Область техники
Настоящее изобретение относится к способу непрерывного изготовления полуфабрикатных заготовок для объемных снексов (закусок), получаемых из картофеля, злаков или тому подобного, и к устройству для осуществления способа.
Предшествующий уровень техники
В настоящее время множество видов снексов коммерчески широко доступно, среди них особенно важны изготавливаемые из злаков, корнеплодов или подобных пищевых продуктов, получаемые обжариванием в масле и доступные в запечатанных упаковках в продуктовых магазинах и тому подобных, на предприятиях общественного питания, таких как бары, кафе, пивные и так далее.
В настоящее время, в частности, повышается уровень продажи объемных (трехмерных) снексов, получаемых сцеплением по периметру двух слоев гелевых полуфабрикатных соединений, получаемых экструдированием увлажненных смесей картофеля, злаков и/или других крахмальных продуктов.
Уже известна непрерывная технологическая линия для получения указанных снексов, раскрытая в заявке на итальянский патент TV94A000045 на имя Марио Паван (Mario Pavan), поданной 5 мая 1994 года.
Эта непрерывная технологическая линия производит полуфабрикатный материал из увлажненной смеси злаков и/или других крахмальных ингредиентов, образующих два базовых равномерных слоя, указанные слои пропускают через область разрезания слоев, в которой каждый слой проходит между парой валков: один является режущим валком, оборудованным зубцами, а второй - противолежащим валком, оборудованным соответствующими выемками.
При пропускании между валками образуются сквозные надрезы слоев, позволяющие маслу протекать во время жарки внутрь снекса, обеспечивая равномерное приготовление.
Режущий валок и противолежащий валок имеют регулируемые и варьируемые скорости, в любом случае вследствие необходимости сохранять сцепление между зубцами и выемками общие скорости должны быть одинаковыми.
В следующей зоне данной технологической линии слои взаимно совмещают и проводят между штамповочным валком и дополняющим противолежащим валком.
Два слоя в действительности штампуются так, чтобы образовывались формы, такие как сердца, мишки, рыбки, дельтопланы, и сформованные снексы отделяют от основы.
Было установлено, что хотя описанная выше технологическая линия и является усовершенствованием по сравнению с известными линиями и/или системами, она влечет за собой некоторые недостатки, особенно в отношении качества получаемой таким образом конечной продукции, вызываемые, в частности, за счет адгезивных и клейких характеристик вещества, подвергаемого обработке.
Первый недостаток, который наблюдается в данном случае, соответственно основан на том, что большая часть надрезки опять слипается в период между разрезанием и жарением, и это оказывает отрицательное влияние на приготовление каждого снекса в целом.
Другой недостаток, наблюдаемый, в частности, при штамповке, представляет собой взаимное слипание многоярусных слоев.
Из-за этого во время приготовления снекс разбухает не равномерно, приводя к достаточно низким эстетическим и качественным результатам.
Раскрытие изобретения
Задачей настоящего изобретения является создание способа непрерывного изготовления полуфабрикатных заготовок объемных снексов, получаемых из картофеля, злаковых или им подобного, который позволяет исключить вышеописанные недостатки традиционных систем изготовления.
В рамках поставленной цели логической первоочередной задачей настоящего изобретения является создание устройства для осуществления требуемого способа.
Другой важной задачей настоящего изобретения является создание способа и соответствующего устройства, которые позволяют обеспечивать полуфабрикатный материал для снексов, между слоями которых для равномерного прожаривания указанных снексов может проникать масло для жарки.
Другой важной задачей настоящего изобретения является создание способа и соответствующего устройства, которые облегчают и повышают объемную форму снексов.
Другой важной задачей настоящего изобретения является создание способа и соответствующего устройства, которые позволяют получать снексы с лучшим вкусом и более хрустящие, чем коммерчески доступные в настоящее время.
Дополнительной задачей настоящего изобретения является создание способа и соответствующего устройства, которые позволяют получать объемные снексы с себестоимостью производства, конкурентной относительно обычной стоимости.
Эта цель, эти задачи и другие, которые станут очевидны далее, достигаются способом для непрерывного изготовления полуфабрикатных заготовок объемных снексов, получаемых из картофеля, злаковых или подобного, который включает после получения двух слоев гелеобразного полуфабрикатного материала из указанных компонентов и/или других крахмальных ингредиентов следующие стадии:
- разрезания слоев на последовательные сегменты вдоль параллельных линий режущими кромками, действующими на слой материала при относительном движении, составляемом поступательным движением, которое по существу перпендикулярно разрезаемой порции;
- совмещения разрезанных слоев и их штампования подходящими штампами, отделяющими сетчатый каркас от снексов, причем каждый снекс образуется из двух соединенных по периметру слоев.
Преимущественно штампование и наложение слоев происходят, когда указанные слои находятся на ранней стадии приготовления, что увеличивает эластичные и пластические характеристики слоев.
Краткое описание чертежей
Дополнительные характеристики и преимущества настоящего изобретения будут очевидны из следующего подробного описания стадий способа и варианта выполнения устройства, проиллюстрированного в качестве неограничивающего примера на прилагаемых чертежах, где:
фиг. 1 представляет собой схематическое изображение в перспективе части устройства согласно изобретению;
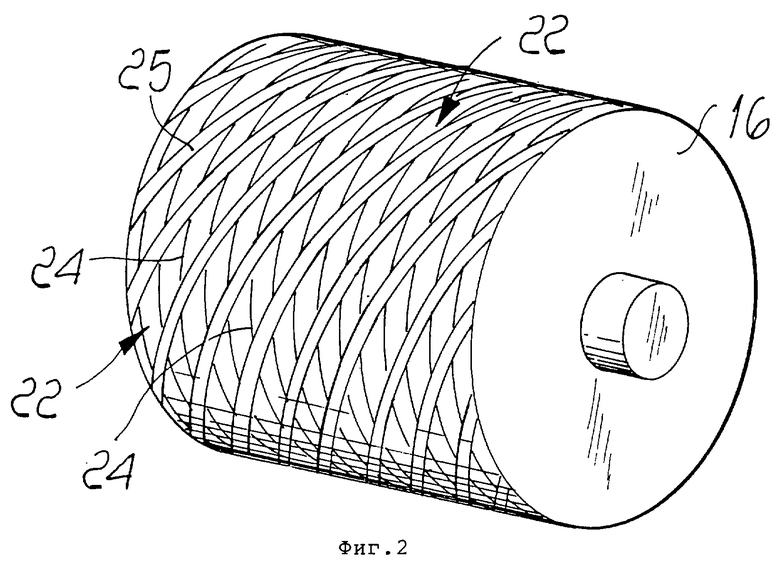
фиг.2 представляет собой вид режущего валка в перспективе;
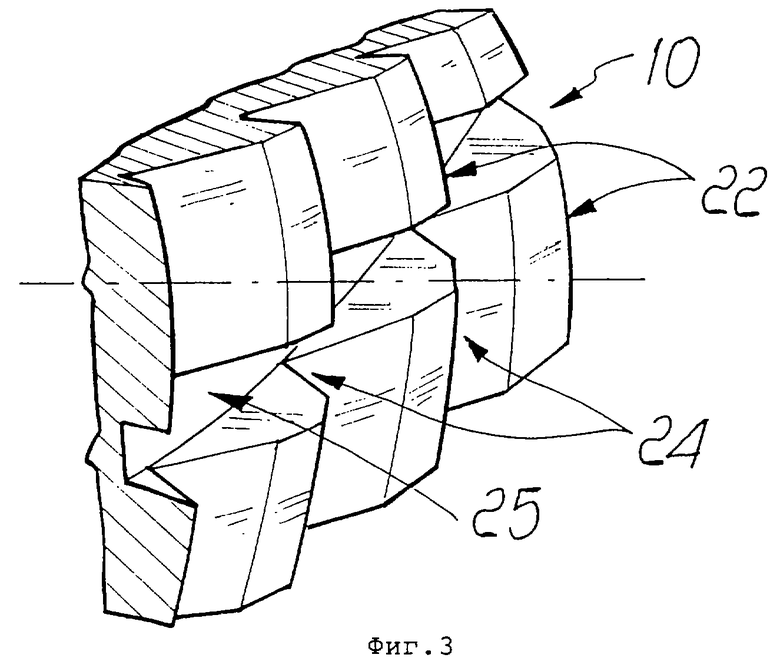
фиг. 3 представляет собой увеличенный вид в перспективе части валка, изображенного на фиг.2;
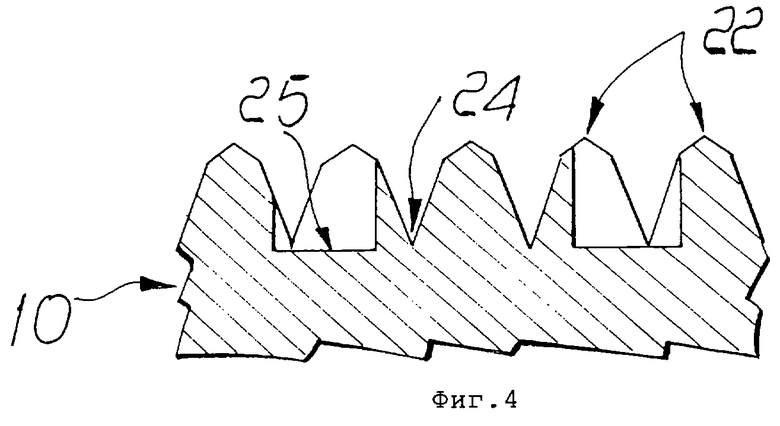
фиг. 4 представляет собой увеличенный подробный вид в радиальном разрезе вращающейся ленты валка с фиг.2;
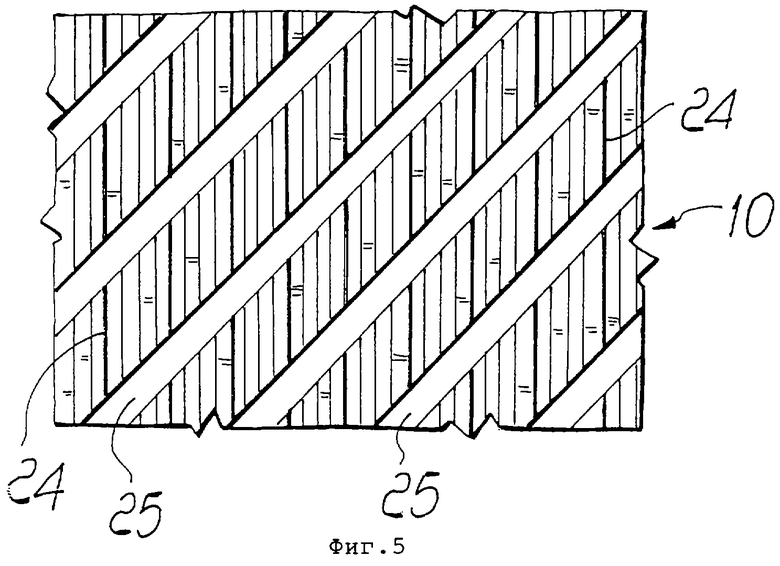
фиг. 5 представляет собой фронтальный вид вращающейся ленты валка с фиг. 2;
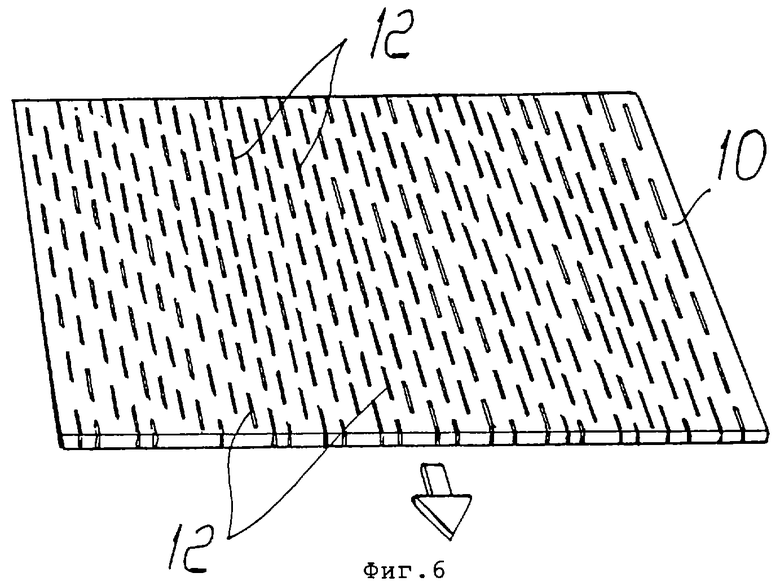
фиг.6 представляет собой вид обрабатываемого слоя после разрезания;
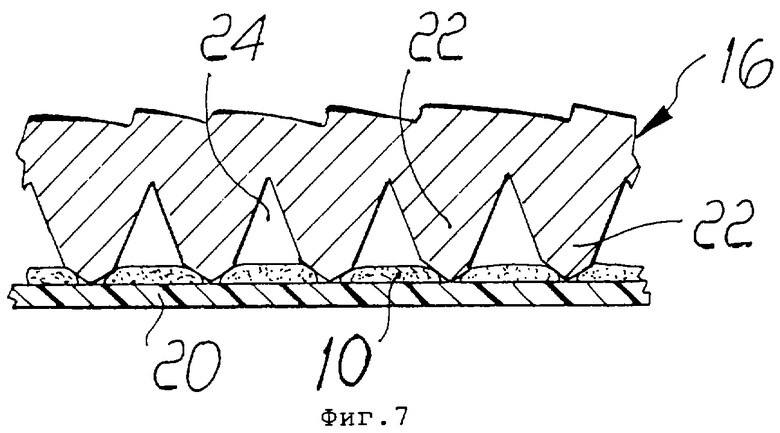
фиг.7 представляет собой частичный вид в разрезе принципа действия режущего валка на слой;
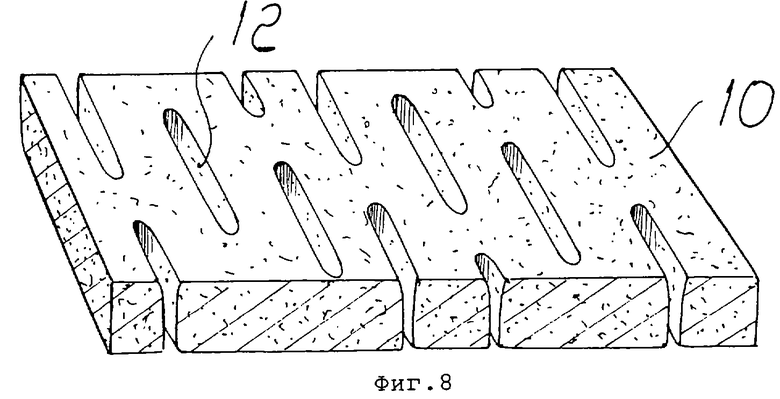
фиг.8 представляет собой увеличенный перспективный вид части слоя с фиг. 5;
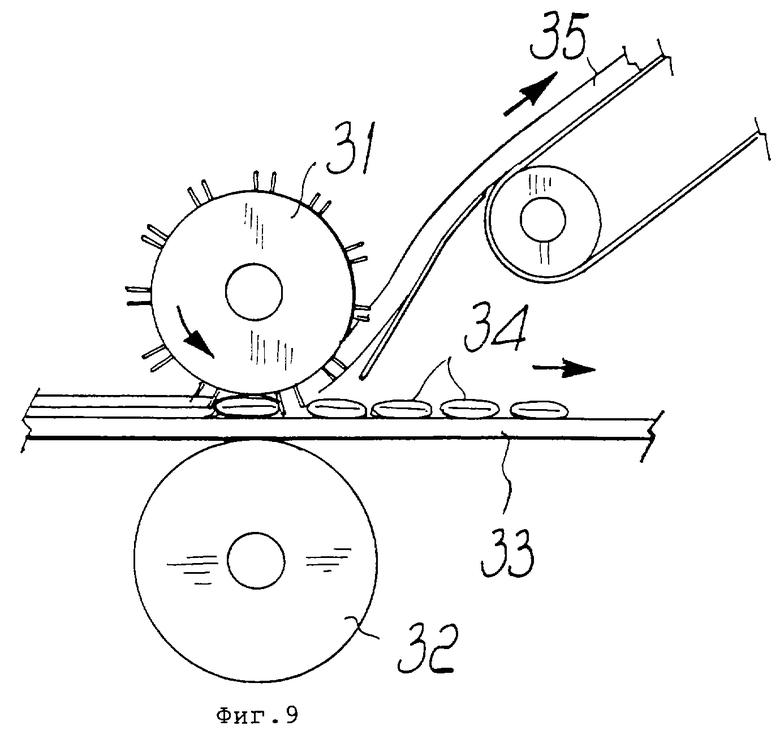
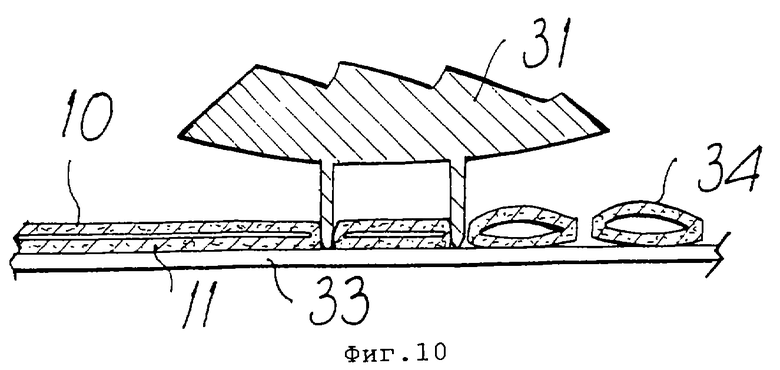
фиг.9 представляет собой увеличенный подробный вид сбоку части устройства, относящейся к штампованию продукта;
фиг.10 представляет собой увеличенный вид части фиг.9.
Способы осуществления изобретения
Со ссылкой на указанные выше фигуры способ согласно настоящему изобретению для непрерывного изготовления объемных снексов, получаемых из картофеля, злаковых или им подобного, включает после приготовления двух слоев гелеобразного полуфабрикатного материала из указанных компонентов и/или других крахмальных ингредиентов, получаемых в той части устройства, которая не показана на фигурах для простоты и известна сама по себе, первую стадию, на которой верхний и нижний слои, обозначенные на фиг.1 ссылочными номерами 10 и 11 соответственно, разрезают на последовательные сегменты 12 и 13 вдоль параллельных линий посредством режущих кромок, которые будут подробнее описаны далее и которые воздействуют на материал при относительном движении, образуемом поступательным движением, которое по существу перпендикулярно разрезаемой порции.
Эту стадию осуществляют с материалом на ранней стадии приготовления, когда его упругие и пластические характеристики и его прочность велики.
Затем устройство имеет после области непрерывной загрузки 14, после образования и контроля слоев 10 и 11 (не показано) зону резки 15, которая состоит для каждого слоя из режущего валка, соответственно обозначенного ссылочными номерами 16 и 17, и гладкого дополняющего противолежащего валка с упругой вращающейся поверхностью, соответственно обозначенного ссылочными номерами 18 и 19.
Каждый из дополняющих противолежащих валков 18 и 19 образует один из двух направляющих элементов соответствующего скользящего противолежащего ремня, обозначенных ссылочными номерами 20 и 21 соответственно.
Каждый из режущих валков 16 и 17 имеет зубцы на поверхности валка; на фигурах показаны только зубцы первого валка, которые обозначены ссылочными номерами 22, они образуются посредством комбинирования кольцевых и расположенных параллельно на равном расстоянии выемок 24 с множеством спиральных выемок 25, которые пересекаются с первыми выемками.
Выемки 24 образованы двумя частями, имеющими различные углы, так что апертурный угол режущей кромки каждого зубца 22 в любом случае достаточно широк для облегчения движения и последующего расплющивания материала.
Зубец 22 действует на материал посредством проникновения в него по существу под прямыми углами относительно воздействия, оказываемого вращением валка, и путем расплющивания его под прямыми углами по отношению к направлению продвижения слоя.
Последующая стадия способа заключается в наложении надрезанных слоев и их штамповании подходящими перфораторами, отделении сетчатого каркаса от снексов, каждый из которых образован двумя соединенными по периметру слоями.
Для данной операции устройство имеет зону 28 для наложения слоев и формования снексов, в которую конвейерные ленты 29 и 30 таким образом направляют слои 10 и 11, что они совмещаются.
Зона 28 включает штамповочный валок 31, на вращающейся поверхности которого оборудованы режущие штампы, и дополняющий противолежащий валок 32 с гладкой вращающейся поверхностью, которая преимущественно является упругой.
Конвейерная лента 33 вклинивается между штамповочным валком 31 и дополняющим противолежащим валком 32, принимая два сложенных друг с другом слоя 10 и 11; лента 33 транспортирует их на штамповку, а затем транспортирует сформованные полуфабрикаты снексов 34.
Полуфабрикаты снексов 34 отделяют от сетчатого каркаса 35, который транспортируется конвейерной лентой 36, расположенной сверх обычной секции 37 для выделения и повторного использования материала.
Здесь следует отметить, что высокая степень гелеобразования материала перед штамповкой, его упругие и пластические характеристики и скорость перемещения конвейерных лент приводят, как отмечалось, к продольному растяжению материала в области перед формованием снексов, так что штамповка приводит путем отделения полуфабрикатов снексов 34 от каркаса 35 к фиксированию полуфабрикатов снексов, которые за счет перемещения назад в продольном направлении одновременно разбухают в определенной степени, так что помимо периферической области два слоя являются взаимно разделенными.
Соответственно сформованные полуфабрикатные заготовки 34, прежде всего, имеют четко сформированные разрезы, которые обеспечивают оптимальное проникновение масла во время жаренья, а составляющие их стенки также полностью разделены, так что они уже имеют объемную конфигурацию перед жаркой.
В конце устройства полуфабрикаты снексов высушивают до такого состояния, при котором они могут стабильно храниться и находиться в равновесии, а затем они расширяются, как отмечалось, путем жаренья или в воздушной печи до состояния, готового к употреблению.
На практике наблюдалось, что поставленная цель и задачи настоящего изобретения были достигнуты.
Недостатки, наблюдаемые в системах и процессах, используемых до этого, то есть закрывание щелей и отверстий для прохождения масла и слипание внутренних стенок указанных снексов, были действительно устранены.
Изобретение, задуманное таким образом, допускает многочисленные модификации и вариации, все из которых находятся в рамках концепции настоящего изобретения.
Все узлы, кроме того, могут быть заменены другими технически эквивалентными элементами.
На практике используемые материалы в той мере, насколько они совместимы с обусловленным использованием, а также размеры, могут быть любыми, соответствующими потребностям.
Изобретение касается пищевой промышленности. Способ предусматривает непрерывное изготовление объемных снексов, которые получают из картофеля, злаков или им подобного. Способ предусматривает получение двух слоев гелеобразного полуфабрикатного вещества из компонентов и/или других крахмальных ингредиентов. После этого осуществляют разрезание слоев на последовательные сегменты вдоль параллельных линий режущими кромками. Резание осуществляют при относительном движении, состоящем из поступательного движения, которое по существу перпендикулярно разрезаемой порции в сочетании с поступательным движением, параллельным линиям резки. Способ также включает стадию, на которой слои налагают друг на друга и штампуют, отделяя сетчатый остов от снексов, причем каждый снекс образуется двумя слоями, объединенными по периметру. Устройство для осуществления данного способа содержит зону резки, следующую за областью непрерывной подачи слоев. За зоной резания следует зона наложения слоев и формирования снексов. Это позволяет повысить качественные показатели готового продукта. 2 с. и 6 з.п. ф-лы, 10 ил.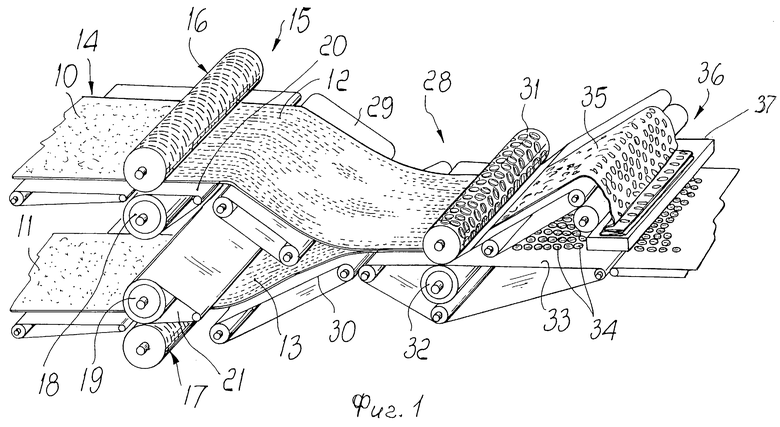
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА (ВАРИАНТЫ) И ТЕПЛООБМЕННАЯ СЕКЦИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА (ВАРИАНТЫ) | 2004 |
|
RU2266489C1 |
| ВИТКОВАЯ ПРУЖИНА | 0 |
|
SU236134A1 |
| 1971 |
|
SU428763A1 |
