Изобретение относится к электродуговой металлургии и может быть использовано для повышения качества слитков титана и сплавов.
Для производства титана и сплавов на его основе в промышленном масштабе применяются электродуговые вакуумные печи с расходуемым электродом [1, 2]. В настоящее время в промышленной эксплуатации применяются два типа печей: вакуумная дуговая печь (ВДП), в которой переплав расходуемого электрода осуществляется непосредственно в изложнице (кристаллизаторе), и вакуумная дуговая гарнисажная печь (ВДГП), где переплав расходуемого электрода (возвратный гарнисаж) совместно с гарнисажем осуществляется в тигле, а расплав из тигля сливается в самостоятельную изложницу, в которой формируется слиток.
В отличие от ВДП гарнисажная печь не требует мощного пресса для изготовления расходуемого электрода, так как новый электрод наряду со слитком получается в каждом плавильном цикле, а в тигель печи загружаются отходы, размеры которых могут быть соизмеримы с внутренними размерами тигля.
Формирование большой ванны расплава способствует полноте протекания физико-химических процессов в ней, улучшая химическое взаимодействие различных составляющих и усреднение химического состава.
Значительным недостатком существующего способа получения слитка в ВДГП является то, что расплав сливается в самостоятельную водоохлаждаемую изложницу или в изложницу с массивными стенками, где слиток формируется без воздействия каких-либо внешних воздействий. При таком способе получения слитка имеет место значительная пористость по всей длине слитка. Особенно пористость увеличивается в области формирования усадочной раковины. Одной из причин образования пористости является кристаллизация «сверху», при которой образуется корка.
Цель изобретения - повышение качества слитка - достигается тем, что дополнительно нагревают расплав в изложнице, одновременно разрушают корку, уплотняют расплав, вытесняют газовую составляющую пор путем передачи через химически нейтральный электропроводящий стержень расплаву тепловой и механической энергии и перемешивают электромагнитным воздействием при пропускании через расплав электрического тока с созданием аксиального и радиального магнитного поля в объеме расплава, при этом постоянно поддерживают электромеханический контакт стержня с расплавом.
Предложенный способ поясняет схема, приведенная на чертеже.
В изложницу 1 через желоб 8 сливается расплав металла из тигля (не показан). Водонеохлаждаемая изложница изготавливается из ферромагнитной стали с толщиной стенки порядка 300 мм. Водоохлаждаемую изложницу делают из немагнитного материала. Слиток 2 формируется из расплава путем интенсивного теплообмена между расплавом и стенкой изложницы. В результате такого способа формирования слитка образуются поры 3 и корка 4 при кристаллизации сверху, препятствующая выходу газовой составляющей пор. При осевой части слитка и в области формирования усадочной раковины возникает рыхлость металла, и в результате он становится непригодным для изготовления изделий. С целью подготовки расходуемого электрода из такого слитка для повторного переплава в ВДП приходится отрезать нижнюю и головную части слитка в отходы. В этом случае может уходить до 25% металла слитка.
Для уменьшения пористости слитка стержень 9 опускают ниже зеркала расплава, дополнительно нагревают нагревателем 10 с источником питания 11 до определенной температуры, препятствующей образованию корки 4. Одновременно стержню придают механические колебания устройством, состоящим из магнитострикционной вставки 16 стержня, соленоида 14, запитываемого источником переменного тока 15. Механические колебания от вставки передаются через теплоизоляционный переходник 12 стержню 9 и далее расплаву 2. Механические колебания стержня одновременно разрушают корку, уплотняют расплав и вытесняют газовый состав пор. Через расплав пропускают ток от источника тока 7, а соленоидом 5, подключенным к источнику тока 6, создают аксиальное и радиальное магнитное поле. В результате электромагнитного взаимодействия перемешивают расплав.
При образовании усадочной раковины может нарушиться механический, тепловой и электрический контакт стержня 9 с расплавом 2. Стабилизация постоянного контакта осуществляется с помощью устройства вертикального передвижения стержня 17, управляемого электронным блоком 18.
При разрыве контакта на сопротивление 13 резко поднимается напряжение, поступающее на электронный блок, который дает команду устройству 17 на передвижение стержня вниз до образования надежного контакта.
Предлагаемый способ достаточно легко реализуется на практике, не требует больших затрат на изготовление устройства по этому способу, а эффективность его высокая.
Источники информации
1. А.Ш.Фридман, М.Костанци, Ф.Орелья. Гарнисажная плавильная установка для производства титановых слитков. Научно-технический журнал "Титан", 2002 г., №1(11), с.7-10.
2. Л.Д.Волохонский. Вакуумные дуговые печи. М., Энергоиздат, 1985, 232 с. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ РЕЖИМАМИ РАБОТЫ ГАРНИСАЖНЫХ ВАКУУМНЫХ ЭЛЕКТРОДУГОВЫХ ПЕЧЕЙ | 2005 |
|
RU2304177C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2002 |
|
RU2217515C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ, СОДЕРЖАЩИХ ТУГОПЛАВКИЕ КОМПОНЕНТЫ | 2001 |
|
RU2184161C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА МЕТАЛЛА | 2008 |
|
RU2385957C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ВАНАДИЯ С ТИТАНОМ И ХРОМОМ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 2000 |
|
RU2167949C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА МЕТАЛЛА | 2007 |
|
RU2348712C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 1999 |
|
RU2154683C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЛАВКОЙ | 1999 |
|
RU2156316C1 |
| СПОСОБ ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ "КАРУСЕЛЬНАЯ ПЛАВКА И ДОННЫЙ СЛИВ - КПДС" | 2002 |
|
RU2291209C2 |
Изобретение относится к специальной электрометаллургии и может быть использовано для формирования слитка из титана. Дополнительно нагревают расплав в изложнице, одновременно разрушают корку, уплотняют расплав, вытесняют газовую составляющую пор путем передачи через химически нейтральный электропроводящий стержень расплаву тепловой и механической энергии и перемешивают электромагнитным воздействием при пропускании через расплав электрического тока с созданием аксиального и радиального магнитного поля в объеме расплава, при этом постоянно поддерживают электромеханический контакт стержня с расплавом. Изобретение позволяет значительно повысить качество слитка. 1 ил.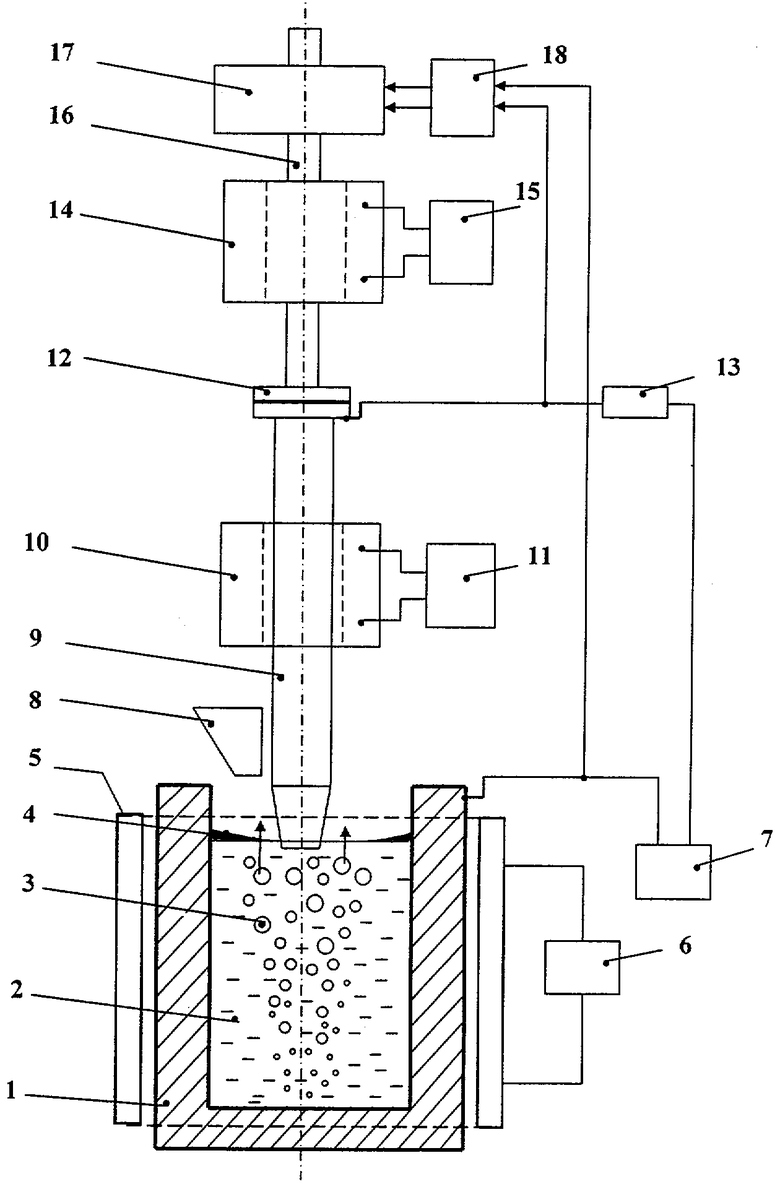
Способ формирования слитка металла, включающий дуговой переплав гарнисажа в тигле, слив расплава в изложницу, отличающийся тем, что дополнительно нагревают расплав в изложнице, одновременно разрушают корку, уплотняют расплав, вытесняют газовую составляющую пор путем передачи через химически нейтральный электропроводящий стержень расплаву тепловой и механической энергии и перемешивают электромагнитным воздействием при пропускании через расплав электрического тока с созданием аксиального и радиального магнитного поля в объеме расплава, при этом постоянно поддерживают электромеханический контакт стержня с расплавом.
| ВОЛОХОНСКИЙ Л.Д | |||
| Вакуумные дуговые печи.- М.: Энергоиздат, 1985, с.232 | |||
| RU 2002105685 А, 27.09.2003 | |||
| СПОСОБ ЛИТЬЯ МЕТАЛЛА | 1998 |
|
RU2209841C2 |
| US 4995593 А, 26.02.1991 | |||
| DE 3723912 А, 26.01.1989. | |||

