Изобретение относится к области цветной металлургии и может быть использовано для получения легированных титановых сплавов методом вакуумного дугового переплава.
Известен способ получения лигатуры непосредственным сплавлением чистых металлов в специальном плавильном агрегате (печи дуговые, индукционные, сопротивления и пр. ), заключающийся в расплавлении основного компонента лигатуры и перегрева его. Затем в расплав вводят легирующие элементы, температуру сплава доводят до необходимого уровня, производят металлургическую обработку и затем расплав разливают в чушки или плиты (Н.Ф. Аношкин и др. Плавка и литье титановых сплавов, М., Металлургия, 1978 г., стр. 95) - прототип. Так как полученный сплав имеет высокую пластичность, то для получения необходимой фракции лигатуры слитки катают в лист толщиной до 10 мм и режут в заданные размеры.
Недостатком известного способа является то, что при прокатке происходит расслоение и закаты металла, загрязнение его смазывающими веществами. В результате лигатура не соответствует установленным образцам сравнения, поэтому ее приходится обезжиривать (травить) и большей частью (до 40 - 45%) переводить в шихтовую заготовку для повторной плавки.
Изобретение направлено на снижение трудоемкости и увеличение выхода годного при производстве лигатуры алюминий-олово.
Технический результат - исключение операции прокатки в технологии изготовления лигатуры алюминий-олово.
Указанный технический результат достигается тем, что в способе получения лигатуры алюминий-олово, включающем получение расплава лигатуры, его разливку и кристаллизацию, разливку производят при температуре расплава 605-630oС через двухвалковый кристаллизатор, при окружной скорости вращения валков 14-20 м/мин, а на выходе расплав в виде ленты охлаждают водой.
Предлагаемый способ получения лигатуры алюминий-олово осуществляется следующим образом.
Вначале в печь загружается алюминий, после расплавления которого загружается олово. После проведения металлургической обработки расплав загружается в нагретое разливочное устройство. Расплав, нагретый до температуры 605-630oС, через заливочное устройство непрерывно подается в полость, образованную вращающимися в противоположные стороны горизонтально расположенными водоохлаждаемыми валками. Расплав кристаллизуется на поверхности валков, обжимается ими и выходит в виде ленты. При температуре расплава ниже 605oС из-за быстрой кристаллизации расплава резко возрастает величина необходимого давления в зоне формирования ленты, которое создастся усилием прижима одного волка к другому. При температуре расплава выше 630oС на поверхности ленты образуются раковины и разнотолщинность. Толщина ленты регулируется скоростью вращения валков кристаллизатора и силой их прижима. При окружной скорости вращения волков ниже 14 м/мин резко возрастает необходимая сила прижима волков, а при скорости окружной скорости вращения волков выше 20 м/мин толщина ленты становится нестабильной.
Закристаллизовавшаяся лента попадает через лентоприемник на транспортер и охлаждается водой, поступающей из душируюшей установки, с целью предотвращения образования несплошностей и разрыва ленты.
Пример. В качестве шихтовых материалов были использованы алюминий марки АО-95 и олово марки О1 массой по 20 кг. Загружали их порциями по 2 - 3 кг, вначале алюминий, а после его полного расплавления - олово. Готовый расплав подавался в предварительно разогретый питатель и далее в полость, образованную валками кристаллизатора. Разливка производилась при температуре 615oС, диаметр валковых, водоохлаждаемых кристаллизаторов равен 600 мм, частота вращения составляла 8 об/мин, что соответствовало окружной скорости валков, равной 15 м/мин.
Была получена полоса толщиной 2-3 мм, шириной 500мм и длиной 2800мм хорошего качества, с чистой поверхностью и без внешних дефектов.
Замечаний и отклонений в процессе изготовления лигатуры не наблюдалось.
По данной технологии изготовили 5 партий (лент) лигатуры.
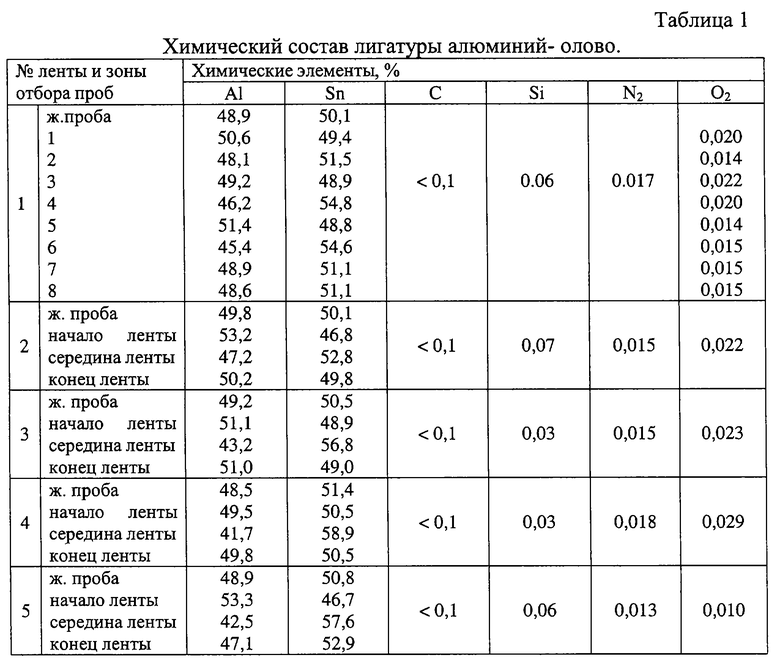
От первой плавки отобрали одну жидкую и 8 твердых проб от ленты, от остальных плавок - одну жидкую и по 3 твердых пробы на определение химического состава.
Результаты химического анализа приведены в таблице 1.
Как видно из таблицы 1, химический состав лигатуры стабилен по всему объему полученных заготовок.
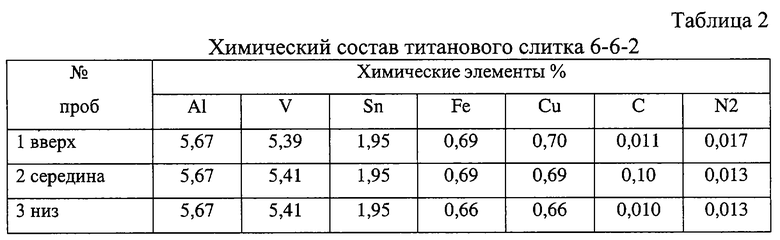
Высокое качество полученной по данному способу лигатуры алюминий-олово было также подтверждено контрольной плавкой титанового слитка сплава 6-6-2 (Al-V-Sn), следующего расчетного состава: 5,6% А1; 5,5% V; 2,0% Sn; 0,6% Fe; 0,6% Сu.
Использовали следующие шихтовые материалы:
1. Лигатуру алюминий-олово (50% Аl; 50% Sn).
2. Лигатуру V - Al (76,5% V; 23% Al).
3. Железо (Fe - армко).
4. Титановая губку (ТГ-90).
5. Двуокись титана (ТiO2).
6. Медь катодная (Ml).
Слиток выплавлен методом вакуумно-дугового переплава. В расходуемый электрод лигатура алюминий-олово вводилась в виде пластин размером 100•100 мм, нарезанных из изготовленной ленты.
Результаты химического анализа полученного слитка приведены в таблице 2.
Химический состав слитка стабилен по всему объему.
Использование предлагаемого способа получения лигатуры алюминий-олово обеспечивает снижение трудоемкости за счет исключения операции прокатки и снижение себестоимости, т.к. выход годного приближается к 100%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ НИКЕЛЬ-МОЛИБДЕН | 2003 |
|
RU2236478C1 |
| Способ изготовления лигатур в вакуумной дуговой печи с нерасходуемым электродом | 2020 |
|
RU2734220C1 |
| СПОСОБ ПЛАВКИ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ НА ИХ ОСНОВЕ | 2012 |
|
RU2630138C2 |
| Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30 | 2019 |
|
RU2719051C1 |
| ЛИГАТУРА ДЛЯ ВЫПЛАВКИ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2470084C1 |
| Способ получения электродов из сплавов на основе алюминида титана | 2016 |
|
RU2630157C2 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| ЛИГАТУРА ДЛЯ ВЫПЛАВКИ СЛИТКА ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ ТИТАНА | 2014 |
|
RU2557203C1 |
| Способ получения полуфабриката из сплава на основе ниобия | 2018 |
|
RU2680321C1 |
| СПОСОБ ПЛАВКИ И ЛИТЬЯ МЕТАЛЛА ВО ВРАЩАЮЩЕЙСЯ И НАКЛОННОЙ ЕМКОСТИ | 2000 |
|
RU2191211C2 |
Изобретение относится к области металлургии и может быть использовано для получения легированных титановых сплавов методом вакуумного дугового переплава. В способе разливку расплава лигатуры производят при температуре расплава 605-630oС через двухвалковый кристаллизатор при окружной скорости вращения валков 14-20 м/мин, а на выходе из двухвалкового кристаллизатора закристаллизовавшийся расплав в виде ленты охлаждается водой. Изобретение позволяет исключить операции прокатки в технологии изготовления лигатуры алюминий-олово. 2 табл.
Способ получения лигатуры алюминий-олово, включающий получение расплава лигатуры, его разливку и кристаллизацию, отличающийся тем, что разливку производят при температуре расплава 605-630°С через двухвалковый кристаллизатор при окружной скорости вращения валков 14-20 м/мин, а на выходе расплав в виде ленты охлаждают водой.
| АНОШКИН Н.Ф | |||
| и др | |||
| Плавка и литье титановых сплавов | |||
| - М.: Металлургия, 1978, с.95 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ФЕРРОСПЛАВА | 1997 |
|
RU2116864C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПРОКАТКОЙ РАСПЛАВА | 1991 |
|
RU2026137C1 |
| ГЕРМАНН Э | |||
| Непрерывное литье | |||
| - М.: Гостехиздат, 1961, с.15, рис.2.2. | |||
