Изобретение относится к пищевой промышленности, в частности к оборудованию макаронного производства, и может быть использовано для формирования коротких макаронных изделий трубчатой формы.
Известно, что матрица является основным рабочим органом пресса. Она, как правило, представляет собой металлический диск (круглая матрица) или прямоугольную пластину (тубусная матрица) со сквозными отверстиями, профиль которых определяет форму и внешний вид изделия (трубка, лента и т.п.). Одним из основных требований, которым должна удовлетворять матрица в целом и вставка, в частности, - это обладать антиадгезионными свойствами, т.е. не допускать прилипания теста к формующим отверстиям. Для формующих отверстий выпускались специальные вставки из фторопласта-4 ГОСТ 10007-80Е), а металлические матрицы для обеспечения необходимых свойств полировали, хромировали. Однако последние способы подготовки матриц оказались менее эффективными.
Известна матрица для производства макаронных изделий, в которой формирование изделий осуществляют с помощью вкладышей, расположенных в колодцах матрицы. Вкладыши со сквозными формующими отверстиями, сгруппированными в гнезда, выполнены из двух элементов, один из которых представляет собой опорный двухступенчатый диск со сквозными отверстиями, а другой - формующую обойму, причем последняя образована армированием опорного диска антиадгезионным материалом по сквозным отверстиям, причем формующие отверстия выполнены в обойме так, что каждое гнездо расположено в зоне сквозного отверстия диска [см. описание к авт. св. СССР 1773361, М. кл. А 21 С 11/16, от 05.12.88].
Описанное выше техническое решение упрощает конструкцию и повышает эксплуатационные свойства путем интенсификации теплоотвода при выпрессовке изделий, однако изготовление формующих элементов такой конструкции оказывается технологически сложным и трудоемким, вызывающим необходимость многократной смены оборудования и его переналадки, что в условиях массового производства оказывается экономически невыгодным.
Известна также матрица для производства макаронных изделий, вставка которой представляет собой вкладыш с формующими каналами, выполненный, например, из фторопласта, зафиксированный в колодце матрицы прижимным элементом, который выполняют в виде разрезных колец [см. описание к авт. св. СССР 1722358, М.кл. А 21 С 11/16, от 02.12.88]. Опорой для такого вкладыша служат донца колодцев матрицы, в которых выполняют ряд сквозных отверстий для размещения в них выступов вкладыша.
Использование технического решения, описанного выше, позволяет увеличить диаметр вкладыша и сократить число колодцев в обойме, увеличить толщину перемычек между колодцами, снизить трудоемкость изготовления матрицы.
Однако такой конструкции вкладыш может обеспечить снижение трудоемкости изготовления матрицы только при использовании вкладышей для формования нитеобразных, лентообразных и фигурных сплошных макаронных изделий.
Наибольшее распространение получили матрицы со вставками, изготовленные из латуни, которые представляли собой диск диаметром 298 мм и толщиной 60 мм. В диске матрицы высверлены колодцы, внутри которых установлены вставки, имеющие форму дисков диаметром 18 или 20 мм и толщиной 5-10,5 мм. В каждой вставке просверлены отверстия различного профиля. Как правило, дисковая вставка состоит из корпуса, фторопластовой прокладки толщиной 4 мм и предохранительного диска, защищающего фторопласт от нагрузок и повреждений при попадании в колодец посторонних предметов [Медведев Г.М., Чернов М.Е., Негруб В.П. Справочник по макаронному производству. - М.: Легкая и пищевая промышленность, 1984. - 304 с.; Чернов М.Е. Оборудование предприятий макаронной промышленности. - М.: ВО Агропромиздат, 1988. - 250 с.].
Описанная выше вставка является наиболее близкой к заявляемой по назначению, технической сущности и достигаемому результату при использовании.
Однако такие вставки для матриц пригодны для изготовления макаронных изделий наиболее простой формы. Известные же конструкции вставок матриц для изготовления макаронных изделий более сложной формы оказываются очень трудоемкими при изготовлении [см. там же]. Кроме того, практически равное значение живого сечения защитного диска и вставки в целом приводит либо к преждевременному износу фторопластовой прокладки, либо заставляет производителя работать при меньших скоростях выпрессовывания, что может приводить и к ухудшению качества продукции.
Поэтому целью предлагаемого технического решения является расширение функциональных возможностей вставки, увеличение долговечности и повышение скорости выпрессовывания.
Поставленная цель достигается тем, что в известной вставке для макаронной матрицы, включающей фторопластовую прокладку, предохранительный элемент и вкладыш, согласно изобретению она дополнительно содержит вкладыш, смонтированный на защитном диске и выполненный также из фторопласта, защитный диск выполнен ступенчатым со сквозными и полусквозными отверстиями при соотношении S1/S2= 2,5-3,0, где S1 - площадь живого сечения защитного диска, а S2 - площадь живого сечения вставки в целом.
Система сквозных и полусквозных отверстий защитного диска позволяет реализовать соотношение живых сечений отверстий защитного диска и вставки в целом в пределах 2,5-3,0, что, в свою очередь, обеспечивает скорость выпрессовывания не менее q=9,0-12,0 кг/см2•час. Выполнение защитного диска с дополнительной ступенькой уменьшает вероятность деформирования сложного профиля фторопластовой прокладки.
Вставка согласно изобретению может быть выполнена с вкладышем, смонтированным на защитном диске по центру или асимметрично, а в корпусе и фторопластовой прокладке выполнено сквозное профильное отверстие.
Как видно из изложения сущности заявляемого решения, оно отличается от прототипа и, следовательно, является новым.
Решение также обладает изобретательским уровнем. В основу изобретения поставлена задача усовершенствования вставки в матрицу для производства макаронных изделий, в которой, вследствие дополнительного размещения на защитном диске вкладыша, выполненного из фторопласта, выполнения защитного диска ступенчатым со сквозными и полусквозными отверстиями при соотношении S1/S2= 2,5-3,0, где S1 - площадь живого сечения защитного диска, а S2 - площадь живого сечения вставки в целом, обеспечивается эффективная защита фторопластовой прокладки и дополнительного вкладыша от перегрузки, и за счет этого обеспечивается возможность реализации повышенной скорости выпрессовывания при высоком качестве получаемого с ее помощью продукта.
Известно использование вкладышей, смонтированных на защитном диске разборной фильерной пластины для экструзии пищевой пасты [см. UK патентная заявка 2073089 А, М.кл. А 21 С 11/16 от 04.04.1980, заявитель Alfredo Cavalli (IT)] . Однако такая фильерная пластина не имеет надежного крепления вкладышей и необходимого соотношения между живым сечением защитного диска и живым сечением фильерной пластины в целом для обеспечения высокой скорости выпрессовывания.
Предлагаемое техническое решение принципиально отличается от известных тем, что позволяет реализовать для любой сложной конфигурации продукта наиболее оптимальную величину скорости выпрессовывания, обеспечивая при этом высокое качество получаемого продукта.
Предлагаемое техническое решение находит широкое применение в промышленности. Вставки, выполненные в соответствии с заявляемым решением, позволяют существенно снизить затраты на изготовление и ремонт матриц для производства макарон. Предлагаемая вставка имеет гарантированный срок использования не менее 500 часов.
Фиг.1а - вставка в матрицу для производства макарон в сборе с асимметричным расположением вкладыша на защитном диске.
Фиг. 1б - вставка в матрицу для производства макарон в сборе с асимметричным расположением вкладыша на защитном диске (вид сверху).
Фиг.2а - корпус вставки.
Фиг.2б - корпус вставки (вид сверху).
Фиг.3а - корпус вставки в сборе с фторопластовой прокладкой (вид снизу).
Фиг.3б - корпус вставки в сборе с фторопластовой прокладкой.
Фиг. 3в - корпус вставки в сборе с фторопластовой прокладкой (вид сверху).
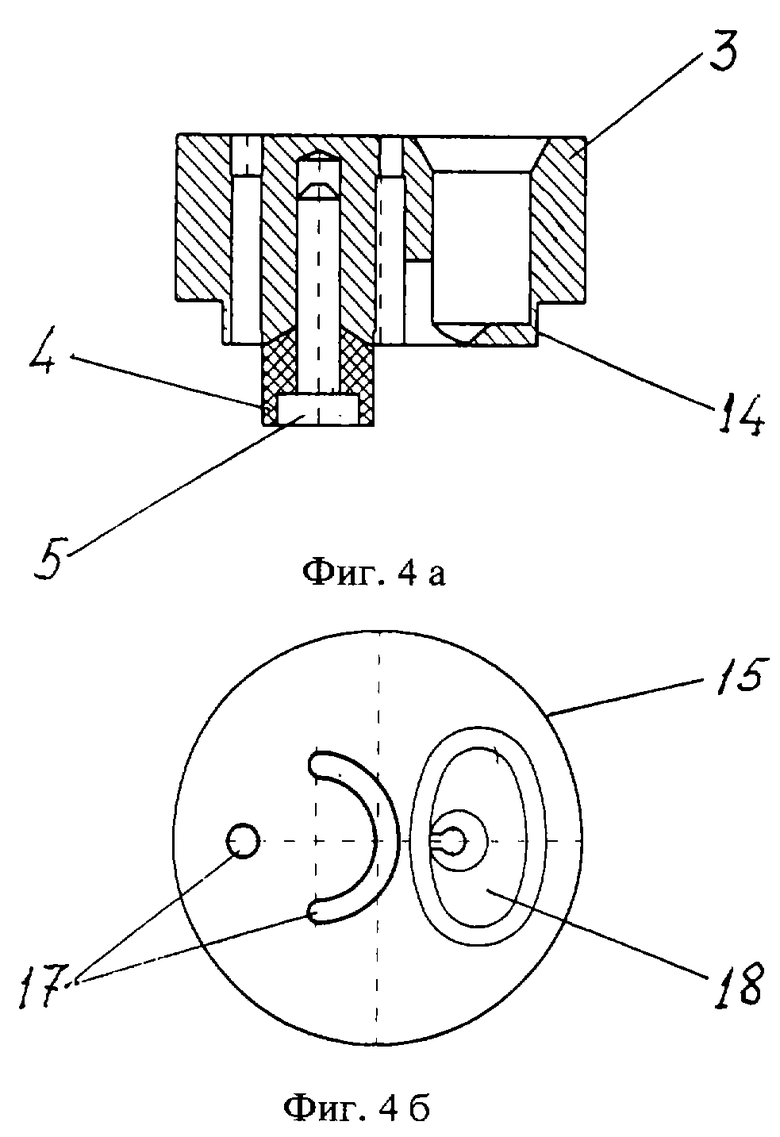
Фиг.4а - защитный диск.
Фиг.4б - защитный диск (вид сверху).
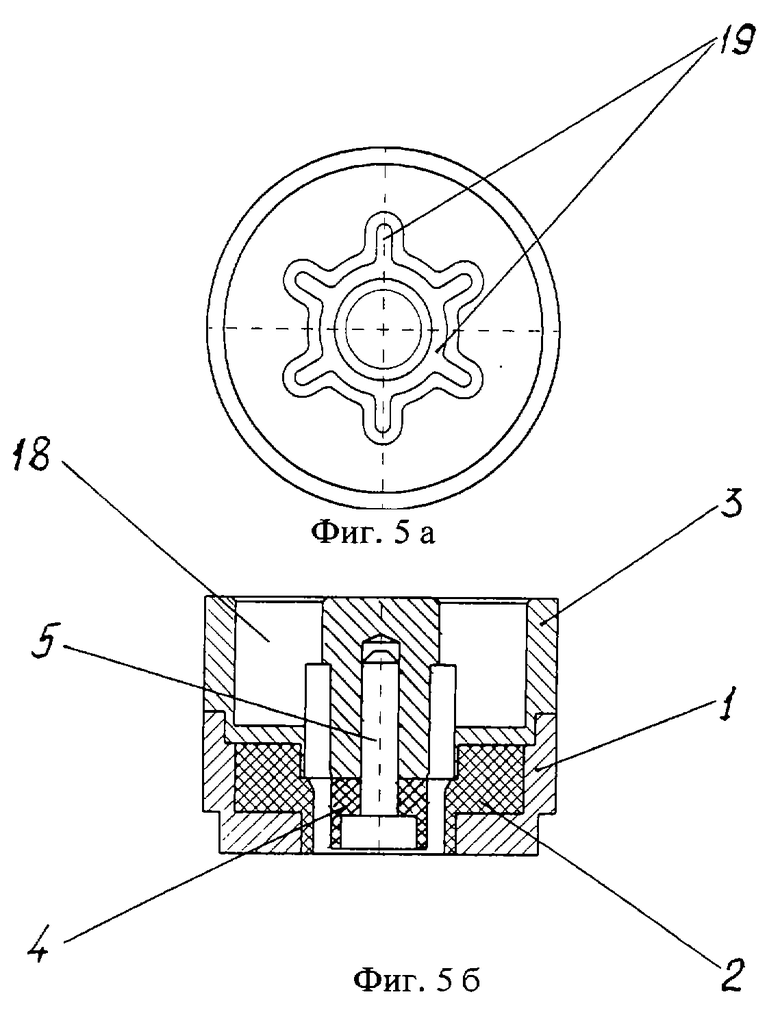
Фиг.5а - вставка с расположением вкладыша по центру.
Фиг.5б - вставка с расположением вкладыша по центру (вид снизу)
Пример 1. Вставка в матрицу для производства макарон показана на фиг.1а, 1б. Она содержит корпус 1, фторопластовую прокладку 2, защитный диск 3, вкладыш 4, который смонтирован на защитном диске 3 с помощью крепежного элемента 5.
Корпус 1 (см. фиг.2а, 2б) вставки выполнен в виде двухступенчатого цилиндра. Размер диаметра ступени 6 корпуса выполнен с допуском для плотной посадки в гнездо матрицы (на чертежах не показана). В дне 7 корпуса 1 выполнен профиль 8, который повторяет в первом приближении внешний профиль готового продукта, получаемого с помощью предлагаемой вставки. Размер диаметра поверхности 9 корпуса 1 выполнен с допуском, обеспечивающим плотную посадку в корпус фторопластовой прокладки 2 (см. фиг.3а, 3б, 3в). Как видно на фиг.3а, 3б, 3в, фторопластовая прокладка 2 имеет сложную форму. Наружная поверхность 10 верхней ступени выполнена цилиндрической, нижней ступени 11 - профильной. Размеры диаметра поверхности 10 и профиля 11 соответствуют размерам внутреннего диаметра поверхности 9 и профилю 8 корпуса 1. Внутренняя поверхность прокладки 2 имеет также ступени, обе ступени профильные. Размер нижнего профиля 12 соответствует профилю продукта, который будет получен с помощью этой вставки. Размер верхнего профиля поверхности 13 соответствует профилю 14 защитного диска (Фиг.4а, 4б). Размер диаметра поверхности 15 защитного диска 3 равен размеру диаметра поверхности 16 корпуса 1. На защитном диске (фиг.4а, 4б) с помощью крепежного элемента 5 закреплен асимметрично относительно центра вставки вкладыш 4. Защитный диск 3 выполнен с системой отверстий сквозных 17 и полусквозных 18, создающих фильерную систему вставки, которые обеспечивают соотношение живых сечений защитного диска 3 и вставки в целом в пределах 2,5-3,0. Вставка выполнена неразъемной.
Устройство работает следующим образом. В собранном виде все элементы вставки надежно зафиксированы друг относительно друга, предотвращая смещение или деформирование фторопластовой прокладки 2 или фторопластового вкладыша 4. Каждая ступенька устройства играет свою роль либо при сборке вставки, либо при сборке матрицы.
Уплотненное макаронное тесто с помощью шнека (на чертежах не показан), преодолевая сопротивление защитного диска 3, продавливается сквозь сквозные 17 и полусквозное отверстие 18, а также формующую щель 19, образованную вкладышем 4 и прокладкой 2. При этом происходит формование теста, т.е. получение сырых макаронных изделий заданной формы, которая определяется профилем формующих изделий со скоростью q=9,0-9,5 кг/см2•час.
Пример 2. Вставка, показанная на фиг.5а, 5б, содержит ступенчатый корпус 1, ступенчатую фторопластовую прокладку 2, расположенную в корпусе 1, защитный ступенчатый диск 3 и вкладыш 4, расположенный по центру вставки, который закреплен на защитном диске с помощью крепежного элемента 5. Полусквозные отверстия 18 и профиль вкладыша 4 обеспечивают соотношение S1/S2=3 и скорость выпрессовки равную q=11-12 кг/см2•час.
Как видно из изложения сущности заявляемого решения и описания примеров конкретного выполнения, заявляемое решение позволяет разнообразить номенклатуру макаронных изделий за счет выполнения различного профиля фторопластовой прокладки вследствие надежности ее крепления, обеспечивает значительную долговечность вставки при достаточно высокой скорости выпрессовывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСТАВКА В МАТРИЦУ ДЛЯ ПРОИЗВОДСТВА СПЛОШНЫХ КОРОТКИХ И НИТЕВИДНЫХ МАКАРОН | 2001 |
|
RU2219773C2 |
| ВСТАВКА В МАТРИЦУ ДЛЯ ПРОИЗВОДСТВА ДЛИННЫХ МАКАРОН ТРУБЧАТОЙ ФОРМЫ | 2001 |
|
RU2213454C2 |
| ФИЛЬЕРА ДЛЯ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2366183C1 |
| МАТРИЦА ПРЕССУЮЩЕЙ ГОЛОВКИ МАШИНЫ ДЛЯ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2164747C2 |
| СПОСОБ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2221454C1 |
| СПОСОБ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2269906C2 |
| ПОЛИМЕРСОДЕРЖАЩЕЕ КОМПОЗИЦИОННОЕ ЗАЩИЩЕННОЕ ИЗДЕЛИЕ | 2019 |
|
RU2706655C1 |
| МАТРИЦА ПРЕССА-ЭКСТРУДЕРА СО СКВОЗНЫМИ ОТВЕРСТИЯМИ | 1995 |
|
RU2089065C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА НЕПРЕРЫВНЫХ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА С ВЫСОКОЙ ТЕМПЕРАТУРОЙ ВЕРХНЕГО ПРЕДЕЛА КРИСТАЛЛИЗАЦИИ | 2023 |
|
RU2825820C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕРМООБРАБОТАННЫХ МАКАРОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2170030C2 |


Изобретение относится к пищевой промышленности, в частности к оборудованию макаронного производства, и может быть использовано для формования коротких макаронных изделий трубчатой формы. Вставка в матрицу содержит корпус, фторопластовую прокладку, защитный диск и вкладыш, смонтированный на защитном диске и выполненный из фторопласта. Защитный диск выполнен с дополнительной ступенькой и отверстиями. Изобретение позволяет расширить функциональные возможности вставки, увеличить долговечность и повысить скорость выпрессовывания. 1 з.п.ф-лы, 5 ил.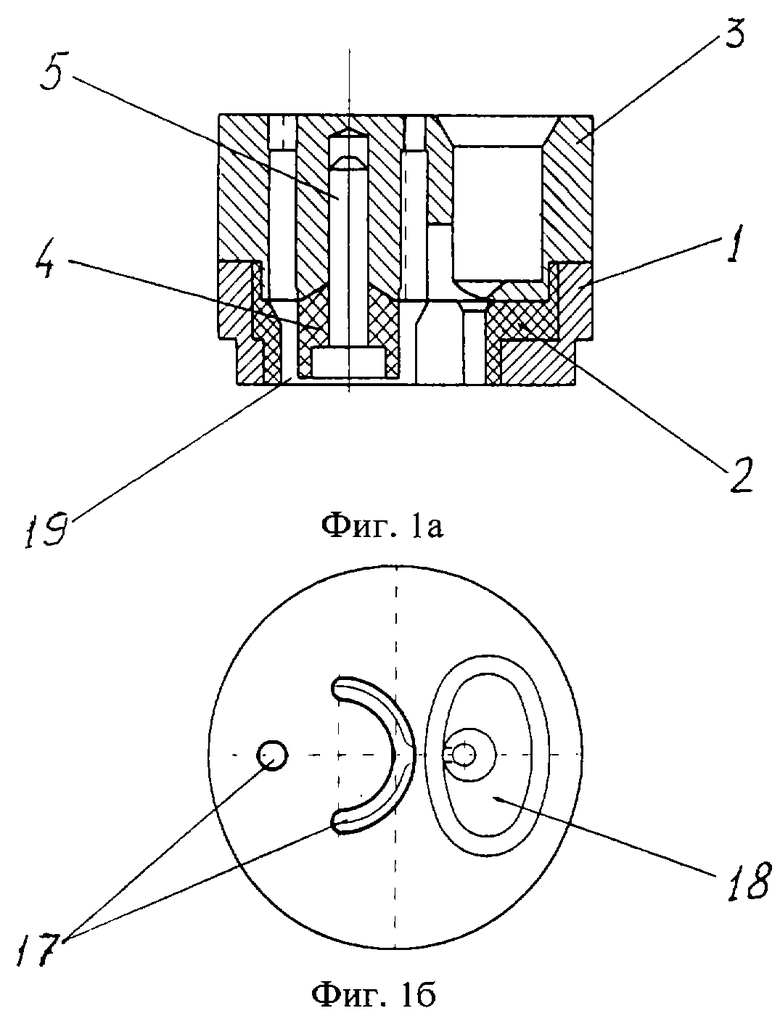
| МЕДВЕДЕВ Г.М | |||
| Технология и оборудование макаронного производства | |||
| - М.: Легкая и пищевая промышленность, 1984, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| Матрица для производства макаронных изделий | 1988 |
|
SU1722358A1 |
| Матрица для производства макаронных изделий | 1988 |
|
SU1773361A1 |

