Изобретение относится к обработке материалов давлением и может быть использовано для вырубки отверстий в листовых материалах в различных отраслях промышленности, в частности при изготовлении упаковки из картона, гофрокартона, листовых пластиков различных видов и т.п., с помощью штанцформ.
Известен пуансон для пробивки отверстий в листовом материале [1], содержащий корпус и рабочую часть с режущей кромкой. Такой пуансон предусматривает обязательное наличие матрицы для вырубки отверстий. При этом отходы материала выталкиваются пуансоном сквозь матрицу. Наличие матрицы не всегда желательно в процессе работы, так как усложняет конструкцию пробивного устройства.
Известен пуансон для вырубки отверстий в листовом материале [2], используемый в штанцформах для изготовления упаковки и содержащий корпус, полую рабочую часть с режущей кромкой и фаской на внешней стороне, боковое отверстие для удаления отходов. В процессе вырубки на фаску пуансона действуют сила реакции материала и сила трения, приводящие при скоростном многоцикловом нагружении к изменению геометрии фаски и затуплению режущей кромки, что приводит к снижению точности размеров вырубаемых отверстий.
Техническим результатом изобретения является увеличение точности размеров вырубаемых отверстий и повышение износостойкости пуансона в процессе работы и, тем самым, повышение его долговечности.
Указанный технический результат достигается выполнением дополнительной фаски на внутренней стороне рабочей части, формой выполнения фасок и их взаимным расположением.
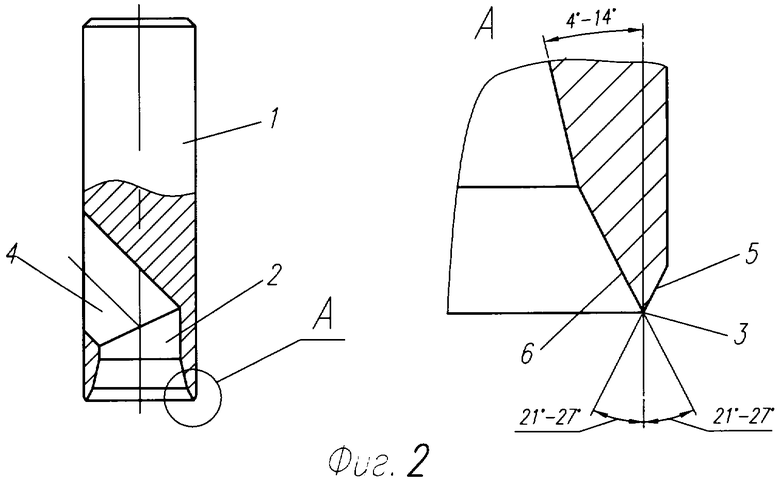
По первому варианту изобретения указанный технический результат достигается тем, что в вырубном пуансоне, содержащем корпус, полую рабочую часть с режущей кромкой и фаской на внешней стороне рабочей части, а также боковое отверстие для удаления отходов, фаска на внешней стороне рабочей части выполнена двойной прямолинейной, а на внутренней стороне рабочей части выполнена прямолинейная фаска, углы между внешней и внутренней фасками, образующими режущую кромку, и прямой, проходящей через режущую кромку и параллельной оси пуансона, равны и составляют 21-27°, при этом угол между частью двойной прямолинейной фаски, примыкающей к внешней стороне рабочей части пуансона, и прямой, проходящей через режущую кромку и параллельной оси пуансона, составляет 4-14°.
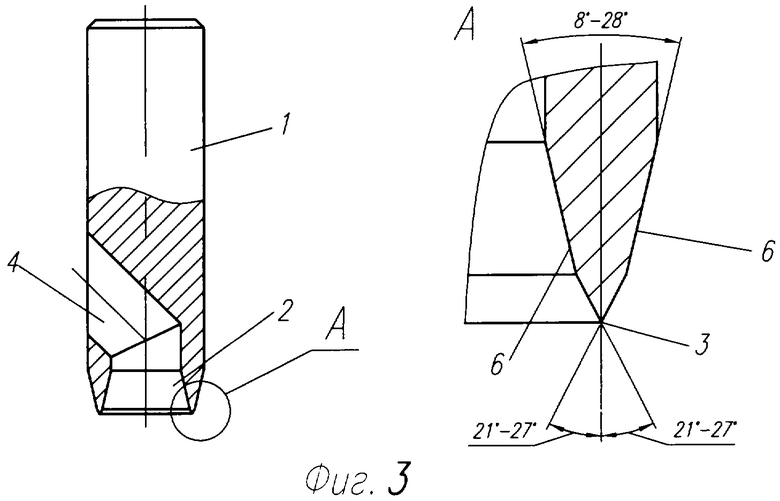
По второму варианту изобретения указанный технический результат достигается тем, что в вырубном пуансоне, содержащем корпус, полую рабочую часть с режущей кромкой и прямолинейной фаской на внешней стороне рабочей части, а также боковое отверстие для удаления отходов, на внутренней стороне рабочей части выполнена двойная прямолинейная фаска, углы между внешней и внутренней фасками, образующими режущую кромку, и прямой, проходящей через режущую кромку и параллельной оси пуансона, равны и составляют 21-27°, при этом угол между частью двойной прямолинейной фаски, примыкающей к внутренней стороне рабочей части пуансона, и прямой, проходящей через режущую кромку и параллельной оси пуансона, составляет 4-14°.
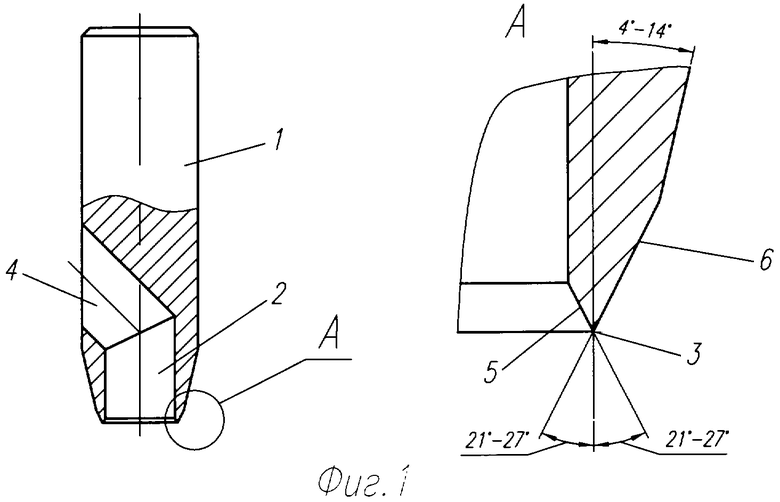
По третьему варианту изобретения указанный технический результат достигается тем, что в вырубном пуансоне, содержащем корпус, полую рабочую часть с режущей кромкой и фаской на внешней стороне рабочей части, а также боковое отверстие для удаления отходов, фаска на внешней стороне рабочей части выполнена двойной прямолинейной, на внутренней стороне рабочей части выполнена двойная прямолинейная фаска, углы между частями внешней и внутренней фасок, образующими режущую кромку, и прямой, проходящей через режущую кромку и параллельной оси пуансона, равны и составляют 21-27°, при этом угол между частью двойной прямолинейной фаски, примыкающей к внешней стороне рабочей части пуансона, и частью двойной прямолинейной фаски, примыкающей к внутренней стороне рабочей части пуансона, составляет 8-28°.
Вышеописанные варианты выполнения рабочей части пуансона позволяют повысить точность размеров вырубаемых отверстий в результате следующих обстоятельств. Процесс вырубки можно представить в виде трех последовательных стадий деформации: упругий прогиб, пластическая деформация и разрушение материала. Величина прогиба оказывает заметное влияние на точность размеров вырубаемых отверстий. Чем меньше прогиб, тем точнее размер вырубаемых отверстий. Величина прогиба в основном зависит от выполнения рабочей части пуансона. Экспериментальные исследования показали, что вышеприведенные выполнения рабочей части пуансона - форма фасок рабочей части и углы между ними - являются оптимальными для уменьшения прогиба материала и, тем самым, для повышения точности вырубаемых отверстий.
Экспериментальные исследования показали также, что указанные варианты выполнения рабочей части пуансона обеспечивают повышение износостойкости пуансона в процессе работы, так как форма фасок рабочей части пуансона по изобретению обеспечивает меньший прогиб от боковых усилий, действующих на рабочую часть на стадиях пластической деформации и разрушения обрабатываемого материала. Оптимальный выбор материала пуансона, качество заточки и закалка режущей кромки до определенной твердости позволяют дополнительно повысить долговечность пуансона.
Варианты устройства по изобретению представлены на фиг.1-3, где 1 - корпус пуансона, 2 - полая рабочая часть, 3 - режущая кромка, 4 - боковое отверстие для удаления отходов, 5 - прямолинейная фаска, 6 - двойная прямолинейная фаска.
Вырубной пуансон по всем вариантам выполнения содержит корпус 1, полую рабочую часть 2 с режущей кромкой 3. В полой рабочей части пуансона выполнено боковое отверстие 4 для удаления отходов. Выполнение фасок на рабочей части пуансона и их взаимное расположение конструктивно различно для вариантов изобретения, однако обеспечивает, как указывалось выше, достижение одного и того же технического результата.
По первому варианту изобретения на внешней стороне рабочей части выполнена двойная прямолинейная фаска 6, а на внутренней стороне рабочей части 2 пуансона выполнена прямолинейная фаска 5, при этом углы между внешней и внутренней фасками, образующими режущую кромку 3, и прямой, проходящей через режущую кромку и параллельной оси пуансона, равны и составляют 21-27°, а угол между частью двойной прямолинейной фаски, примыкающей к внешней стороне рабочей части пуансона, и прямой, проходящей через режущую кромку и параллельной оси пуансона, составляет 4-14°.
По второму варианту изобретения на внутренней стороне рабочей части 2 пуансона с прямолинейной фаской 5 на внешней стороне выполнена двойная прямолинейная фаска 6, при этом углы между внешней и внутренней фасками, образующими режущую кромку 3, и прямой, проходящей через режущую кромку и параллельной оси пуансона, равны и составляют 21-27°, а угол между частью двойной прямолинейной фаски, примыкающей к внутренней стороне рабочей части пуансона, и прямой, проходящей через режущую кромку и параллельной оси пуансона, составляет 4-14°.
По третьему варианту изобретения на внутренней и внешней сторонах рабочей части 2 выполнены двойные прямолинейные фаски 6, при этом углы между внешней и внутренней фасками, образующими режущую кромку 3, и прямой, проходящей через режущую кромку и параллельной оси пуансона, равны и составляют 21-27°, а угол между частью двойной прямолинейной фаски, примыкающей к внешней стороне рабочей части пуансона, и частью двойной прямолинейной фаски, примыкающей к внутренней стороне рабочей части пуансона, составляет 8-28°.
Наиболее оптимальной формой корпуса пуансона является цилиндрическая. В этом случае выполнение фасок на его рабочей части технологически наиболее простое.
В качестве материала для изготовления пуансона была выбрана сталь Х12Ф1, рабочая часть пуансона закаливалась до твердости HRC 54-58.
Варианты пуансонов по изобретению используются в штанцевых формах для вырубки упаковки из различных материалов. Пуансон встраивается в основание штанцевой формы в заранее подготовленные отверстия, соответствующие наружному диаметру корпуса пуансона. В основание штанцевой формы встраиваются также ножи и биговальные линейки. Штанцевая форма устанавливается, например, на неподвижную плиту тигельного пресса для вырубки упаковки. На подвижную плиту укладывается материал, из которого будет изготовлена упаковка. Производится процесс вырубки посредством удара штанцевой формы по материалу упаковки. В момент удара ножи формируют внешний контур упаковки, биговальные линейки формируют линии сгиба, а пуансоны вырубают соответствующие отверстия в упаковке.
Выполнение пунсона (его вариантов) по изобретению является оптимальным для уменьшения деформаций материала, увеличения усилий вырубки и, тем самым, повышения точности размеров вырубаемых отверстий. Варианты выполнения рабочей части пуансона обеспечивают повышение износостойкости пуансона в процессе работы и, тем самым, повышение его долговечности. Оптимальный выбор материала пуансона, качество заточки и закалка режущей кромки до определенной твердости позволяют дополнительно повысить долговечность пуансона.
Источники информации
1. А.с. СССР №442049, кл. В 26 F 1/00, от 20.12.71 г.
2. Материалы Европейского союза производителей штанцевых форм, (Europaische Stanzform-Union), Lochstanzenstandard, февраль 2001 г., с.7, рис.4.1 (Varianten Тур 4.1) - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫРУБНОЙ ПУАНСОН (ВАРИАНТЫ) | 2003 |
|
RU2243086C1 |
| ШТАМП ДЛЯ ВЫРУБКИ ПАЗОВ В ПОЛОСОВЫХ ЗАГОТОВКАХ | 2002 |
|
RU2217298C1 |
| РУЧНОЙ ШТАМП ДЛЯ ОТРЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 2002 |
|
RU2217270C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ ПЛАСТИКА | 2001 |
|
RU2266812C2 |
| Устройство для штамповки деталей из ленты и одновременного размельчения и удаления отхода | 1988 |
|
SU1622062A1 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| Штамп для вырубки и вытяжки | 1977 |
|
SU623615A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ШЕСТИГРАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2030944C1 |
Изобретения относятся к области обработки материалов давлением и могут быть использованы в различных отраслях промышленности, в частности при изготовлении упаковки с помощью штанцформ. Пуансон содержит корпус, полую рабочую часть с режущей кромкой и фаской на внешней стороне рабочей части и боковое отверстие для отходов. В соответствии с первым вариантом выполнения пуансона на внешней стороне рабочей части выполнена двойная прямолинейная фаска, а на внутренней стороне - прямолинейная. Углы между внешней и внутренней фасками, образующими режущую кромку, и прямой, проходящей через режущую кромку и параллельной оси пуансона, равны и составляют 21-27°. Угол между второй частью двойной прямолинейной фаски и указанной прямой составляет 4-14°. В соответствии со вторым вариантом двойная прямолинейная фаска расположена на внутренней стороне рабочей части. Третий вариант предполагает выполнение двойных прямолинейных фасок на внешней и внутренней сторонах рабочей части. Углы между частями внешней и внутренней фасок, образующими режущую кромку, и упомянутой выше прямой равны и составляют 21-27°. Угол между частями двойных фасок, примыкающими к внешней и внутренней сторонам, составляет 8-28°. В результате обеспечивается повышение точности вырубаемых отверстий и увеличение долговечности инструмента. 3 н. и 3 з.п. ф-лы, 3 ил.
| Материалы Европейского союза производителей штанцевых форм (Europaische Stanzform-Union) | |||
| Lochstanzenstandard, 2001, с.4, рис.1.1 | |||
| Пресс для вырубки заготовок из полимерного материала | 1978 |
|
SU743893A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| СПОСОБ, БАЗОВАЯ СТАНЦИЯ И АБОНЕНТСКАЯ СТАНЦИЯ ДЛЯ КАНАЛЬНОГО КОДИРОВАНИЯ В МОБИЛЬНОЙ СИСТЕМЕ РАДИОСВЯЗИ СТАНДАРТА GSM | 1999 |
|
RU2218661C2 |
| US 3841189 А, 15.10.1974 | |||
| СПОСОБ ВСКРЫТИЯ УЧАСТКА ТРУБОПРОВОДА | 2014 |
|
RU2561954C2 |

