Изобретение относится к металлургии, к непрерывному литью, к получению лент или полосы при закалке расплава между двумя валками.
Известно техническое решение, в котором при получении тонкой металлической ленты поверхность валка-кристаллизатора подогревают с помощью луча, обладающего высокой энергией.
Известно также устройство для литья металлической полосы на подвижной подложке, которую перед подачей расплава подогревают с помощью механизма, содержащего газовое сопло.
В этих известных технических решениях с помощью различных по конструктивному выполнению узлов подогревается и очищается от конденсата закалочная поверхность. Во втором случае, кроме этого, создается атмосфера малой плотности, которая дополнительно способствует очищению закалочной поверхности.
Однако эти известные устройства не могут быть использованы для получения качественной ленты при прокатке расплава, поскольку использование только одного нагревателя не устраняет термическое набухание закалочной поверхности (или валка), которое, в свою очередь, приводит к образованию вогнутого профиля получаемой ленты, т.е. к ее разнотолщинности.
Известен валок для непрерывной разливки полосы с равномерной толщиной, в котором с помощью системы внутренних каналов изменяется профиль бочки.
Недостатком данного устройства является неодинаковое изменение профиля бочки валка по мере его износа, а также невозможность получать ленты с хорошей геометрией для различных сплавов. Отсутствие в указанной конструкции инертной атмосферы способствует окислению расплава, также ухудшающему качество ленты.
Наиболее близким по технической сущности и достигаемому результату является устройство, используемое для прокатки листа, в котором осуществляется регулировка профиля одного из валков с помощью системы нагревателей, которые выполнены в виде газовых горелок.
Недостатком этой схемы регулирования профиля валков является жесткая фиксация газовых горелок относительно поверхности валка. Кроме того, газовые горелки регулируют профиль только одного валка. Такая конструкция не позволяет в широких пределах управлять профилем валков, что необходимо при получении высококачественной ленты с различными геометрическими параметрами и их различных сплавов, получаемой при прокатке расплава. Т.е. компенсация термического набухания не соответствует истинному набуханию валка из-за ограниченных возможностей системы газовых горелок. Кроме того, ограниченность в управлении расположением газовых горелок относительно валков может привести к локальному разогреву их поверхности при длительной эксплуатации устройства, что, в свою очередь, обуславливает приваривание расплава к валкам и нарушение стабильности процесса.
Целью изобретения является повышение качества получаемой ленты за счет уменьшения ее разнотолщинности и улучшения характеристик поверхности и расширение технологических возможностей устройства.
Поставленная цель достигается тем, что в предлагаемом устройстве нагреватели в виде газовых горелок установлены вдоль бочки каждого из валков-кристаллизаторов симметрично относительно створа валков с возможностью их независимого перемещения вокруг и параллельно оси валков, по нормали к поверхности валка и наклона относительно нормали. Кроме того, в качестве нагревателей могут быть использованы тепловые излучатели или источники индукционного нагрева.
Благодаря тому, что газовые горелки установлены вдоль бочки каждого из валков-кристаллизаторов и симметрично относительно створа валков, условия смачивания расплавом поверхности каждого из валков одинаковы. Это обуславливает одинаковые условия охлаждения каждой стороны формирующейся ленты, что, свою очередь, приводит к равномерной по сечению ленты структуры и однородности свойств. Кроме этого, получается одинаковая микротопография поверхностей ленты.
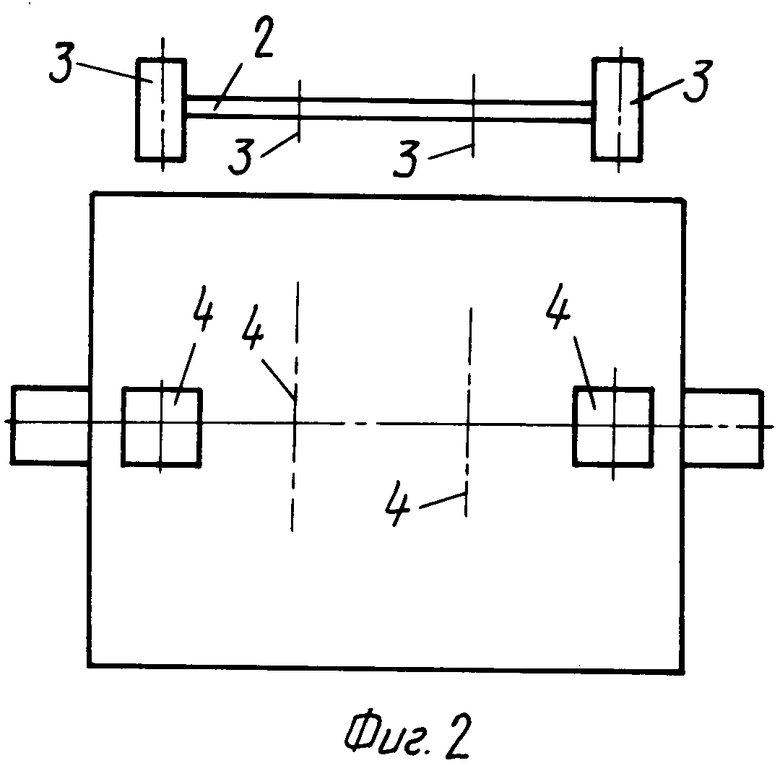
Сочетание симметричности расположения нагревателей относительно створа валков в процессе получения ленты с независимыми перемещениями вокруг и параллельно оси валков по нормали к поверхности валка и наклона относительно нормали с углом до ±30о обеспечивает в широких пределах управление профилем и температурой поверхности валков. Если угол наклона выходит за пределы +30о относительно нормали, то резко снижается эффективность работы устройства, что приводит к ухудшению качества поверхности ленты (окисление) и увеличение ее разнотолщинности. В свою очередь это дает возможность изменять условия смачивания по ширине получаемой ленты, создавать одинаковые условия охлаждения независимо от ширины, толщины и состава получаемых лент. Кроме этого, такое конструктивное выполнение системы обогревателей обеспечиает (при необходимости) получение лент заданного профиля. Если в горелках использовать газы, образующие при сгорании восстановительную или нейтральную атмосферу, то можно предотвращать окисление ванны расплава и поверхностей ленты, повышая тем самым ее качество и расширяя сортамент разливаемых сплавов.
Использование в качестве нагревателей тепловых излучателей или источников индукционного нагрева создает дополнительные возможности для регулирования толщины прогреваемого слоя и температуры поверхности, что также расширяет технологические возможности устройства. Помимо этого создается возможность использования предложенного устройства для получения ленты в замкнутом объеме, например в вакууме, а также повысить безопасность условий эксплуатации устройства.
На фиг.1 показано предлагаемое устройство, вид сбоку; на фиг.2 - то же, вид спереди.
Устройство состоит из двух валков-кристаллизаторов 1, над которыми расположена система нагревателей поверхности каждого из валков, состоящая из кронштейнов 2, в которых закреплены нагреватели 3 и системы подвода (газа или электропитания), а также датчиков 4. Стрелками указаны направления возможного перемещения нагревателей 3.
Устройство работает следующим образом.
Валки-кристаллизаторы 1 приводятся во вращение с заданной скоростью, включается система нагревателей 3 поверхности валков 1 и в створ валков подается поток расплава с заданным расходом. С помощью нагревателей 3 происходит подогрев поверхности бочки каждого из валков 1 в зависимости от сигнала, поступающего с датчиков 4, контролирующих температуру поверхности валка 1 или его расширение. За счет этого осуществляется компенсация теплового набухания валков 1, что приводит к повышению однородности ленты по геометрии. Регулируя работу нагревателей 3 в процессе разливки, можно получать однородную ленту с заданной геометрией при различных условиях подачи расплава в створ валков.
Реализация предложенного технического решения была осуществлена при получении ленты из сплава Fe-Si и представлена в следующих примерах.
П р и м е р 1. Диаметр валков-кристаллизаторов 440 мм, длина бочки валков 150 мм, скорость вращения 6,5 м/с, размер разливочной щели 148х2 мм, температура подаваемого расплава 1600оС. В качестве нагревателей поверхности валков использовали газовые горелки, которые имели возможность независимого перемещения в трех взаимно перпендикулярных плоскостях. Расположение газовых горелок: расстояние от поверхности валка 10 мм, расстояние между горелками, начиная с горелки, расположенной на краю 2,5 мм, 3 мм, 4 мм, 3 мм, 2,5 мм, горелки расположены по нормали к поверхности валка, симметрично относительно створа валков. Разнотолщинность полученной ленты по ширине не превышает 20 мкм.
П р и м е р 2. Условия разливки аналогичны условиям примера 1, но в качестве нагревателей были использованы тепловые излучатели в виде нитей накаливания с фокусировкой теплового луча, размеры разливочной щели 130х2 мм, угол наклона нагревателей составлял 15о относительно нормали к поверхности валка. Разностолщинность полученной ленты 15 мкм.
П р и м е р 3. Условия получения ленты аналогичны примеру 1, но угол наклона нагревателей составлял ±30о относительно нормали к поверхности валка. Разнотолщинность полученной ленты 12 мкм.
П р и м е р 4. Условия получения ленты аналогичны примеру 1, но угол наклона нагревателей составлял ±35о относительно нормали к поверхности валка. Полученная лента имеет сильно окисленную поверхность.
П р и м е р 5. Условия получения ленты аналогичны примеру 1, но в качестве нагревателей использовали катушки индуктивности наружным диаметром 10 мм с числом витков 4, запитанные от генератора ВЧИ 4/10, расположенные по нормали к поверхности валка. Разнотолщинность полученной ленты 14 мкм при ее ширине 150 мм.
П р и м е р 6. Условия получения ленты аналогичны примеру 1. Нагреватели были расположены несимметрично относительно створа валков (на расстоянии 100 мм и 200 мм). Разнотолщинность полученной ленты по ширине составляла 100 мкм при толщине ленты 160 мкм, при сильной окисленности одной из поверхностей.
П р и м е р 7. Получение ленты по режимам, представленным в примере 1, без использования системы нагревателей приводило к получению ленты, сечение которой имело двояковогнутую форму с разнотолщинностью по ширине, соизмеримой с толщиной ленты. Аналогичный (отрицательный) результат имел место при использовании жестко закрепленных нагревателей над одним из валков (согласно устройству-прототипу).
Экономическая эффективность от использования предложенного устройства заключается в снижении брака по качеству получаемой ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 1994 |
|
RU2099163C1 |
| Способ подготовки металлического расплава при получении лент в валках-кристаллизаторах | 1990 |
|
SU1799674A1 |
| Валковый кристаллизатор | 1980 |
|
SU959903A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| ОПОРНЫЙ ВАЛОК КЛЕТИ КВАРТО | 1985 |
|
SU1320957A1 |
| СПОСОБ ОДНО- И МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2120835C1 |
| Прокатный валок | 1987 |
|
SU1423202A1 |
| Способ подготовки к работе прокатных валков листовых станов | 1986 |
|
SU1380820A1 |
| Способ непрерывного литья ленты | 1981 |
|
SU984649A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА | 1990 |
|
SU1788641A1 |
Устройство для получения металлической ленты прокаткой расплава содержит валки-кристаллизаторы 1, систему нагревателей поверхности валков в виде газовых горелок 3, установленных для нагрева поверхности опорных валков, и датчики 9 температуры поверхности валка, при этом нагреватели установлены вдоль бочки каждого из рабочих валков - кристаллизаторов симметрично относительно створа валков с возможностью их независимого перемещения вокруг и параллельно оси валков, по нормали к поверхности валка и наклона относительно нормали. Угол наклона нагревателей 3 относительно нормали к поверхности валка не превышает ± 30° . 2 ил.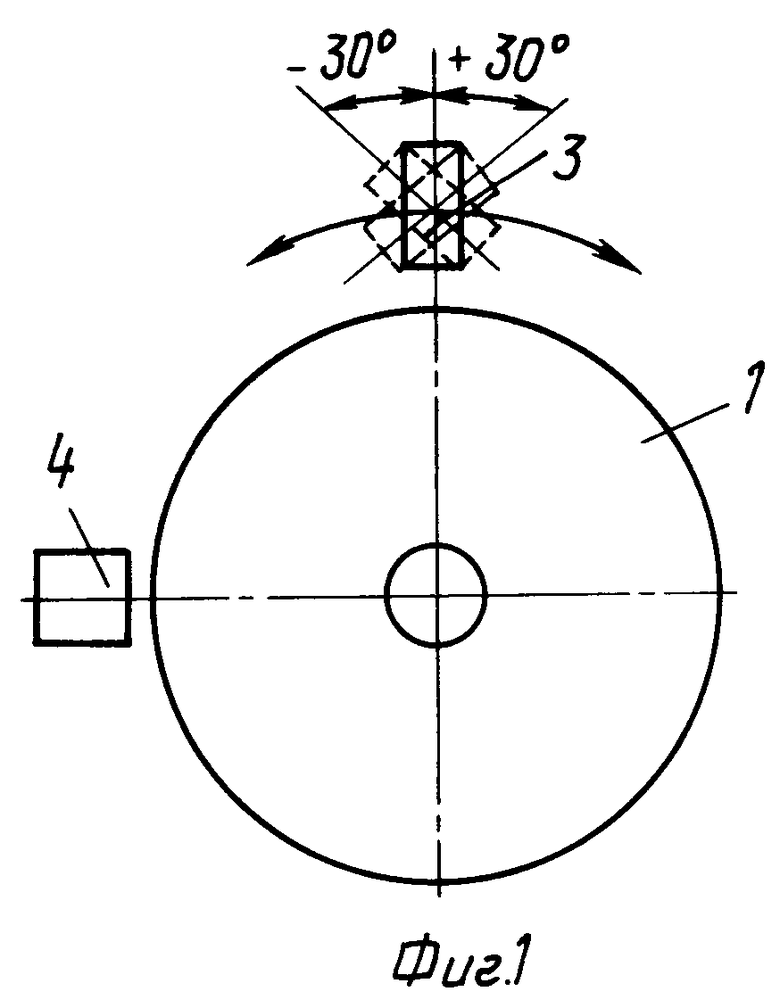
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПРОКАТКОЙ РАСПЛАВА, содержащее валки-кристаллизаторы, систему нагревателей поверхности валков и датчики температуры поверхности валка, отличающееся тем, что, с целью повышения качества получаемой ленты за счет уменьшения ее разнотолщинности и улучшения характеристик поверхности и расширения технологических возможностей устройства, нагреватели установлены вдоль бочки каждого из рабочих валков-кристаллизаторов симметрично относительно створа валков с возможностью их независимого перемещения вокруг и параллельно оси валков, по нормали к поверхности валка и с наклоном относительно нормали в пределах ±30o.
| Третьяков А.В | |||
| и др | |||
| Совершенствование теплового процесса листовой прокатки | |||
| М.: Металлургия, 1973, с.274-280. |
