенную заготовку, имеющую стандартную толщину от 50 до 300 мм. Кроме того, форма, подходящая для горячей прокатки, может представлять собой непрерывно литую полосу, например, полученную после непрерывной разливки с использованием какого-либо устройства для непрерывной разливки, например, двухвалкового, ленточного или барабанного. Для превращения литой микроструктуры в микроструктуру после прокатки необходима горячая деформация, например, прокатка закристаллизовавшейся стали. Это может быть выполнено на обычном прокатном стане, содержащем одну обычную клеть прокатного стана или множество клетей прокатного стана, в последнем случае установленных в тандеме. В случае деформации стальной отливки, полученной с использованием низкой степени обжатия по толщине, например, после непрерывной разливки, может использоваться способ, описанный в EP 1449596 A1, для создания значительной степени деформации в стальной полосе без уменьшения толщины полосы до той же самой степени. Этот способ включает процесс прокатки, в котором стальное изделие пропускают между рядами вращающихся роликов клети прокатного стана для прокатки стального изделия, характеризующийся тем, что ролики клети прокатного стана имеют разные скорости вращения по окружности, так что один ролик является быстро вращающимся роликом, а другой ролик является медленно вращающимся роликом, причем скорость вращения по окружности быстро вращающегося ролика, по меньшей мере, на 5% и не более чем на 100%, выше, чем у медленно вращающегося ролика, при этом толщину стального изделия уменьшают не более чем на 15% за каждый проход, и в котором прокатку выполняют при максимальной температуре 1350°C.
В варианте изобретения горячекатаную полосу подвергают холодной прокатке до требуемой толщины, предпочтительно, с обжатием от 10 до 90%, более предпочтительно, от 30 до 85, наиболее предпочтительно, от 45 до 80%.
В варианте изобретения холоднокатаную полосу отжигают после холодной прокатки до требуемой конечной толщины непрерывно или периодически. В результате обработки отжигом получают, по существу, рекристаллизованное изделие.
В варианте изобретения холоднокатаную полосу гальванизируют. Отсутствие кремния в качестве легирующего элемента, то есть в качестве намеренного добавления кремния с целью легирования, является предпочтительным для способности к гальванизации аустенитной стали. Таким образом, сцепление цинкового слоя с подложкой значительно улучшено.
Сталь согласно изобретению может быть отожжена при температурах отжига от 550 до 1100°C, предпочтительно, от 650 до 1100°C или периодически отожжена, причем максимальная температура отжига, предпочтительно, составляет от 550 до 800°C, предпочтительно, от 650 до 800°C, более предпочтительно, по меньшей мере, при 700 и/или ниже 780°C, или непрерывно отожжена, при этом максимальная температура отжига составляет, по меньшей мере, 600°C, предпочтительно, температура отжига составляет от 700 до 1100°C, более предпочтительно, ниже 900°C. После этапа холодной прокатки и/или этапа отжига полоса может быть подвергнута дрессировке.
Согласно третьему варианту обеспечивают полосу из аустенитной стали или лист, как описано выше, полученные в соответствии с процессом, описанным выше. Такие стали имеют превосходную прочность и хорошую формуемость на любом этапе процесса.
Полученные стальные полосы могут быть обработаны до листовых заготовок для дальнейшей обработки, например штамповки или прессования, известным образом.
Сталь может быть использована для получения деталей для автомобилей и в несущих деталях, например деталей шасси или колес, а также и в наружных деталях, например деталях кузова. Сталь является также подходящей для производства труб и трубопроводов, в частности для применения при низких температурах. Ввиду ее большой способности к формованию сталь очень хорошо подходит для профилирования гидравлическим формованием или подобными процессами. Ее высокая способность к деформационному упрочнению и коэффициент деформационного упрочнения делает сталь подходящей для производства изделий, которые подвергаются ударным нагрузкам.
Далее изобретение будет пояснено более подробно со ссылкой на следующие не ограничивающие примеры и стали, составы которых приведены в Таблице 1 (прочерк означает, что элемент присутствует только, как неизбежная примесь и/или, в случае алюминия, для раскисления стали).
Прокатанные слитки толщиной 30 мм были повторно нагреты до температуры 1220°C (за исключением стали 12, температура повторного нагрева которой составляла 1070°С, была использована с учетом пластичности стали) и впоследствии подвергнуты горячей прокатке до толщины 3 мм, используя режим прокатки с использованием 7 проходной схемы прокатки. Конечная температура составляла 900°C. Температуры сматывания полосы в рулон изменялись от 600°C до 680°C. Подробности окончательной схемы приведены ниже в Таблице 2.
Закалка после сматывания в рулон для исключения хрупких карбидов является не обязательной ввиду тщательного выбора химического состав, в частности, низкого уровня C или добавки Al.
Холодная прокатка 3 мм горячекатаного образца была выполнена без затруднения для получения холоднокатаных образцов толщиной 1,5 мм, 1,3 мм или 1 соответственно. Был выполнен отжиг небольших образцов при различных условиях и последующее определение степени рекристаллизации с использованием испытания на твердость для определения условий периодического отжига. Он показал, что минимальная температура 700°C с временем выдержки 4 часа была достаточной для достижения, по существу, полной рекристаллизации. Для обеспечения достаточного запаса прочности предпочтительной является минимальная температура отжига 715°C в течение 4 часов или 730°C в течение 4 часов для периодического отжига и для обеспечения полной рекристаллизации. Следует отметить, что время и температура для периодического отжига являются изменяемыми до некоторой степени, со ссылкой на ЕР 0876514.
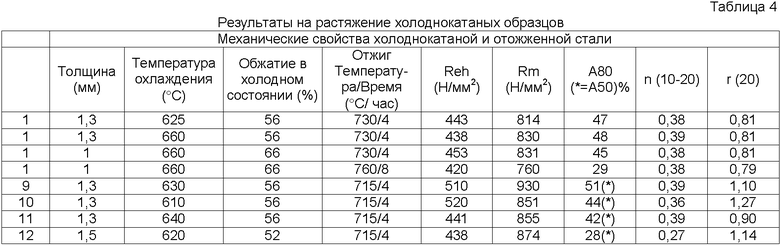
Образцы были извлечены из всех полос и периодически отожжены (см. Таблицу 4).
Свойства при растяжении в направлении прокатки для стали 1 и сталей 9-12 показаны в Таблицах 3 и 4. Различные значения обжатия в холодном состоянии оказывают небольшое влияние на движущую силу для рекристаллизации. Колебания температуры сматывания полосы в рулон от 600°С до 680°С также оказывают небольшое влияние. Были проведены испытания на растяжение на стандартном образце, и использовалась расчетная длина 80 мм, за исключением стали 12, для которой использовалась расчетная длина 50 мм. Испытания на растяжение были выполнены в соответствии с EN 10002-1 в продольном направлении.
Следует понимать, что настоящее изобретение не ограничивается описанными выше вариантами и примерами, но охватывает любые и все варианты в объеме описания и следующей формулы изобретения.
Изобретение относится к области металлургии, а именно к получению аустенитной стали, имеющей высокую прочность и хорошую формуемость при холодной прокатке, которая может быть использована для изготовления деталей автомобилей, труб и трубопроводов, изделий, подвергаемых ударным нагрузкам. Получают расплавленную аустенитную сталь, содержащую в мас.%: 0,05-0,78% С, 11,0-14,9% Mn, 1,0-5,0% Al, 0-2,5% Ni, остатком является железо и неизбежные примеси. Микроструктура стали содержит, по меньшей мере, 80 объемных % аустенита, а суммарное содержание никеля и марганца составляет от 11,0 до 15,9%. Отливают сталь в слиток или непрерывно литую заготовку, или непрерывно литую тонкостенную заготовку, или непрерывно литую полосу. Осуществляют горячую прокатку слитка, непрерывно литой заготовки, или непрерывно литой тонкостенной заготовки, или непрерывно литой полосы с получением горячекатаной полосы требуемой толщины. Получают холоднокатаную полосу. 5 н. и 12 з.п. ф-лы, 4 табл.
1. Аустенитная сталь, имеющая высокую прочность и хорошую формуемость при холодной прокатке, содержащая (в массовых процентах):
0,05-0,78% C
11,0-14,9% Mn
1,0-5,0% Al
0-2,5% Ni,
остатком является железо и неизбежные примеси, в которой микроструктура содержит, по меньшей мере, 80 объемных % аустенита, и в которой (Ni+Mn) составляет от 11,0 до 15,9%.
2. Сталь по п.1, в которой микроструктура содержит, по меньшей мере, 85%, предпочтительно, по меньшей мере, 90%, более предпочтительно, по меньшей мере, 95 объемных % аустенита.
3. Сталь по п.1 или 2, в которой содержание углерода составляет от 0,30 до 0,75%.
4. Сталь по п.1 или 2, в которой содержание никеля составляет не более 0,05%.
5. Сталь по п.1 или 2, в которой содержание алюминия составляет не более 4,0%.
6. Сталь по п.1 или 2, в которой содержание марганца составляет, по меньшей мере, 11,5%, предпочтительно, по меньшей мере, 12,0%.
7. Сталь по п.1 или 2, в которой содержание марганца составляет не более 14,7%.
8. Сталь по п.1 или 2, полученная в форме горячекатаной полосы, имеющей толщину от 0,5 до 20 мм, предпочтительно, от 0,7 до 10 мм, более предпочтительно, толщина полосы составляет не более 8 мм, или, наиболее предпочтительно, от 0,8 до 5 мм.
9. Сталь по п.1 или 2, в которой сталь выполнена в форме холоднокатаной полосы или в форме холоднокатаной и непрерывно отожженной или периодически отожженной полосы, при необходимости покрытой системой покрытия, содержащего один или более металлический и/или органический слой или слои.
10. Сталь по п.9, в которой микроструктура после прокатки и отжига содержит, по меньшей мере, 80%, предпочтительно, по меньшей мере, 85%, более предпочтительно, по меньшей мере, 90%, и, наиболее предпочтительно, по меньшей мере, 95 объемных % аустенита.
11. Способ получения полосы из аустенитной стали, включающий этапы, на которых
получают расплавленную сталь, отливают сталь в слиток или непрерывно литую заготовку, или непрерывно литую тонкостенную заготовку, или непрерывно литую полосу, получают горячекатаную полосу путем горячей прокатки слитка, непрерывно литой заготовки, или непрерывно литой тонкостенной заготовки, или непрерывно литой полосы до требуемой горячекатаной толщины и получают полосу из стали по любому из пп.1-7.
12. Способ по п.11, в котором горячекатаную полосу подвергают холодной прокатке до требуемой конечной толщины, предпочтительно, в которой обжатие составляет от 10 до 90%, более предпочтительно, от 30 до 85, наиболее предпочтительно, от 45 до 80%.
13. Способ по п.12, в котором холоднокатаную полосу отжигают после холодной прокатки до требуемой конечной толщины в непрерывном или периодическом процессе.
14. Способ по любому из пп.11-13, в котором непрерывно литую полосу получают после литья полосы с использованием двухвалкового, ленточного или барабанного устройства.
15. Полоса, произведенная из стали по любому из пп.1-10 способом по любому из пп.11-14, в которой сталь предпочтительно гальванизирована.
16. Применение стали по любому из пп.1-10 для получения внутренних или внешних деталей автомобиля или колес.
17. Применение стали по любому из пп.1-10 для гидравлической вытяжки.
02.02.2005 по пп.1-7, 11-13, 15-17;
25.08.2005 по пп.8-10, 14.
| СПОСОБ ОБРАБОТКИ СТАЛИ (ВАРИАНТЫ) | 1992 |
|
RU2074900C1 |
| 1996 |
|
RU2161209C2 | |
| Сплав для сердечников | 1976 |
|
SU621782A1 |
| Сталь | 1982 |
|
SU1070197A1 |
| US 5810950 A, 22.09.1998. | |||

