Настоящее изобретение относится к способу обработки листового материала, в частности к способу обработки ленточной бумаги или аналогичного материала.
В нижеприведенном описании делается специальная ссылка только исключительно для примера на резку или тиснение ленточной бумаги на автоматических упаковочных машинах.
Автоматические упаковочные машины являются известными, характеризующимися режущими или осуществляющими тиснение устройствами, содержащими два взаимодействующих ролика, которые прикрепляются к соответствующим опорам, вращаются вокруг соответствующих практически параллельных осей и определяют рабочую область, к которой подается листовой материал для обработки парой взаимодействующих режущих инструментов, каждый из которых прикреплен к соответствующему ролику.
Оптимальная работа инструментов с точки зрения качественной обработки материала и минимального износа инструментов зависит от способа сопряжения инструментов, то есть от взаимодействия инструментов согласно заданному закону взаимодействия, в свою очередь зависящему от пространственной связи двух роликов. Например, два режущих ролика, снабженных соответствующим количеством ножей, взаимодействующих попарно, работают наилучшим образом, когда ножи в каждой паре скользят по поверхности друг друга без помех.
Ошибка или сдвиг в пространственной связи осей двух роликов приводит к ухудшенному взаимодействию инструментов и, следовательно, к низкокачественной работе и, особенно, в случае режущих устройств, износ инструментов, то есть ножей, значительно возрастает в случае помех между ножами в каждой паре.
В случае двух роликов, снабженных соответствующим количеством инструментов, пространственная связь осей роликов, обеспечивающая оптимальное взаимодействие одной пары инструментов, редко также относится к другим парам вследствие, например, имеющих место различных сборочных допусков инструмента, так что наладка обрабатывающего устройства, в частности, является трудоемкой и, следовательно, дорогостоящей работой, что неизбежно вынуждает идти на компромисс между пространственными связями осей роликов, обеспечивающий оптимальные рабочие условия всех пар инструментов.
Кроме того, оптимальные рабочие условия ухудшаются достаточно быстро из-за эксплуатационного провисания и износа инструментов, так что обрабатывающее устройство должно часто регулироваться, тем самым дополнительно повышая эксплуатационные расходы.
В Европейских заявках на патент 707928 и 841133 описан режущий инструмент, содержащий ножевой ролик и гладкий ролик, взаимодействующие друг с другом, и механизм регулирования зазора, расположенный на обоих концевых частях двух роликов для регулирования в процессе использования контактного давления между ножевым роликом и гладким роликом. Механизм регулирования зазора содержит коленно-рычажный механизм, соединенный с резьбовым элементом, приводимым посредством кожуха зубчатой передачи, соединенного с электродвигателем.
Вышеупомянутый механизм регулирования зазора имеет ряд недостатков, обусловленных тем, что он вызывает механическое движение роликов и поэтому является сравнительно медленнодействующим и низкоточным механизмом. Кроме того, вышеуказанный механизм регулирования зазора является очень дорогим из-за необходимости обеспечения высокоточного движения, комбинируемого со сравнительно большой силой.
Согласно настоящему изобретению разработан способ обработки листового материала, в котором листовой материал обрабатывают между двумя роликами, которые вращаются вокруг соответствующих практически параллельных осей и взаимодействуют согласно заданному закону взаимодействия, зависящему от пространственной связи двух роликов; причем упомянутую пространственную связь регулируют в соответствии с упомянутым заданным законом взаимодействия путем регулировки пространственного положения каждой упомянутой оси относительно другой упомянутой оси; в соответствии с которым упомянутое пространственное положение каждой упомянутой оси относительно другой упомянутой оси регулируют моментально путем изменения электромагнитного поля, действующего на приводное средство, выполненное из электрострикционного или магнитострикционного материала и присоединенное к двум роликам.
Настоящее изобретение также относится к устройству для обработки листового материала.
Согласно настоящему изобретению разработано устройство для обработки листового материала, содержащее два взаимодействующих рабочих ролика согласно заданному закону взаимодействия, зависящему от пространственной связи двух роликов; приводное средство для вращения двух роликов вокруг соответствующих практически параллельных осей и регулирующее средство для регулировки упомянутой пространственной связи и в соответствии с упомянутым заданным законом взаимодействия путем регулировки пространственного положения каждой упомянутой оси относительно другой упомянутой оси, в котором упомянутое регулирующее средство содержит, по меньшей мере, одно приводное тело, выполненное из электрострикционного или магнитострикционного материала и присоединенное, по крайней мере, к одному из упомянутых роликов, и средство для генерирования переменного электромагнитного поля, действующего на упомянутое приводное тело.
Ниже будет описано не вносящее ограничений воплощение настоящего изобретения в качестве примера со ссылкой на прилагаемые чертежи, на которых:
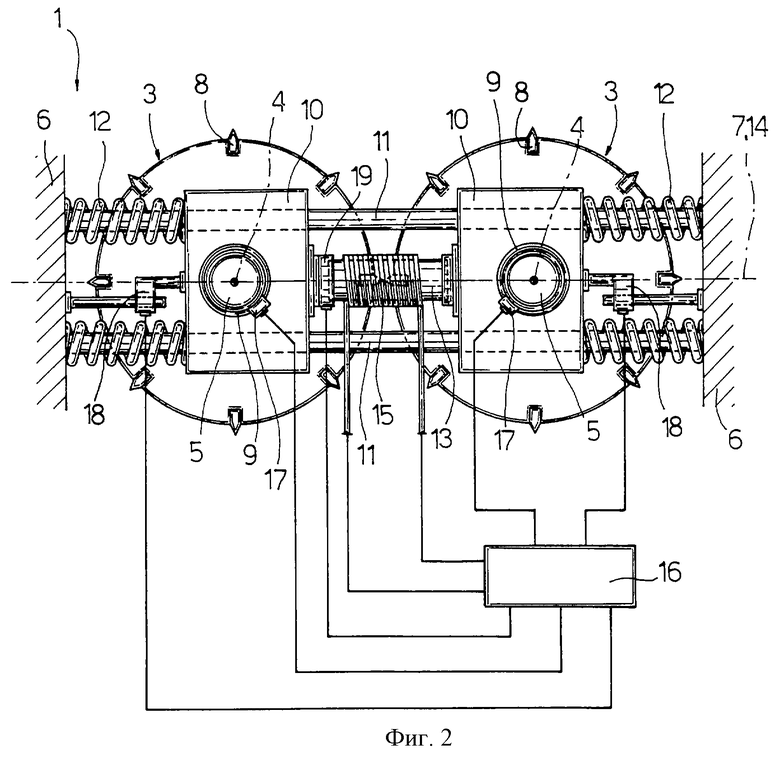
фиг.1 - схематичный вид спереди с удаленными для ясности частями предпочтительного воплощения устройства согласно изобретению;
фиг. 2 - другой схематичный вид спереди устройства, представленного на фиг.1.
Позицией 1 на фиг.1 обозначено в целом устройство для резки листового материала 2, обычно ленты бумаги или аналогичного материала, который разрезается между двумя взаимодействующими роликами 3, вращающимися вокруг соответствующих по существу параллельных горизонтальных осей 4, перпендикулярных плоскости фиг.1.
Каждый ролик 3 содержит вал 5, установленный на раме 6 с возможностью вращения вокруг соответствующей оси 4 и перемещения в регулирующем направлении 7, перпендикулярном осям 4, причем режущее устройство 1 содержит известное приводное устройство (не показано), присоединенное к каждому валу 5 для по существу непрерывного вращения роликов с одинаковой угловой скоростью и в противоположных направлениях вокруг соответствующих осей 4.
В другом не показанном воплощении регулирующее направление 1, то есть направление, в котором регулируется взаимное положение осей 4 роликов, не является перпендикулярным осям 4 роликов 3.
Каждый ролик 3 содержит ряд равноудаленных друг от друга периферийных лезвий 8, каждое из которых взаимодействует при вращении роликов 3 с соответствующим лезвием 8 на другом ролике 3. То есть, каждое лезвие 8 на одном ролике 3 образует пару взаимно действующих лезвий 8 с соответствующим лезвием 8 на другом ролике 3.
Качественная резка материала 2 с минимальным износом лезвий 8 обычно зависит от взаимодействия двух соответствующих лезвий 8 согласно заданному закону взаимодействия, что, в свою очередь, зависит от конкретной пространственной связи двух роликов 3.
В частности, для пары лезвий 8, взаимодействующих в заданной станции резки, упомянутый закон взаимодействия сводится к тому, что сила, обмениваемая между двумя лезвиями 8 в течение режущей операции, далее называемая "силой взаимодействия", находится в пределах заданного диапазона величин. Величина силы взаимодействия по существу зависит от степени взаимного влияния двух лезвий 8 и, поэтому, от расстояния в момент осуществления резания между осями 4 роликов 3.
Вообще, если величина силы взаимодействия ниже первой пороговой величины, соответствующей нижнему пределу упомянутого диапазона, лезвия 8 находятся слишком далеко отдельно и материал 2 режется плохо. Наоборот, если величина силы взаимодействия выше второй пороговой величины, соответствующей верхнему пределу упомянутого диапазона, лезвия 8 расположены слишком близко друг к другу и, несмотря на эффективную резку материала 2, подвергаются сильному износу.
Как более ясно показано на фиг.2, каждый вал 5 установлен на раме 6 посредством соответствующих шарикоподшипников 9 (показан только один из них), расположенных с обеих сторон соответствующего ролика 3 и размещенных внутри соответствующих опорных корпусов 10 (показан только один), которые скользят вдоль цилиндрических направляющих 11, простирающихся параллельно регулирующему направлению 1, и противоположные концы которых прикреплены к раме 6.
То есть, в показанном примере режущее устройство 1 содержит 4 опорных корпуса (показаны только два), разделенных на две пары (показана только одна), каждая из которых поддерживает те же самые концы двух валов 5. Опорные корпуса 10 в каждой из упомянутых двух пар толкаются друг к другу упругими элементами, содержащими пружины 12, каждая из которых является коаксиальной с соответствующей направляющей 11 и расположена между рамой и соответствующим опорным корпусом 10, и опорные корпуса 10 в каждой паре поддерживаются на заданном расстоянии друг от друга против действия пружин 12 посредством цилиндрического приводного тела 13, расположенного между опорными корпусами 10 и имеющего продольную ось 14, параллельную регулирующему направлению 7 и перпендикулярную осям 4 роликов 3.
В другом не показанном воплощении один из опорных корпусов 10 в каждой паре составляет одно целое с рамой 6 и вдоль направляющих 11 скользит только другой опорный корпус 10.
На каждое приводное тело 13 намотана катушка 15 из проводящего материала, которая при пропускании через нее электрического тока генерирует в приводном теле 13 магнитное поле в направлении, практически параллельном продольной оси 14 приводного тела 13.
Приводные тела 13 выполнены из магнитострикционного материала, то есть материала, который деформируется, когда подвергается воздействию магнитного поля. В частности, каждое приводное тело 13 выполнено из магнитострикционного материала, который под действием магнитного поля в направлении, параллельном продольной оси 14, изменяет свой размер и, в частности, сжимается вдоль продольной оси 14 при увеличении напряженности составляющей магнитного поля, параллельной продольной оси 14. В пределах данного диапазона величин напряженности магнитного поля (обычно 0-0,5Т) такая деформация является практически линейной.
В предпочтительном воплощении используется магнитострикционный материал Терфенол (Terfenol) (зарегистрированная торговая марка), который представляет собой сплав редкоземельных металлов и ферромагнитных материалов. Цилиндр из Терфенола длиной 10 см сжимается примерно на 0,1-0,4 мм при действии на него магнитным полем, имеющим напряженность 1 T, причем деформация может регулироваться с точностью в несколько микрон и имеет место со скоростью вплоть до 1700 м/с с ускорением вплоть до 4500 м/с2.
Для уменьшения магнитного сопротивления магнитной цепи каждая катушка 15, опорные корпуса 10 и направляющие 11 выполнены из обычного ферромагнитного материала, так что довольно малый ток и, следовательно, довольно малая электрическая мощность является достаточной для генерирования магнитного поля сравнительно высокой напряженности (вплоть до 2 Т) в каждом приводном теле 13.
Режущее устройство 1 содержит центральный блок управления 16, который снабжает катушки 15 тем же самым электрическим током переменной силы; два кодирующих устройства 17, подключенных к центральному блоку управления 16 для определения углового положения соответствующих валов 5, два линейных кодирующих устройства 18, подключенных к центральному блоку управления 16, для определения положения соответствующих опорных корпусов 10 и, следовательно, соответствующих валов 5 в регулирующем направлении; и, по крайней мере, тензодатчик 19, подключенный к центральному блоку управления 16, служащий для определения силы воздействия опорных корпусов 10 на соответствующее приводное тело 13 в регулирующем направлении 1.
Центральный блок управления 16 содержит известный процессор (не показан), в свою очередь, содержащий известное запоминающее устройство (ЗУ) (не показано), который посредством соответствующих известных устройств ввода-вывода (не показаны) согласуется по входу с кодирующими устройствами 17, кодирующими устройствами 18 и тензодатчиком 19 и согласуется по выходу с соответствующей катушкой 15.
ЗУ центрального блока управления 16 запоминает пространственную связь роликов 3, давая возможность каждой паре соответствующих лезвий 8 работать согласно требуемому закону взаимодействия, при этом пространственная связь представлена в ЗУ центрального блока управления 16 в виде таблицы, которая назначает каждому угловому положению роликов 3 заданное расстояние, измеренное в регулирующем направлении 7 между соответствующими точками вдоль осей 4 роликов 3.
В процессе действительного использования центральный блок управления 16 считывает моментально угловое положение роликов 3 относительно соответствующих осей 4 и в зависимости от упомянутого углового положения регулирует расстояние между осями 4 роликов 3 согласно величинам, запомненным в ЗУ, для обеспечения возможности лезвиям в каждой паре соответствующих лезвий взаимодействовать на станции резки согласно требуемому закону взаимодействия.
Центральный блок управления 16 регулирует расстояние между осями 4 роликов 3 путем регулирования величины напряженности магнитного поля на каждом приводном теле 13. Например, при увеличении силы электрического тока, подводимого к каждой катушке 15, возрастает величина напряженности магнитного поля, действующего на приводные тела 13, так что благодаря упомянутым магнитострикционным свойствам, каждое приводное тело 13 сжимается в регулирующем направлении 7, и под действием пружин 12 два вала 5 и следовательно ролика 3 приближаются друг к другу, уменьшая расстояние между осями 4.
В другом воплощении катушки 15 двух приводных тел 13 управляются независимо для одновременного регулирования расстояния и взаимного наклона роликов 3 в плоскости, определяемой осями 4.
Сила взаимодействия, развиваемая между двумя взаимодействующими лезвиями 8, передается опорным корпусам 10 роликов 3 и приводит к тому, что ролики 3 отделяются слегка против действия пружин 12 для уменьшения силы, прилагаемой пружинами 12 к приводному телу 13. Следовательно, максимальная сила взаимодействия, обмениваемая между лезвиями 8 в процессе режущей операции, равна максимальному уменьшению давления в процессе режущей операции, оказываемому пружинами 12 на приводное тело 13.
В процессе действительного использования в режущем устройстве 1 предусматривается непрерывный самоприспосабливающийся процесс, посредством которого автоматически приспосабливаются величины расстояния, запомненные в ЗУ центрального блока управления 16, между осями 4 роликов 3. Согласно этому процессу центральный блок управления 16 считывает моментально и посредством тензодатчика 19 изменение в давлении, оказываемом пружинами 12 на приводное тело в процессе режущей операции, выполняемой данной парой соответствующих лезвий 8, и в случае, если величина изменения, которая, как утверждалось, соответствует величине силы взаимодействия между двумя лезвиями, проявляет тенденцию выхода за пределы упомянутого заданного диапазона величин, центральный блок управления 16 регулирует величину расстояния между осями 4 роликов 3 для поддержания величины изменения в заданном диапазоне. Регулировка может осуществляться частично или целиком в течение следующего оборота роликов 3.
В режущем устройстве 1 также предусматривается начальная автоматическая операция обучения, посредством которой автоматически усваиваются величины расстояний, запомненные в ЗУ центрального блока управления 16, между осями 4 роликов 3. Согласно этому процессу центральный блок управления 16 запоминает номинальные величины расстояния между осями 4 для каждого углового положения роликов 3 и затем эти величины корректируются точно так же, как описано выше для самоприспосабливающегося процесса на начальной рабочей стадии роликов 3, обычно выполняемой на уменьшенной скорости и, по крайней мере, первоначально, без подачи материала 2 между роликами 3.
В другом не показанном воплощении устройство 1 выполняет посредством двух роликов 3 обрабатывающие операции, отличные от резания, и каждая из которых характеризуется двумя роликами 3, содержащими соответствующие инструменты и взаимодействующими согласно заданному закону взаимодействия, зависящему от пространственной связи между двумя роликами 3. В частности, устройство 1 может выполнять операцию тиснения. В этом случае регулирующее направление 7, то есть направление, в котором регулируется взаимное положение осей 4 роликов 3, является, предпочтительно, поперечным по отношению к осям 4.
В другом не показанном воплощении взаимное положение осей 4 двух роликов 3 регулируется в более чем одном регулирующем направлении 7, обычно в направлениях, перпендикулярных друг другу. В частности, может быть два или три регулирующих направления 7 в зависимости от закона взаимодействия между инструментами на двух роликах 3.
В еще одном не показанном воплощении приводные тела 13 выполнены из электрострикционного материала, то есть материала, деформируемого под действием на него электрического поля, так что катушки 15 заменяются аналогичными устройствами для генерирования переменного электрического поля на приводных телах 13.
По сравнению с известными устройствами того же самого типа вышеописанное устройство обработки материала имеет большие преимущества путем обеспечения возможности парам соответствующих инструментов всегда работать в наилучших условиях, то есть согласно требуемому закону взаимодействия.
Кроме того, снижаются эксплуатационные расходы за счет практически устранения сложной начальной и периодической регулировки обрабатывающего устройства.
Наконец, гарантируется высококачественная работа посредством использования магнитострикционных материалов, дающих возможность осуществлять точную регулировку, измеряемую в микронах, и быстрое вмешательство в течение порядка 0,0001 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления фильтров к табачным стержням | 1981 |
|
SU1181519A3 |
| ГОФРИРУЮЩИЙ УЗЕЛ | 1999 |
|
RU2228814C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЛЕНТЫ К МАШИНЕ ПОЛЬЗОВАТЕЛЯ | 1999 |
|
RU2215682C2 |
| СПОСОБ НЕПРЕРЫВНОЙ УПАКОВКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2223898C2 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА СИГАРЕТНЫХ ПАЧЕК И СПОСОБ УПРАВЛЕНИЯ ЭТОЙ МАШИНОЙ | 2001 |
|
RU2261198C2 |
| СПОСОБ ПЕРЕДАЧИ ТАБАЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2226485C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СИГАРЕТ | 1999 |
|
RU2223018C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СИГАРЕТ | 1999 |
|
RU2223017C2 |
| СПОСОБ ПЕРЕДАЧИ ИЗДЕЛИЙ | 1999 |
|
RU2226487C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПЕРЕНОСА ГРУППЫ СИГАРЕТ МЕЖДУ КОНВЕЙЕРАМИ | 1999 |
|
RU2228886C2 |
Листовой материал обрабатывают между двух роликов, вращающихся вокруг соответствующих параллельных осей и взаимодействующих согласно заданному закону взаимодействия, зависящему от пространственной связи двух роликов. Пространственную связь в процессе использования регулируют моментально и в соответствии с заданным законом путем регулирования положения осей упомянутых роликов посредством изменения переменного электромагнитного поля, действующего на приводное средство, которое может быть выполнено из электрострикционного или из магнитострикционного материала и которое расположено между упомянутыми роликами. Снижаются эксплуатационные расходы и повышается качество обработки за счет точной регулировки пространственной связи упомянутых роликов. 2 с. и 15 з.п.ф-лы, 2 ил.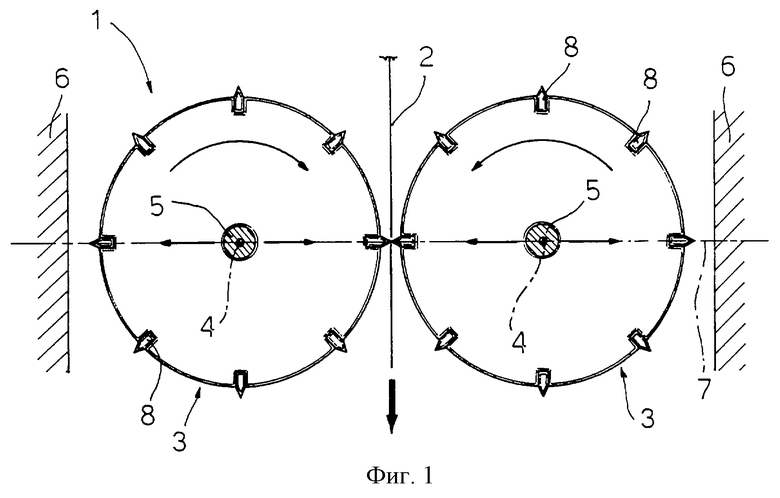
| Способ получения карбоцепных полимеров | 1976 |
|
SU707928A1 |
| ГИДРОПРИВОД ЛЕТУЧЕЙ ПИЛЫ | 1996 |
|
RU2093350C1 |
| 0 |
|
SU168598A1 | |
| US 3459080, 12.12.1966. | |||

