Изобретение относится к области металлургии и может быть использовано для получения однородных по химическому составу слитков из сплавов на основе тугоплавких металлов путем вакуумного дугового гарнисажного переплава (ВДГП) в сочетании с вакуумным дуговым переплавом (ВДП).
Известен способ получения слитков на основе тугоплавких металлов путем ВДГП с разливкой накопленного в тигле расплава в изложницу, при котором расходуемый электрод собирают из соответствующих шихтовых компонентов [1].
Недостатком данного способа является наличие в теле слитков локальной химической неоднородности в виде участков, обогащенных тугоплавким компонентом, если температура плавления его не менее чем в 1,2 раза превосходит температуру плавления сплава, вызванной недостаточным временем выдержки расплава в тигле перед разливкой, особенно его части, соответствующей последним порциям расходуемого электрода. Увеличение же времени выдержки расплава в тигле без сплавления расходуемого электрода приводит к резкому уменьшению количества сливаемого металла.
Известен способ получения слитков из сплавов на основе тугоплавких металлов и сплавов, при котором слиток, полученный ВДГП, подвергают переплаву в ВДП [2].
Недостатком данного способа также является наличие в теле слитков ВДП из сплавов, содержащих компоненты, температура плавления которых превосходит температуру плавления сплава не менее чем в 1,2 раза, локальной химической неоднородности в виде участков, обогащенных тугоплавким компонентом, особенно в зонах, соответствующих верху и низу слитка ВДП.
Наиболее близким по технической сущности способом, выбранным в качестве прототипа, является способ выплавки сплавов на основе титана в ВДГП, при котором применяют расходуемые электроды, полученные предварительным переплавом в ВДП [3] - прототип.
Недостатком данного способа является наличие в теле слитка ВДГП локальной химической неоднородности в виде участков, обогащенных тугоплавким компонентом, температура плавления которого не менее чем в 1,2 раза превышает температуру плавления сплава, что вызвано недостаточным временем растворения тугоплавкого компонента при ВДП, особенно в частях слитка ВДП, соответствующих началу и окончанию плавки, проводящихся на пониженной мощности. Попадание этих включений в расплав, находящийся в тигле при последующем ВДГП, непосредственно перед разливкой, то есть к моменту окончания сплавления расходуемого электрода, приводит к их фиксации в расплаве и затем в теле слитка ВДГП, что снижает качество получаемых из этих слитков изделий, особенно микропрофильных.
Техническим результатом данного изобретения является получение высококачественных слитков из сплавов на основе тугоплавких металлов, отличающихся высокой химической однородностью и отсутствием дефектов усадочного происхождения.
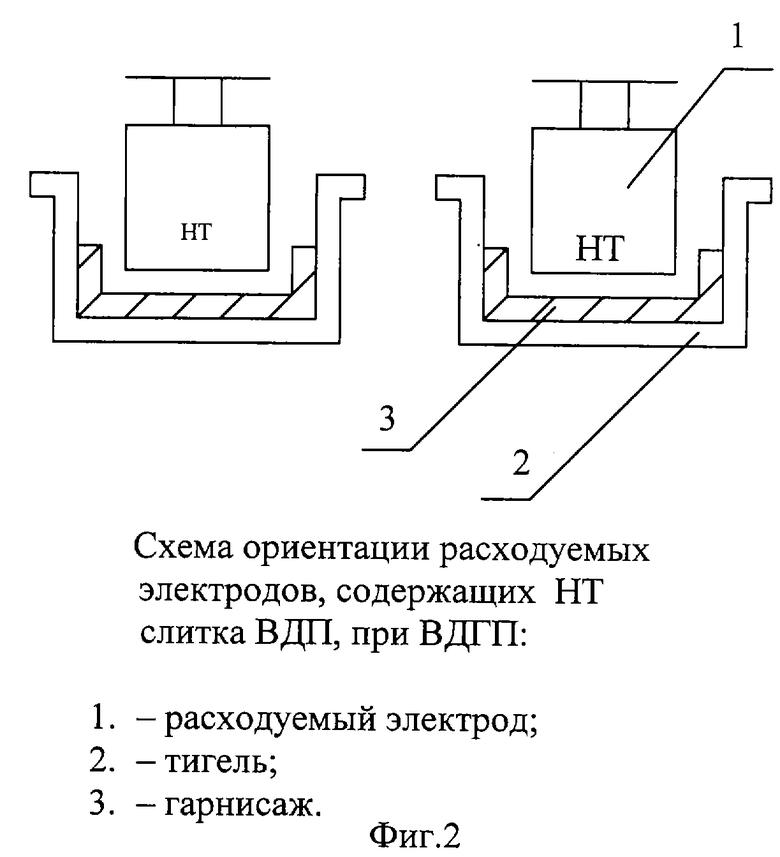
Технический результат достигается тем, что предложен способ получения слитков из сплавов на основе тугоплавких металлов, содержащих компоненты, температура плавления которых превосходит температуру плавления сплава не менее чем в 1,2 раза, включающий получение слитка путем вакуумного дугового переплава расходуемых электродов в кристаллизатор и вакуумный дуговой гарнисажный переплав расходуемых электродов в тигель с последующей разливкой в изложницу, при этом расходуемые электроды для вакуумного дугового гарнисажного переплава получают путем поперечной резки слитка, полученного вакуумным дуговым переплавом, на не менее чем две мерные части, причем мерные части, отрезанные от концов слитка, в процессе вакуумного дугового гарнисажного переплава ориентируют неотрезанными торцами слитка вниз.
Способ поясняется фиг.1 и 2.
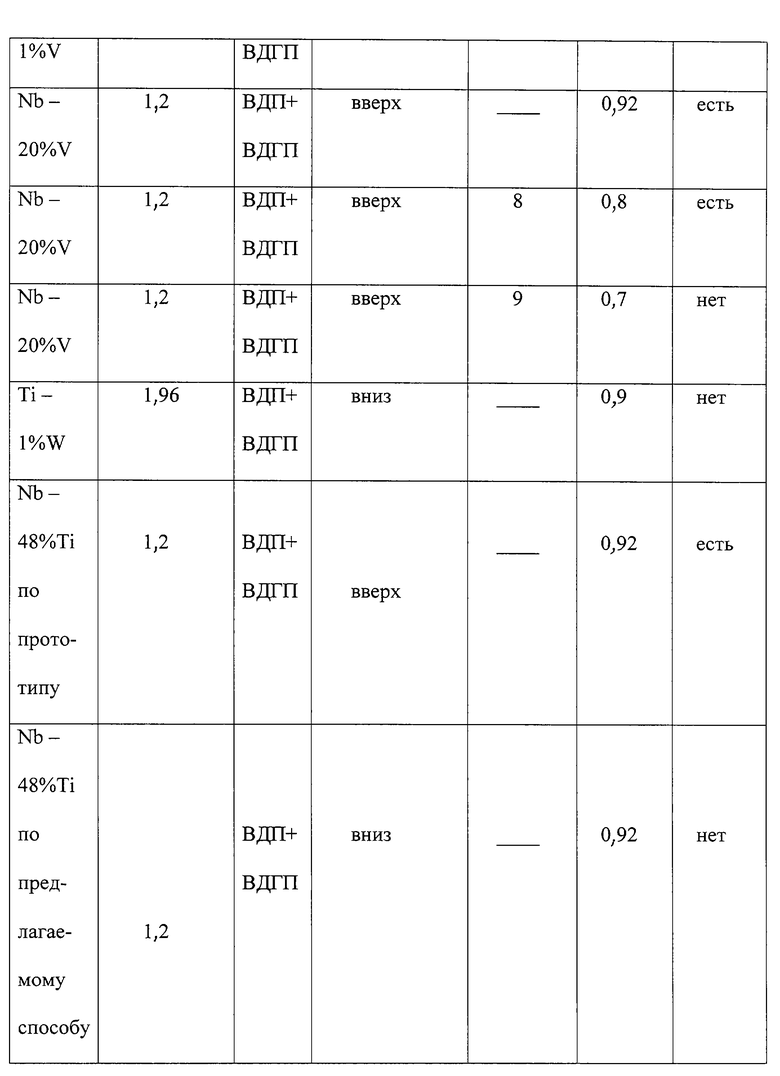
Результаты приведенных заявителем экспериментов по получению слитков сплавов Тi - 1 мас.% V, Nb - 20 мас.% V, Т - 1 мас.% W и Nb - 48 мас.% Тi, приведенные в таблице 1, показывают, что при выплавке сплава Ti-1%V с к=1,15 (к - отношение температур плавления тугоплавкого компонента и сплава) методом ВДП+ВДГП обогащенные ванадием включения в теле слитка полностью отсутствуют независимо от расположения расходуемых электродов при ВДГП.
При выплавке слитков сплава Nb-20%V (к=1,2) тем же методом и ориентации на заключительной стадии (ВДГП) расходуемых электродов из частей, отрезанных от концов слитка ВДП, неотрезными (исходными) торцами вверх (в направлении - от гарнисажа) в теле слитка ВДГП обнаружены включения диаметром до 0,7 см, обогащенные ниобием до 67%, которые исчезают только после выдержки расплава в тигле при ВДГП без сплавления расходуемого электрода не менее 9 секунд. Это, в свою очередь, приводит к снижению количества сливаемого расплава в 1,3 раза. При этом ориентация торцев электродов, вырезанных из середины слитка ВДП, безразлична.
В то же время при ориентации отрезанных от концов слитка ВДП частей неотрезными (исходными) торцами вниз (в направлении - к гарнисажу) удалось полностью избежать включений, обогащенных тугоплавким компонентом в сплавах Nb - 48 мас.% Ti (к=1,2) и Ti - 1 % W (к=1,96), без снижения количества сливаемого расплава.
Примером осуществления предлагаемого способа является получение слитков из сплава Nb - 48 мас.% Тi, применяемого в производстве сверхпроводников, при котором первый переплав осуществляли в ВДП типа ДКВ-3.2 в кристаллизатор диаметром 29 см, используя в качестве расходуемого электрода слиток Nb диаметром 13 см и длиной 200 см, к которому по образующей приваривали прутки Ti диаметром 5 см. ВДП сформированного таким образом электрода, масса которого составила 385 кг, проводили в течение 60 мин с распределением мощности во времени: 10 мин - 100 кВт (начало плавки); 45 мин - 520 кВт (рабочий режим); 5 мин - 80 кВт (окончание плавки).
Полученный после ВДП слиток диаметром 28 см, длиной 100 см, массой 381 кг разрезали на 3 части длиной по 33 см и массой по 125 кг каждая. Полученные таким образом расходуемые электроды подвергали ВДГП, ориентируя при этом отрезанные от концов слитка ВДП части неотрезными (исходными) торцами вниз, в направлении - к гарнисажу, а срединую часть - произвольно. ВДГП проводили в медный водоохлаждаемый тигель с внутренним диаметром 40 см с гарнисажем из сплава Nb - 48 мac.% Ti. Чистовые слитки, выплавленные из мерных частей, резали на продольные темплеты, которые затем подвергали шлифовке и травлению с целью определения их микроструктуры. Визуальный просмотр шлифов показал полное отсутствие в них включений, обогащенных тугоплавким компонентом (Nb).
Заявляемый способ позволил получить высококачественные слитки из сплава Nb - 48 мас.% Тi, используя при этом весь слиток первого переплава (ВДП), что позволило повысить выход в годное на 22% и снизить трудозатраты на 6,9% по сравнению с прототипом.
Достигнутые результаты свидетельствуют о решении поставленной технической задачи путем создания способа получения высококачественных слитков из сплавов, содержащих тугоплавкие компоненты, с одновременным повышением технико-экономических показателей процесса.
Предложенный способ может быть применен в промышленном производстве высококачественных слитков, содержащих тугоплавкие компоненты, в том числе для изготовления сверхпроводников.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Неуструев А. А. , Ходоровский Г.Л. "Вакуумные гарнисажные печи", М. "Металлургия", 1967 г., с.81;
2. Курдюмов А. В., Пикунов М.В. и др. "Производство отливок из сплавов цветных металлов", М. "Металлургия", 1986 г., с.403;
3. Неуструев А. А. , Ходоровский Г.Л. "Вакуумные гарнисажные печи", М. "Металлургия", 1967 г., с.39 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ, СОДЕРЖАЩИХ ТУГОПЛАВКИЕ КОМПОНЕНТЫ | 2001 |
|
RU2184161C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 1999 |
|
RU2154683C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ С ТИТАНОМ И ХРОМОМ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 2000 |
|
RU2167949C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |
| ПЕЧЬ ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ РЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2426804C1 |
| СПОСОБ ФОРМИРОВАНИЯ СЛИТКА МЕТАЛЛА | 2005 |
|
RU2301841C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2005 |
|
RU2288287C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ПСЕВДО β-ТИТАНОВОГО СПЛАВА, СОДЕРЖАЩЕГО (4,0-6,0)% Аl, (4,5-6,0)% Мo, (4,5-6,0)% V, (2,0-3,6)% Cr, (0,2-0,5)% Fe, (0,1-2,0)% Zr | 2010 |
|
RU2463365C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 2005 |
|
RU2302475C2 |

Изобретение относится к области металлургии и может быть использовано в промышленном производстве высококачественных слитков, содержащих тугоплавкие компоненты, в том числе для изготовления сверхпроводников. Предложен способ получения слитков из сплавов на основе тугоплавких металлов, содержащих компоненты, температура плавления которых превосходит температуру плавления сплава не менее чем в 1,2 раза, включающий получение слитка путем вакуумного дугового переплава расходуемых электродов в кристаллизатор и вакуумный дуговой гарнисажный переплав расходуемых электродов в тигель с последующей разливкой в изложницу, при этом расходуемые электроды для вакуумного дугового гарнисажного переплава получают путем поперечной резки слитка, полученного вакуумным дуговым переплавом, на не менее чем две мерные части, причем мерные части, отрезанные от концов слитка, в процессе вакуумного дугового гарнисажного переплава ориентируют неотрезанными торцами слитка вниз. Технический результат - получение высококачественных слитков на основе тугоплавких металлов с высокой химической однородностью и отсутствием дефектов усадочного происхождения. 2 ил., 1 табл.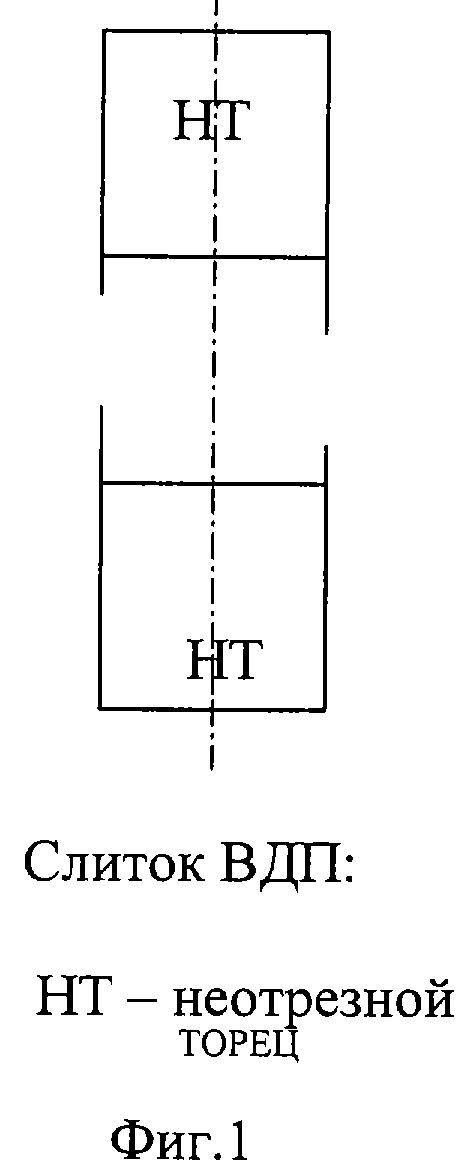
Способ получения слитков из сплавов на основе тугоплавких металлов, содержащих компоненты, температура плавления которых превосходит температуру плавления сплава не менее чем в 1,2 раза, включающий получение слитка путем вакуумного дугового переплава расходуемых электродов в катализатор и вакуумный дуговой гарнисажный переплав расходуемых электродов в тигель с последующей разливкой в изложницу, отличающийся тем, что расходуемые электроды для вакуумного дугового гарнисажного переплава получают путем поперечной резки слитка, полученного вакуумным дуговым переплавом, на не менее чем две мерные части, причем мерные части, отрезанные от концов слитка, в процессе вакуумного дугового гарнисажного переплава ориентируют неотрезанными торцами слитка вниз.
| НЕУСТРУЕВ Л.А | |||
| и др | |||
| Вакуумные гарнисажные печи | |||
| - М.: Металлургия, 1967, с.39 | |||
| 0 |
|
SU382724A1 | |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 1999 |
|
RU2154683C1 |
| Паркетная плита | 1974 |
|
SU499389A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ ИЗ ФИЗАЛИСА | 2005 |
|
RU2300221C1 |
| GB 1191193, 06.05.1970. | |||
