ОПИСАНИЕ
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу и машине для упаковки в растягивающуюся пленку изделий, подаваемых блоками.
Предшествующий уровень техники настоящего изобретения
В настоящее время в сфере упаковки изделий различных типов, таких как, например, бутылки, коробки разнообразных форм и пр., чаще всего используется пленка, выполненная из термоусадочного пластичного материала. Эта пленка наматывается вокруг изделия или блока изделий, затем сваривается и обрезается по размеру, после чего обрабатывается в термоусаживающей печи, придавая устойчивость произведенной таким способом упаковке, прочно удерживающей изделия.
Эта методика предполагает определенные затраты на пластичный материал, обладающий определенной толщиной, которые обусловлены расходованием энергии, затрачиваемой на термоусадку; не говоря уже о заводских издержках, связанных с необходимостью приобретения и обеспечения работы упаковочной машины и сопутствующей термоусаживающей печи. Издержки также возрастают за счет того, что на формирование готовых упаковок с изделиями, подвергаемых термоусадке, затрачивается слишком много времени.
В альтернативном варианте используется растягивающаяся полимерная пленка, которая наматывается по спирали вокруг изделия или блоков изделий, подаваемых в горизонтальном направлении. Эти изделия делятся на блоки и избирательно обматываются в соответствии с настройками намоточного узла. В указанном намоточном узле инициируется вращение катушки с растягивающейся пленкой вокруг изделий, подаваемых конвейерной лентой или роликом; и по окончании намотки полученная таким способом упаковка выгружается. В этом упаковочном агрегате предусмотрена каретка держателя катушки, которая перемещается по круговой направляющей в плоскости, перпендикулярной направлению подачи, вокруг упаковываемых изделий. Можно сразу же заметить, что эта методика требует постоянных остановов для формирования каждой упаковки с решением задач по соединению концов пленки с упаковываемыми изделиями и обрезке готовой упаковки.
Более того, из-за описанного альтернативного перемещения такой процесс упаковки, естественно, отнимает больше времени. С другой стороны, упаковка в пленку, выполненную из растягивающегося пластичного материала, устраняет необходимость в использовании термоусаживающей печи и расходовании потребной для ее работы энергии, а также позволяет использовать более тонкую пленку, что снижает издержки; но в настоящее время этот способ не обеспечивает удовлетворительный результат из-за затрат времени на получение окончательной упаковки.
Еще одна в высшей степени чувствительная проблема связана с заменой катушки, когда в той заканчивается пленка, что предусматривает останов всей машины.
В документе WO 2015/040565 раскрыто оборудование, используемое для упаковки бутылок в тонкую пленку, выполненную из растягивающегося пластичного материала, которая спирально наматывается вокруг бутылок, последовательно подаваемых в непрерывном режиме. Указанное оборудование характеризуется наличием захватного узла, содержащего пары конвейерных лент, а также пары дисковых пластин.
Краткое раскрытие настоящего изобретения
Общая цель настоящего изобретения заключается в том, чтобы предложить способ и машину для упаковки изделий в растягивающуюся пленку, способные устранить недостатки, присущие описанному выше предшествующему уровню техники, в высшей степени простым, экономичным и функциональным способом.
Еще одна из целей настоящего изобретения заключается в том, чтобы предложить способ и машину для упаковки изделий, которая могла бы функционировать по существу в непрерывном режиме без каких бы то ни было остановов на стадии упаковки для замены катушек или обрезания готовой упаковки.
Еще одна из целей настоящего изобретения заключается в том, чтобы предложить машину для упаковки изделий, которая за счет использования растягивающей пленки также сокращает расходы на упаковочный материал.
Краткое описание фигур
Конструктивные и функциональные характеристики настоящего изобретения и его преимущества в сравнении с известным уровнем техники станут еще более очевидными после ознакомления с последующим описанием в привязке к прилагаемым схематическим чертежам, на которых проиллюстрирован один из примеров осуществления заявленного изобретения, где:
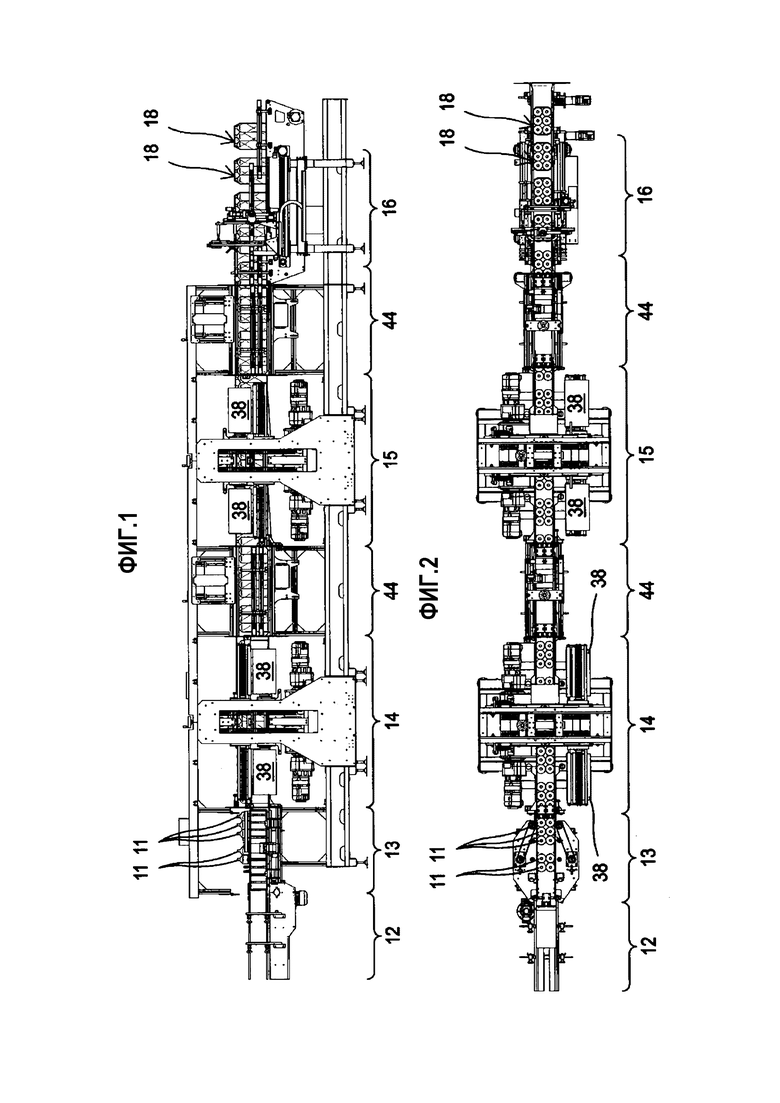
На фиг. 1 показан вид сбоку, иллюстрирующий машину для упаковки изделий в растягивающуюся пленку согласно настоящему изобретению в приподнятом положении;
На фиг. 2 представлен вид сверху машины для упаковки изделий в растягивающуюся пленку согласно настоящему изобретению, показанной на фиг. 1;
На фиг. 3 представлено перспективное изображение машины для упаковки согласно настоящему изобретению, показанной на фиг. 1;
На фиг. 4 представлено перспективное изображение упорядочивающего узла, являющегося составной частью машины, показанной на фиг. 1;
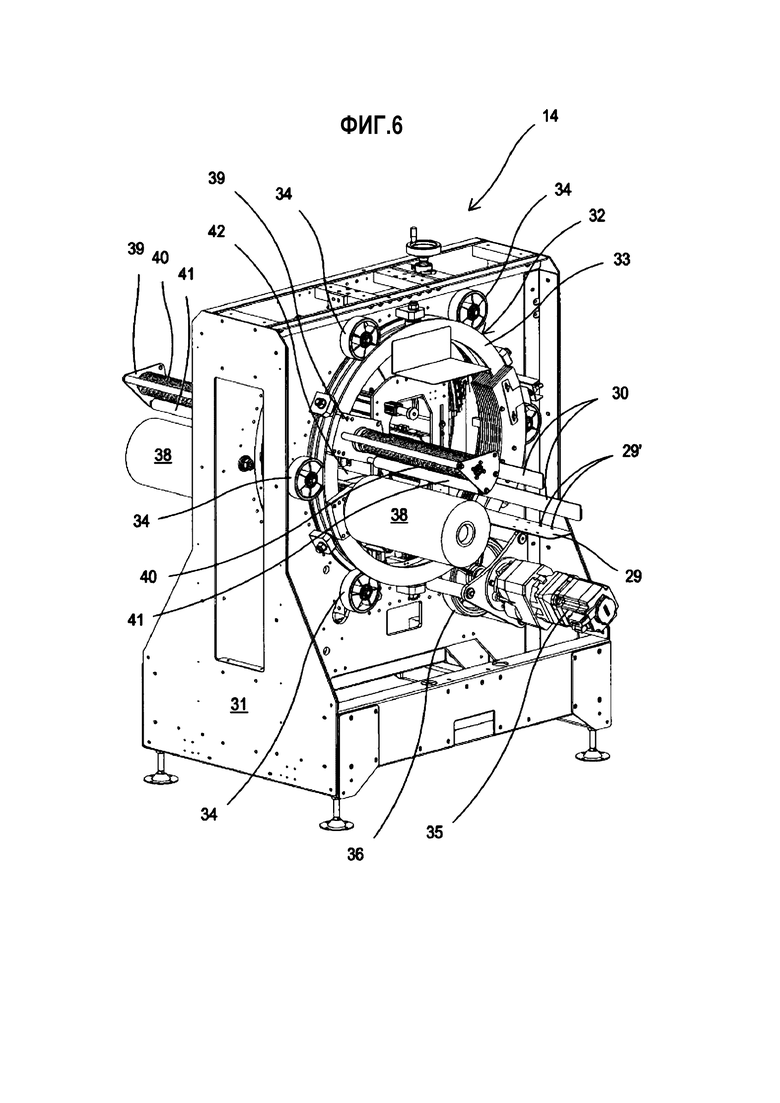
На фиг. 5 и 6 представлены два перспективных изображения намоточного узла машины, показанной на фиг. 1;
На фиг. 7 и 8 представлены поперечные разрезы, соответствующие намоточному узлу, показанному на предыдущей фиг. 6, а также второму намоточному узлу машины в таком же рабочем положении, где проиллюстрированы разные схемы расположения катушки с пленкой из растягивающегося пластичного материала и обрезиненного натяжного ролика;
На фиг. 9 представлено перспективное изображение соединительного узла между первым и вторым намоточными узлами машины, показанной на фиг. 11, без изделий;
На фиг. 10 представлен вид сбоку, иллюстрирующий весь режущий узел, изображенный в приподнятом положении и являющийся составной частью машины, показанной на фиг. 1;
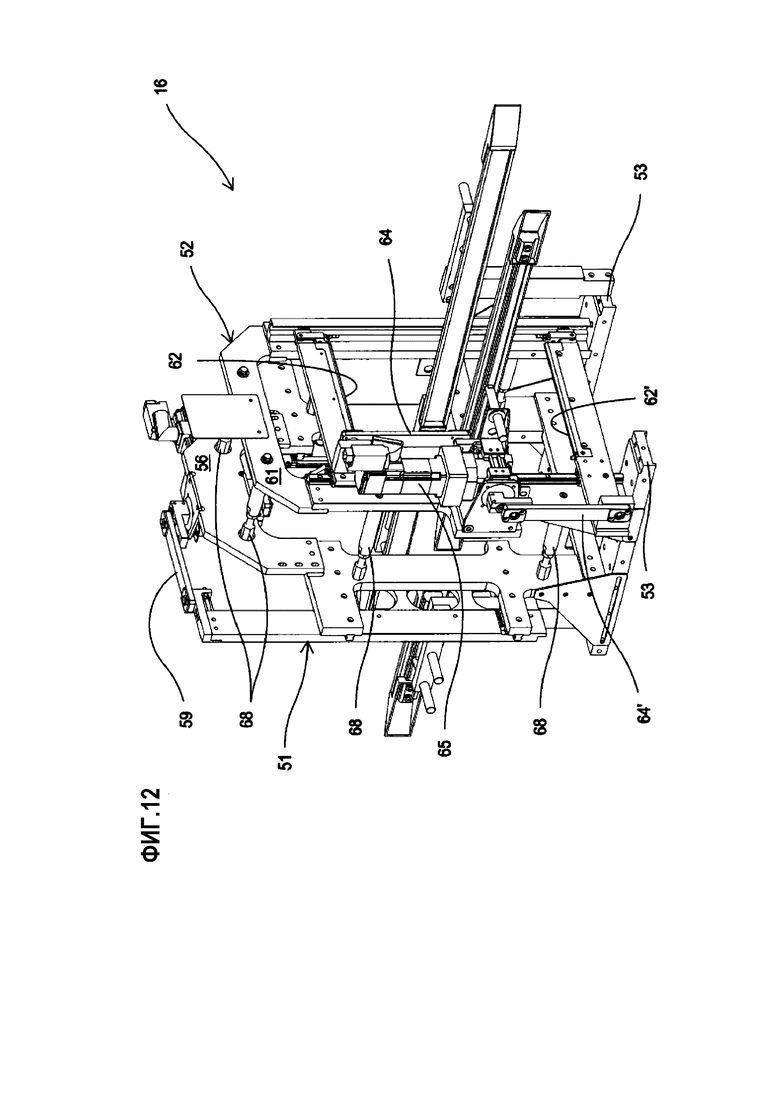
На фиг. 11 и 12 представлены перспективные изображения части режущего узла, показанного на фиг. 10, без изделий;
На фиг. 13 представлен вид в плане режущего узла, показанного на предыдущих фиг. 10-12;
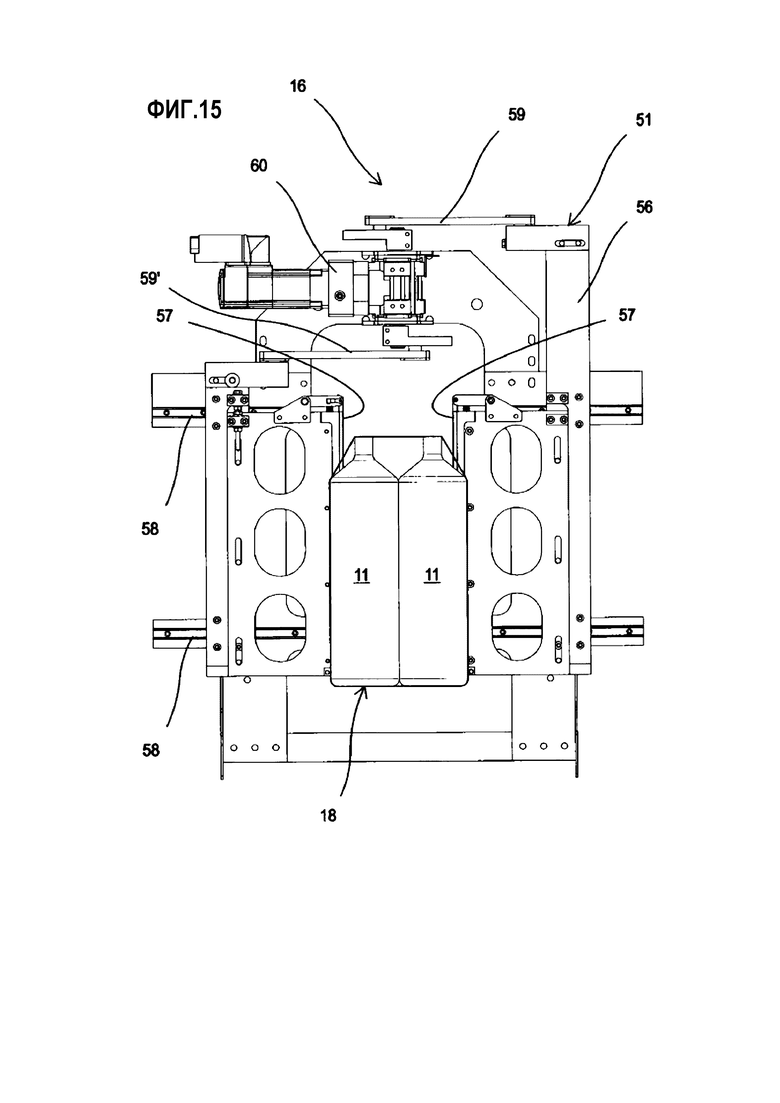
На фиг. 14 и 15 показаны поперечные сечения режущего узла с верхним и нижним ножами и боковыми ножами, соответственно, в рабочем положении, воздействующими на пленку, выполненную из пластичного материала, в которую обертываются изделия;
На фиг. 16 и 17 показан вид сбоку, иллюстрирующий один из альтернативных вариантов осуществления режущего узла, изображенного в приподнятом положении и являющегося составной частью упаковочной машины; и поперечное сечение режущего узла, показанного на фиг. 16, с боковыми ножами в рабочем положении, воздействующими на всю пленку, выполненную из пластичного материала, в которую обертываются изделия.
Подробное раскрытие настоящего изобретения
На фигурах проиллюстрирована машина для упаковки в растягивающуюся пленку изделий, подаваемых вперед блоками, состоящими из пар изделий, таких как бутылки или иные объекты 11. В упрощенном варианте осуществления настоящего изобретения блоки изделий могут быть естественным образом сведены к единичному изделию.
Следует отметить, что на входе указанной машины изделия, такие как бутылки или иные объекты 11, размещаются в два смыкающихся, выровненных относительно друг друга и непрерывных ряда, разделенных на отдельные изделия или блоки изделий, которые подаются на конвейерную ленту 12 для загрузки в упаковочную машину.
Упорядочивающий узел 13 принимает один за другим блоки изделий, содержащие, например, по два ряда примыкающих друг к другу бутылок 11, подаваемых конвейерной лентой 12, и поддерживает их в таком упорядоченном и разнесенном положении до поступления в первый узел 14 кольцевой намотки.
За первым узлом 14 кольцевой намотки следует второй узел 15 кольцевой намотки, расположенный напротив первого узла 14 кольцевой намотки, который осуществляет намотку в направлении, противоположном направлению намотки первого узла 14, вследствие чего образуется сплошная упаковка или пакет, содержащий изделия или блоки изделий, разделенные и отстоящие друг от друга на определенное расстояние. За вторым узлом 15 кольцевой намотки, в свою очередь, следует режущий узел 16 для нарезки сплошной упаковки с блоками изделий 11, обернутых в пленку из растягивающегося пластичного материала 17, с целью формирования окончательной упаковки 18.
В проиллюстрированном примере указанный упорядочивающий узел 13 содержит раму 20, несущую два ремня 21 и 21', намотанных по кольцу вокруг консольных шкивов, установленных на соответствующих вертикальных осях 22 и 23, причем одна из указанных осей 22 снабжена зубчатым приводным ремнем 24, который приводится в действие редукторным электродвигателем 25. Ремни 21 и 21' образуют зубцы за счет наличия разнесенных стыковых стержней 26, выступающих от поверхности одного ремня 21 в сторону расположенного напротив и обращенного к нему другого ремня 21'. В этом примере один ремень 21 отстоит от другого противолежащего ремня 21' на расстояние, равное, по меньшей мере, ширине двух смыкающихся бутылок или изделий 11. Нижняя конвейерная лента 27 поддерживает различные части перемещающихся вперед бутылок 11. Между осями 22 и 23 вращения двух ремней 21 и 21' располагаются, например, три пары бутылок 11, образующих каждый блок, но при необходимости это количество может быть изменено. Каждая пара бутылок 11 располагается между двумя парами следующих друг за другом стыковых стержней 26 каждого ремня 21 и 21', причем указанные стыковые стержни 26 входят в пространство, остающееся свободным за счет формы бутылок 11, выполняя функцию их удержания во взаимном положении также благодаря взаимодействию с нижней конвейерной лентой 27. При этом обеспечивается преимущество, состоящее в том, что стыковые стержни 26 пары ремней 21 и 21' могут быть закреплены на каждом из ремней 21 и 21' на разном расстоянии друг от друга в зависимости от размера каждого отдельного изделия или бутылки 11 и свободного пространства между каждым блоком изделий или бутылками 11.
Стыковые стержни 26 первого ремня 21 естественным образом взаимодействуют со стыковыми стержнями 26, предусмотренными на втором противолежащем ремне 21', который обращен в сторону первого ремня 21 и вращается синхронно с ним.
На входе и выходе указанного упорядочивающего узла 13 располагаются датчики 28, выявляющие наличие бутылок 11 и останавливающие продвижение вперед, если наличие бутылок не зафиксировано. Скорость продвижения изменяется в зависимости от степени заполнения линии во избежание остановов в максимально возможной степени. Упорядочивающий узел 13 на входе упаковочной машины определяет скорость всех последующих узлов, а также скорость намоточных узлов 14 и 15, перемещение которых должно быть синхронизировано.
На выходе указанного упорядочивающего узла 13 пары смыкающихся бутылок 11 каждого блока поступают одна за другой на следующую консольно-закрепленную конвейерную ленту 29, отходящую от рамы 20 в направлении продвижения бутылок. Конвейерная лента 29 соединяет упорядочивающий узел 13 с последующим первым намоточным узлом 14. Пары боковых направляющих планок 30, также консольно-закрепленных на раме 20 и вытянутых в продольном направлении над конвейерной лентой 29 по бокам от нее, поддерживают последовательное перемещение пар бутылок 11 блока, выходящих их упорядочивающего узла 13, в уплотненном и упорядоченном состоянии до первого намоточного узла 14.
На поверхности конвейерной ленты 29, консольно-закрепленной на раме 20, может быть предусмотрен ряд отверстий 29', которые обеспечивают забор воздуха на определенном отрезке верхней поверхности для формирования воздушной подушки, облегчающей проскальзывание пленки, когда та сходит с конвейерной ленты 29 перед продвижением вперед и переходом в последующий намоточный узел.
Первый намоточный узел 14 содержит раму 31, расположенную поверх ряда перемещающихся вперед пар бутылок 11 блока, на которую с двух ее противоположных сторон опираются два устройства 32 кольцевой намотки, одинаковых, но расположенных напротив друг друга.
Каждое устройство 32 кольцевой намотки содержит кольцевой или опорный круг 33, который вращается относительно направляющих роликов 34, установленных на раме 31. Указанное кольцо 33 располагается в плоскости, перпендикулярной направлению продвижения объединенных в блоки бутылок 11. Редукторный электродвигатель 35, встроенный в раму 31, управляет вращением кольца 33 посредством регулировочно-фрикционного ролика 36.
Заодно с каждым кольцом 33 собран держатель 37 катушки 38 с пленкой из растягивающегося пластичного материала 17. С указанным держателем 37 катушки сопрягается опора 39 обрезиненного натяжного ролика 40 и пара поддерживающих роликов 41 для пленки 17.
Натяжение разматываемой пленки 17 может регулироваться с помощью тормоза (не показан), который воздействует непосредственно на указанный обрезиненный натяжной ролик 40. Таким образом, в процессе намотки пленки вокруг бутылок 11, сведенных в блоки, вращающееся кольцо 33 вращается с переменной угловой скоростью, согласующейся со скоростью подачи бутылок 11, обеспечивая наложение пленки в требуемом объеме. Как уже было указано, обеспечивается преимущество, состоящее в том, что для каждого намоточного узла 14 предусмотрено два кольца 33, причем в эксплуатационной фазе одно из этих колец вращается, а другое находится в неподвижном состоянии. Когда пленка в катушке 38, установленной на одном вращающемся кольце 33, подходит к концу, инициируется вращение второго кольца 33 с полной катушкой 38. Вращение первого кольца 33 прекращается, после чего пустую катушку 38 можно заменить, не останавливая всю машину.
Это обеспечивает непрерывность рабочего процесса даже тогда, когда на одной из катушек заканчивается пленка; при этом отсутствует необходимость в останове намоточного узла для замены катушки. По существу можно считать, что при израсходовании пленки на одном из намоточных колец 33 начинает функционировать другое кольцо, обеспечивающее возможность замены катушки без прерывания рабочего процесса.
Следует также отметить, что внутри рамы 31 намоточного узла для бутылок 11, объединенных в блоки, в пространстве между двумя вращающимися кольцами 33 предусмотрены две конвейерные ленты, а именно нижняя лента 42 и верхняя лента 43, каждая из которых снабжена отдельным приводом. Конвейерные ленты 42 и 43 выполнены с возможностью захвата объединенных в блоки бутылок и их переноса с первого кольца на второе кольцо 33 первого намоточного узла 14 или, во всяком случае, их перемещения вперед с прохождением через раму 31.
Более того, рама 31 на выходе первого намоточного узла в направлении подачи бутылок 11 образует конфигурацию, идентичную той, которая предусмотрена на выходе упорядочивающего узла 13. Эта конфигурация предусмотрена или просто для подпирания и подачи вперед частично готовой упаковки, выполненной устройством 32 кольцевой намотки на входе этого намоточного узла, или для подпирания бутылок, сведенных в блоки, в момент их обертывания пленкой вторым устройством кольцевой намотки, которое также является составной частью этого намоточного узла 14. Кроме того, в этом случае предусмотрена конвейерная лента 29, консольно-закрепленная на раме 31 и отходящая от нее в направлении подачи объединенных в блоки бутылок, которая соединяет первый намоточный узел 14 с соединительным узлом 44, за которым следует второй намоточный узел 15. Кроме того, в этом случае предусмотрены пары боковых направляющих планок 30, также консольно-закрепленных и отходящих от рамы 31, которые поддерживают последовательное перемещение сведенных в блоки пар бутылок 11, выходящих их первого намоточного узла 14, в уплотненном и упорядоченном состоянии.
В раме 49 соединительного узла 44 предусмотрены две пары боковых направляющих планок 30 и две конвейерные ленты, а именно нижняя лента 45 и верхняя лента 46, разнесенные относительно друг друга и расположенные одна поверх другой, каждая из которых снабжена отдельным приводом. По существу предусмотрен верхний привод и нижний привод через пары зубчатых колес 47; при этом зубчатое колесо каждой пары приводится в действие редукторным электродвигателем 48. Указанные ленты 45 и 46 выполнены с возможностью захвата объединенных в блоки бутылок, обмотанных пленкой в первом намоточном узле 14, и их переноса вперед в упорядоченном положении.
Следует отметить, что на выходе указанного соединительного узла 44 в направлении подачи бутылок 11 предусмотрена конфигурация, идентичная той, которая предусмотрена на выходе упорядочивающего узла 13 и первого намоточного узла 14. Также предусмотрена конвейерная лента 29, консольно-закрепленная и отходящая от рамы 49, которая соединяет соединительный узел 44 со вторым намоточным узлом 15; а также две пары боковых направляющих планок 30, также консольно-закрепленных и отходящих от рамы 49, которые обеспечивают продвижение вперед частично обмотанных пар бутылок 11 в уплотненном и упорядоченном состоянии.
Второй намоточный узел 15, идентичный первому намоточному узлу 14, содержит раму 31, расположенную поверх ряда перемещающихся вперед пар бутылок 11, образующих блоки, которые были обмотаны пленкой в первом намоточном узле. С противоположных сторон второго намоточного узла 15 также предусмотрены два устройства 32 кольцевой намотки, которые в этом случае активируются избирательно в зависимости от того, подходит ли к концу пленка в катушке или нет. Следует также отметить, что оба кольца 33 этого второго намоточного узла 15 вращаются в направлении, противоположном направлению вращения колец, предусмотренных в первом намоточном узле 14. Соответственно, выполняется вторичная обмотка бутылок 11 в блоках, которые обматываются пленкой поверх той пленки, которая была намотана ранее. Таким образом, достигается перекрещивание слоев пленки, что служит цели повышения устойчивости готовой упаковки с наложенными друг на друга слоями пленки, намотанными при вращении в двух противоположных направлениях.
На фиг. 8 показана разница во взаимообратной конфигурации между держателем 37 катушки и катушкой 38 с пленкой из растягивающегося пластичного материала и опорой 39, несущей обрезиненный натяжной ролик 40, и парой поддерживающих роликов 41 для пленки 17. При этом следует помнить, что пленка, разматываемая с катушки 38 в этом втором намоточном узле 15, вращается в направлении, противоположном направлению вращения в первом намоточном узле 14, обеспечивая перекрещивание слоев пленки, в результате чего обеспечивается устойчивость сплошной упаковки или пакета, содержащего блоки бутылок 11.
Второй соединительный узел 44, идентичный первому соединительному узлу 44, описанному выше, обеспечивает соединение второго намоточного узла 15 с режущим узлом 16, который разделяет подаваемую вперед сплошную упаковку или пакет, содержащий блоки бутылок, на единичные окончательные упаковки 18, образующие блок бутылок 11 и заключенные, по меньшей мере, в два слоя пленки, выполненной из растягивающегося пластичного материала 17, намотанного при вращении в двух противоположных направлениях.
Этот режущий узел 16 должен вступать в действие для разделения подаваемой вперед сплошной упаковки или пакета, содержащей сформированные ранее блоки бутылок, на окончательные упаковки 18, включающие в себя, как это показано в этом примере, по шесть примыкающих друг к другу бутылок 11, идущих парами.
В одном из предпочтительных вариантов осуществления настоящего изобретения указанный режущий узел 16 содержит раму 50, на которую он опирается. В этом неограничивающем примере осуществления настоящего изобретения режущий узел 16 содержит боковое режущее устройство 51 и устройство 52 верхней и нижней резки. Режущий узел 16 по существу воздействует на пластичный материал, намотанный в виде сплошной упаковки или пакета вокруг блоков бутылок 11, осуществляя резку по четырем сечениям намотки, двум вертикальным и двум горизонтальным, которые образуют периметр сплошной упаковки или пакета.
На раму 50 опирается каретка 53, свободно перемещающаяся вперед и назад по направляющим 67 и несущая на себе боковое режущее устройство 51 и устройство 52 верхней и нижней резки. Указанная каретка 53 перемещается вперед и назад под конвейерной лентой 55, верхняя часть которой выполнена с возможностью намотки вокруг консольных шкивов 54 и поддерживает сплошной пакет или различные пары упакованных бутылок 11, поступающих обмотанными пленкой в два слоя, которые могут перекрещиваться по спирали при перемещении вперед. Конвейерная лента 55, соответственно, перемещает различные блоки, состоящие из пар бутылок, упакованные в сплошной пакет или единую упаковку, во время выполнения стадии резки.
Боковое режущее устройство 51 включает в себя портальную стойку 56, содержащую два вертикальных боковых ножа 57, установленных на горизонтальных направляющих 58 с возможностью перемещения вперед и назад. Таким образом, два вертикальных боковых ножа 57 могут приближаться или отходить от пластичного материала сплошной упаковки, намотанной вокруг сведенных в блоки бутылок 11, обеспечивая резку по двум вертикальным сечениям указанной сплошной упаковки с противоположных сторон указанной сплошной упаковки или пакета вблизи концевых участков блоков бутылок. Вертикальные ножи 57 функционально связаны с нагревающими их сопротивлениями, что обеспечивает их функционирование в режиме горячей резки; или же, во всяком случае, резка осуществляется с использованием альтернативных систем, например, с помощью ультразвука и пр. Портальная стойка 56 располагается поверх сплошной упаковки или пакета с блоками изделиями 11, который перемещается вперед, проходя через упаковочную машину.
При этом перемещении два вертикальных ножа 57 приводятся в действие двухкривошипными механизмами 59 и 59', верхним и нижним, которые активируются одним электродвигателем 60.
Устройство 52 верхней и нижней резки также включает в себя портальную стойку 61, содержащую верхний горизонтальный нож 62 и нижний горизонтальный нож 62', которые установлены на горизонтальных направляющих 63 с возможностью перемещения вперед и назад в вертикальной плоскости. Таким образом, два горизонтальных ножа 62 и 62' могут приближаться или отходить от сплошной упаковки или пакета, содержащего блоки бутылок 11 и состоящего из двух слоев пленки, намотанной вокруг изделий 11 при вращении в противоположных направлениях, обеспечивая резку по двум горизонтальным сечениям указанной сплошной упаковки с противоположных сторон сплошной упаковки или пакета. Кроме того, в этом случае два горизонтальных ножа 62 и 62' функционально связаны с нагревающими их сопротивлениями, что обеспечивает их функционирование в режиме горячей резки; или же, во всяком случае, резка осуществляется с использованием альтернативных систем, например, с помощью ультразвука и пр.
При этом перемещении два горизонтальных ножа 62 и 62' приводятся в действие двухкривошипными механизмами 64 и 64', верхним и нижним, которые активируются одним электродвигателем 65.
Более того, нижний нож 62' при его перемещении вперед/назад и вверх/вниз движется по подковообразной петле 66, сформованной в ленте 55; при этом указанная подковообразная петля может перемещаться вместе с кареткой 53 и устройством 52 верхней и нижней резки.
На фиг. 14 и 15 показаны поперечные сечения, соответственно, устройства 52 верхней и нижней резки режущего узла 16 с верхним горизонтальным ножом 62 и нижним горизонтальным ножом 62' и бокового режущего устройства 51 с вертикальными боковыми ножами 57 в рабочем положении, воздействующими на пленку, выполненную из пластичного материала, в которую обертываются блоки изделий.
Взаимное расстояние d между двумя портальными стойками 56 и 61 бокового режущего устройства 51 и устройства 52 верхней и нижней резки может варьироваться; при этом оно регулируется на стадии установки параметров машины в зависимости от размеров упаковываемых бутылок 11 и, главным образом, от количества бутылок 11 в каждом отдельном блоке, который образует окончательную упаковку. Для этого регулируемые раскосы/штоки 68 соединяют две портальные стойки 56 и 61 двух режущих устройств 51 и 52 таким образом, чтобы взаимное расстояние могло варьироваться и регулироваться. Соответственно, при такой конфигурации могут быть получены готовые упаковки, каждая из которых содержит, например, четыре или шесть бутылок или бутылки в ином количестве или иных размеров, которые были сведены в блоки еще на входе в машину.
На фиг. 16 и 17 показаны вид сбоку и поперечный разрез, иллюстрирующие один из альтернативных вариантов осуществления режущего узла 16', изображенного в приподнятом положении и являющегося составной частью упаковочной машины.
В этом варианте осуществления настоящего изобретения одинаковые элементы обозначены одинаковыми номерами позиций.
Предусмотрено только одно режущее устройство 51', снабженное боковыми режущими ножами 57. В этом примере боковые ножи 57 смещаются до тех пор, пока они не достигнут промежуточной части двух бутылок 11, примыкающих друг к другу в передней или задней части блока и обмотанных растягивающейся пленкой, осуществляя поперечную резку двух противоположных половин указанной сплошной упаковки, содержащей блоки бутылок 11.
Как хорошо видно на поперечном разрезе, в этом режущем узле 16', показанном на фиг. 16 и 17, боковые ножи 57 в рабочем положении воздействуют на пленку, проходя наполовину сквозь пленку из пластичного материала, охватывающую блоки изделий для формирования указанной сплошной упаковки или пакета, разрезая его в поперечном направлении.
Таким образом, операции резки могут быть ускорены в сравнении с режущим узлом 16, описанным выше. Указанный режущий узел 16' может содержать различные устройства 51' для ускорения операций разделения упаковок с целью повышения производительности.
В этой машине согласно настоящему изобретению также реализован новый способ упаковки. По существу предложен способ упаковки в растягивающуюся пленку изделий (11), подаваемых вперед блоками, например, парами примыкающих друг к другу изделий. Указанный способ включает в себя, по порядку, стадию упорядочения двух непрерывных рядов указанных смыкающихся изделий 11, образующих блок с заданным количеством бутылок, и поддержание их в таком упорядоченном состоянии. Затем следует стадия перемещения и подачи ранее упорядоченных изделий в первый узел 14 кольцевой намотки растягивающейся пленки и обматывания блоков изделий 11 первой пленкой. Указанная намотка осуществляется в первом направлении вращения с получением сплошной упаковки или пакета с блоками изделий. После этого блоки изделий, уже обмотанные в первом намоточном узле первой пленкой, перемещаются вперед и подаются во второй узел 15 кольцевой намотки растягивающейся пленки. Указанная намотка второй пленки осуществляется во втором направлении, противоположном первому направлению вращения, с получением в результате сплошной упаковки или пакета с блоками изделий из двух слоев пленки, намотанных при вращении в противоположных направлениях. Затем сплошная упаковка или пакет продвигается вперед и подается в режущий узел 16, который двигается синхронно со сплошной упаковкой или пакетом. Режущий блок нарезает сплошную упаковку или пакет с блоками изделий в поперечном направлении на отдельные упаковки с блоками изделий 11.
Этот способ упаковки обеспечивает нарезку сплошной упаковки или пакета с блоками изделий подвижным режущим узлом 16 посредством поперечной периметрической резки.
Этот способ упаковки также предусматривает стадию избирательной и попеременной обмотки изделий растягивающейся пленкой в двух узлах 14 и 15 кольцевой намотки посредством одного из двух устройств 32 кольцевой намотки, предусмотренных для каждого из двух узлов 14 и 15 кольцевой намотки, обеспечивая тем самым непрерывность процесса намотки даже в случае израсходования пленки, по меньшей мере, в одном из двух устройств 32 кольцевой намотки, предусмотренных для каждого из двух узлов 14 и 15 кольцевой намотки.
Принцип работы машины согласно настоящему изобретению, предназначенной для упаковки блоков изделий в растягивающуюся пленку описан ниже.
Как было указано выше, бутылки 11 или другие ёмкости, подлежащие упаковыванию в заданном количестве в упаковки заданного размера для формирования блока, подаются в последовательном порядке смыкающимися парами, выстроенными в два выровненных и примыкающих друг к другу ряда. Выровненные таким образом блоки бутылок 11 поступают на конвейерную ленту 12 для подачи в упаковочную машину на входе в упорядочивающий узел 13.
Точное и неизменное расположение бутылок 11 в каждом блоке достигается в этом упорядочивающем узле 13 за счет наличия двух ремней 21 и 21' со стыковыми стержнями 26, выступающими от поверхности одного ремня 21 в сторону расположенного напротив и обращенного к нему другого ремня 21'.
Таким образом, должно быть обеспечено абсолютно единообразное расположение двух непрерывных рядов бутылок в каждом блоке перед их подачей в следующий узел машины.
Блоки бутылок, упорядоченные и выровненные таким образом, подаются в первый узел 14 кольцевой намотки, в котором, например, активировано одно из двух устройств 32 кольцевой намотки. Полимерная пленка с катушки этого устройства 32 кольцевой намотки начинает вращаться и обматывать отдельный блок бутылок 11, которые продвигаются вперед по конвейерной ленте 29 между парами боковых направляющих планок 30.
Таким образом, формируется сплошной пакет с блоками, состоящими из пар бутылок 11, перемещающийся вперед с определенным натяжением пленки, которое обеспечивается специальными средствами, предусмотренными для этой цели и описанными выше.
Обмотанные таким образом блоки бутылок 11 покидают первый намоточный узел 14 и, перемещаясь по следующей конвейерной ленте 29, достигают соединительного узла 44 в направлении последующего второго намоточного узла 15.
При прохождении блоков бутылок через первый намоточный узел 14 подача выполняется двумя конвейерными лентами 42 и 43. В соединительном узле 44 предусмотрены следующие конвейерные ленты 45 и 46, разнесенные относительно друг друга и расположенные одна поверх другой, которые содействуют продвижению вперед сплошной упаковки или пакета с блоками попарных бутылок, одновременно удерживая их в упорядоченном положении.
Продолжение подачи обеспечивает перемещение указанной сплошной упаковки или пакета, содержащего разнесенные относительно друг друга блоки бутылок, в направлении второго намоточного узла 15; и на входе в него, например, выше соответствующей конвейерной ленты 29 активируется намотка пленки первым из двух устройств 32 кольцевой намотки второго намоточного узла 15. Кроме того, в этом случае полимерная пленка с катушки этого устройства 32 кольцевой намотки начинает вращаться и наматываться на блоки бутылок 11, уже обмотанные первой пленкой, по мере их продвижения вперед по конвейерной ленте 29 между парами боковых направляющих планок 30. Однако следует иметь в виду, что вращение устройства 32 кольцевой намотки в этом случае осуществляется в направлении, противоположном направлению вращения первого намоточного узла 14, вследствие чего обеспечивается перекрещивание слоев пленки первой намотки со слоями пленки этой второй намотки.
Указанная сплошная упаковка или пакет с разнесенными относительно друг друга блоками бутылок 11, сформованная таким образом в виде перекрещивающихся слоев пленки, продолжает продвигаться вперед благодаря наличию двух конвейерных лент 42 и 43, предусмотренных во втором намоточном узле 15, и последующих конвейерных лент 45 и 46, предусмотренных во втором соединительном узле 44, который располагается перед входом в режущий узел 16.
Затем сплошная упаковка поступает на конвейерную ленту 55, предусмотренную в режущем узле 16, которая поддерживает и перемещает сплошную упаковку или пакет, содержащий блоки бутылок 11, во время выполнения последующей стадии резки.
Каретка 53, содержащая боковое режущее устройство 51 и устройство 52 верхней и нижней резки, перемещается таким образом, чтобы в точке резки ее скорость была синхронизирована со скоростью подачи сплошной упаковки. Резка осуществляется двумя этими устройствами, когда скорость перемещения каретки 53 относительно скорости перемещения пакета, содержащего блоки бутылок 11, равна нулю.
На стадии резки вертикальные боковые ножи 57 бокового режущего устройства 51 воздействуют на одно сечение сплошной упаковки на концах блоков бутылок 11, тогда как верхний горизонтальный нож 62 и нижний горизонтальный нож 62' устройства 52 верхней и нижней резки воздействуют на другое сечение сплошной упаковки, также на концах блоков бутылок 11.
Формирование и разделение готовых упаковок завершается тогда, когда по мере дальнейшего перемещения вперед сплошной упаковки каретка 53 отводит режущие устройства 51 и 52 назад и повторно активируется в направлении подачи сплошной упаковки, синхронизируя свою скорость со скоростью подачи сплошной упаковки. По существу в этой ситуации два режущих устройства 51 и 52 срабатывают вновь, выполняя, соответственно, вертикальную и горизонтальную периметрическую резку пакета в тех сечениях, в которых горизонтальные и вертикальные периметрические резы уже были выполнены ранее, что завершает периметрическую нарезку сплошной упаковки, содержащей блоки бутылок, и ее разделение на отдельные упаковки. В настоящем документе был описан именно такой режущий узел 16, но идентичным образом может быть использован и иной режущий узел другой конструкции без необходимости использования машины для упаковки изделий в растягивающуюся пленку с непрерывной подачей, отличной от машины согласно настоящему изобретению.
Важная отличительная особенность машины согласно настоящему изобретению заключается, по существу, в возможности выполнения непрерывной обмотки блоков, состоящих из пар бутылок или иных упаковываемых изделий, без прерывания этого процесса. Это возможно благодаря наличию двух одинаковых устройств 32 кольцевой намотки, расположенных с противоположных сторон каждого намоточного узла, которые срабатывают избирательно и попеременно в зависимости от того, подходит ли к концу пленка в соответствующей катушке или нет. Возможность обеспечения постоянного наличия обмоточной пленки в одном или другом узле кольцевой намотки по существу предотвращает остановы машины и позволяет заменить пустую катушку в одном из устройств кольцевой намотки, не прерывая функционирование другого устройства кольцевой намотки. Это достигается за счет использования специальных датчиков, которые сигнализируют о том, что пленка в катушке подходит к концу, и которые обеспечивают заблаговременную активацию второго устройства кольцевой намотки до того как закончится пленка в первом устройстве кольцевой намотки.
Таким образом, цель, указанная во вводной части настоящего описания, успешно достигнута.
По существу предложены способ и машина для упаковки непрерывно подаваемых изделий, которые не требуют прерывания процесса в случае израсходования обмоточной пленки и упаковки.
Может быть также предусмотрено более одного режущего узла, сопряженного с намоточными узлами, например, для повышения почасовой производительности. Это возможно благодаря высоким скоростям, которые могут быть достигнуты намоточными узлами, а также тому факту, что манипуляции с пленкой, подаваемой для намотки, не требуют прерывания процесса.
Повышение скорости этой машины также возможно благодаря тому факту, что резка выполняется по периферии с минимальным перемещением ножей, которые осуществляют воздействие в пределах крайне ограниченных отрезков времени.
Очевидно, что варианты конструкции для реализации машины и способа согласно настоящему изобретению, а также материалы и режимы сборки, могут отличаться от тех, которые представлены на чертежах исключительно в иллюстративных целях, и которые не носят ограничительного характера.
Объем правовой охраны настоящего изобретения определяется прилагаемой формулой.












Изобретение относится к пищевой промышленности. Предложен способ упаковки в растягивающуюся пленку блоков изделий, подаваемых парами, включающий в себя упорядочение двух рядов изделий, поддержание их в таком состоянии и разделение на блоки, перемещение и подачу рядов изделий, в первый узел кольцевой намотки растягивающейся пленки и обматывание указанных изделий первой пленкой при вращении в первом направлении с получением сплошной упаковки с блоками изделий, затем продвижение изделий во второй узел кольцевой намотки растягивающейся пленки для обмотки второй пленкой при вращении во втором направлении, противоположном первому направлению вращения. Затем подача изделий на окончательную упаковку. На входе в первый узел намотки два непрерывных ряда изделий разделяются и сводятся в блоки изделий, разделенные и разнесенные относительно друг друга, после чего осуществляется переход к последующим стадиям обработки блоков отдельных разнесенных изделий согласно описанному способу. Стадия обмотки блоков изделий в пленку в двух узлах кольцевой намотки выполняется избирательно и попеременно путем активации одного из двух устройств намотки, предусмотренных в каждом из двух узлов намотки. Изобретение обеспечивает эффективность процесса упаковки. 2 н. и 14 з.п. ф-лы, 17 ил.
1. Способ упаковки в растягивающуюся пленку блоков изделий (11), подаваемых вперед парами, включающий в себя следующие стадии:
– упорядочение двух рядов изделий (11), поддержание их в таком упорядоченном состоянии и разделение указанных изделий на блоки изделий;
– перемещение и подачу указанных рядов изделий, упорядоченных таким образом и разделенных на блоки, в первый узел (14) кольцевой намотки растягивающейся пленки и обматывание указанных изделий (11) первой пленкой при вращении в первом направлении с получением сплошной упаковки или пакета с блоками изделий (11);
– продвижение вперед и подачу указанных изделий, уже обмотанных в указанном первом намоточном узле первой пленкой, во второй узел (15) кольцевой намотки растягивающейся пленки для обмотки второй пленкой при вращении во втором направлении, противоположном первому направлению вращения, с целью формирования сплошной упаковки или пакета с изделиями из двух слоев пленки, намотанных при вращении в противоположных направлениях; и
– продвижение вперед и подачу указанной сплошной упаковки или пакета в режущий узел (16), который двигается синхронно с указанной сплошной упаковкой или пакетом, и который нарезает указанную сплошную упаковку или пакет в поперечном направлении на окончательные упаковки с изделиями (11); и
отличающийся тем, что:
– на входе в указанный первый узел (14) кольцевой намотки указанные два непрерывных ряда изделий разделяются и сводятся в блоки изделий (11), разделенные и разнесенные относительно друг друга, после чего осуществляется переход к последующим стадиям обработки указанных блоков отдельных разнесенных изделий согласно описанному способу; и
– указанная стадия обмотки указанных блоков изделий в указанную пленку в двух указанных узлах (14) и (15) кольцевой намотки выполняется избирательно и попеременно путем активации одного из двух устройств (32) кольцевой намотки, предусмотренных в каждом из двух указанных узлов (14) и (15) кольцевой намотки, обеспечивая тем самым непрерывность процесса обмотки блоков изделий также в случае израсходования указанной пленки, по меньшей мере, в одном из двух указанных устройств (32) кольцевой намотки, предусмотренных в каждом из двух указанных узлов (14) и (15) кольцевой намотки.
2. Способ упаковки по п. 1, отличающийся тем, что указанный подвижный режущий узел (16) нарезает указанную сплошную упаковку или пакет со сведенными в блоки изделиями, разделенными и отстоящими друг от друга на определенное расстояние, посредством поперечной периметрической резки указанной сплошной упаковки или пакета с указанными блоками изделий (11), разделенными и отстоящими друг от друга на определенное расстояние, которые обмотаны двумя указанными слоями пленки при вращении в противоположных направлениях; при этом указанная периметрическая резка выполняется по двум вертикальным и двум горизонтальным сечениям сплошной упаковки.
3. Способ упаковки по п. 1 или 2, отличающийся тем, что перемещение между указанным первым узлом (14) кольцевой намотки и указанным вторым узлом (15) кольцевой намотки осуществляется посредством двух конвейерных лент, разнесенных относительно друг друга и расположенных одна поверх другой, а именно нижней конвейерной ленты (45) и верхней конвейерной ленты (46), расположенных в соединительном узле (44); при этом в раме (49) указанного соединительного узла (44) предусмотрены боковые направляющие планки (30) для приема двух указанных разнесенных и отдельных изделий (11), поступающих обмотанными первой пленкой.
4. Машина для упаковки в растягивающуюся пленку блоков изделий (11) с подачей вперед попарно смыкающихся изделий (11), которая включает в себя упорядочивающий узел (13), принимающий каждый блок смыкающихся изделий (11), удерживающий их в таком упорядоченном состоянии и разделяющий указанные изделия на блоки изделий; первый узел (14) кольцевой намотки и второй узел (15) кольцевой намотки, выполняющий намотку в направлении, противоположном направлению вращения первого узла (14) кольцевой намотки; режущий узел (16) для нарезки сплошной упаковки, сформированной на предыдущей стадии, с целью получения готовых блоков изделий (11), обмотанных растягивающейся пленкой из пластичного материала, и формирования окончательной упаковки;
отличающаяся тем, что каждый из двух указанных узлов (14) и (15) кольцевой намотки содержит раму (31), на которую с двух ее противоположных сторон опираются два устройства (32) кольцевой намотки, выполненные с возможностью избирательной и попеременной активации с целью формирования указанной сплошной упаковки, содержащей блоки изделий; при этом два указанных устройства (32) кольцевой намотки указанного первого намоточного узла (14) вращаются в противоположном направлении относительно направления вращения указанных устройств (32) кольцевой намотки указанного второго намоточного узла (15).
5. Машина по п. 4, отличающаяся тем, что указанный упорядочивающий узел (13), расположенный на входе указанного первого узла (14) кольцевой намотки, содержит два ремня (21) и (21'), намотанных по кольцу вокруг консольных шкивов, установленных на соответствующих вертикальных осях (22) и (23), причем одна ось (22) из числа указанных осей снабжена приводом; при этом указанные ремни (21) и (21') снабжены разнесенными стыковыми стержнями (26), выступающими от поверхности одного ремня (21) в сторону расположенного напротив и обращенного к нему другого ремня (21'); при этом один ремень (21) отстоит от другого противолежащего ремня (21') на расстояние, равное, по меньшей мере, двум смыкающимся изделиям (11) каждого блока.
6. Машина по одному или более из предшествующих пп. 4 и 5, отличающаяся тем, что между указанным первым узлом (14) кольцевой намотки и указанным вторым узлом (15) кольцевой намотки расположен соединительный узел (44), в раме (49) которого предусмотрены две конвейерные ленты, нижняя лента (45) и верхняя лента (46), разнесенные относительно друг друга и расположенные одна поверх другой, а также боковые направляющие планки (30) для приема двух указанных непрерывных рядов указанных блоков с примыкающими друг к другу изделиями (11), обернутых в первую пленку.
7. Машина по одному или более из предшествующих пп. 4-6, отличающаяся тем, что указанный режущий узел (16) для нарезки сплошной упаковки содержит боковое режущее устройство (51) и устройство (52) для верхней и нижней резки; при этом указанное боковое режущее устройство (51) и указанное устройство (52) верхней и нижней резки отстоят друг от друга на определенное расстояние и воздействуют на пластичный материал сплошной упаковки, обернутой вокруг указанных блоков изделий (11), осуществляя резку по четырем сечениям намотки, двум вертикальным и двум горизонтальным, причем указанные четыре сечения образуют периметр сплошной упаковки.
8. Машина по п. 7, отличающаяся тем, что указанный режущий узел (16) включает в себя каретку (53), содержащую указанное боковое режущее устройство (51) и указанное устройство (52) верхней и нижней резки; при этом указанная каретка (53) располагается на направляющих (67) и перемещается вперед и назад под конвейерной лентой (55), на которую опирается указанная сплошная упаковка или пакет с блоками изделий (11), обмотанными пленкой в два слоя, которые перекрещиваются по спирали при перемещении вперед.
9. Машина по п. 7 или 8, отличающаяся тем, что указанное боковое режущее устройство (51) включает в себя портальную стойку (56), содержащую два вертикальных боковых ножа (57), установленных на горизонтальных направляющих (58) с возможностью перемещения вперед/назад в направлении к/от указанной сплошной упаковки или пакета, содержащего два слоя пленки, намотанной в противоположных направлениях вокруг указанных блоков изделий (11), для выполнения резов по двум вертикальным сечениям указанной сплошной упаковки с противоположных сторон указанной сплошной упаковки или пакета.
10. Машина по п. 9, отличающаяся тем, что указанные два вертикальных ножа (57) приводятся в действие двухкривошипными механизмами (59) и (59'), верхним и нижним, которые активируются одним электродвигателем (60).
11. Машина по п. 7 или 8, отличающаяся тем, что указанное устройство (52) верхней и нижней резки содержит портальную стойку (61), снабженную верхним горизонтальным ножом (62) и нижним горизонтальным ножом (62'), которые установлены на вертикальных направляющих (63) с возможностью перемещения вперед/назад в вертикальной плоскости к/от указанной сплошной упаковки или пакета, содержащего блоки изделий, обмотанных в два слоя пленки, намотанной в противоположных направлениях вокруг указанных блоков изделий (11), для выполнения резов по двум горизонтальным сечениям указанной сплошной упаковки с противоположных сторон указанной сплошной упаковки или пакета.
12. Машина по п. 11, отличающаяся тем, что указанные горизонтальные ножи (62) и (62') приводятся в действие двухкривошипными механизмами (64) и (64'), верхним и нижним, которые активируются одним электродвигателем (65).
13. Машина по одному или более из предшествующих пп. 4-6, отличающаяся тем, что указанный режущий узел (16') для нарезки сплошной упаковки содержит боковое режущее устройство (51'), воздействующее на пластичный материал, который образует указанную сплошную упаковку, обернутую вокруг указанных блоков изделий (11), осуществляя резку двух противолежащих половин указанной сплошной упаковки в поперечном направлении.
14. Машина по п. 13, отличающаяся тем, что указанный режущий узел (16') включает в себя каретку (53), содержащую указанное боковое режущее устройство (51'); при этом указанная каретка (53) располагается на направляющих (67) и перемещается вперед и назад под конвейерной лентой (55), на которую опирается указанная сплошная упаковка или пакет с блоками изделиий (11), обмотанными пленкой в два слоя, которые перекрещиваются по спирали при перемещении вперед.
15. Машина по п. 13 или 14, отличающаяся тем, что указанное боковое режущее устройство (51') содержит портальную стойку (56), содержащую два вертикальных боковых ножа (57), расположенных на горизонтальных направляющих (58) с возможностью перемещения вперед/назад в направлении к/от указанной сплошной упаковки или пакета, содержащего два слоя пленки, намотанной в противоположных направлениях вокруг указанных блоков изделий (11), для выполнения резки двух противолежащих половин указанной сплошной упаковки или пакета.
16. Машина по п. 15, отличающаяся тем, что указанные два вертикальных ножа (57) приводятся в действие двухкривошипными механизмами (59) и (59'), верхним и нижним, которые активируются одним электродвигателем (60).
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| ГИДРОЦИКЛОН для КЛАССИФИКАЦИИ руд | 0 |
|
SU304979A1 |
| Механизм размотки рулонов пленки к устройству для упаковывания пакетов штучных изделий в термоусадочную пленку | 1986 |
|
SU1406034A1 |
| Устройство для упаковки сыпучих продуктов в пленку | 1977 |
|
SU738958A1 |
| АППАРАТ ДЛЯ УПАКОВКИ ПАСТООБРАЗНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2007 |
|
RU2437808C2 |

