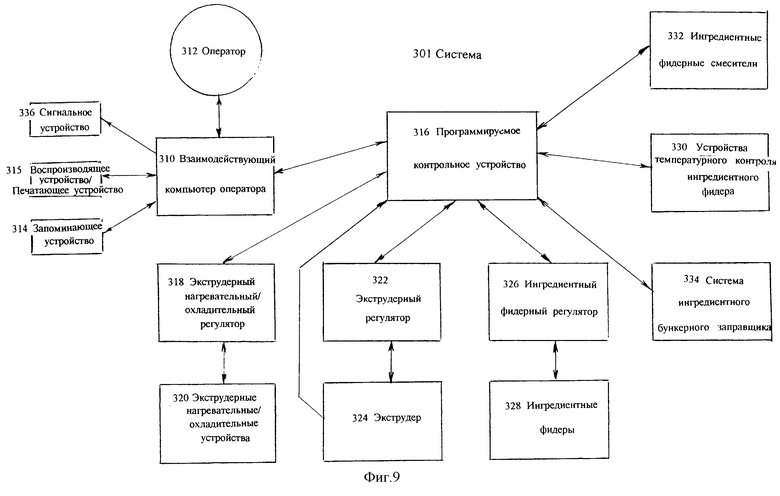
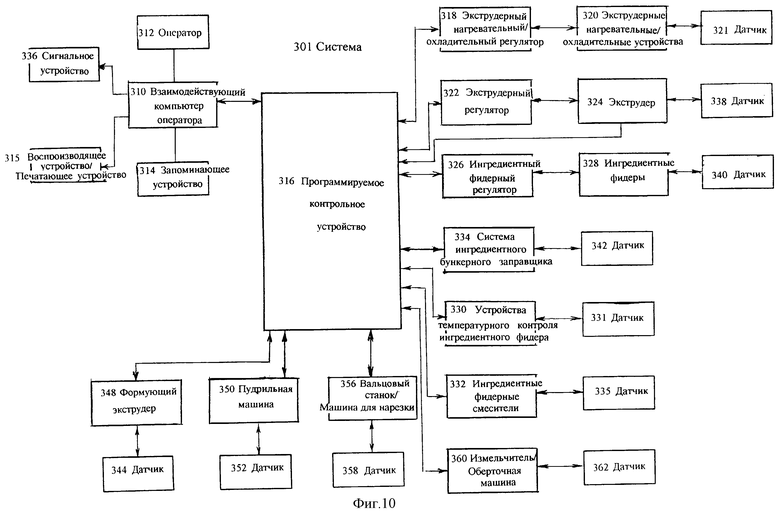
1. Система для автоматического и непрерывного производства жевательной резинки, включающая средства для ввода рабочих параметров, по крайней мере, таких, как процентное содержание ингредиентов и/или скорость их подачи - компьютер с программируемым контрольным устройством, осуществляющие также контроль над процессом непрерывного производства жевательной резинки и обеспечивающие поддержание подачи ингредиентов на оптимальном уровне, непрерывный экструдер, имеющий, по крайней мере, пять смесительных зон, при этом, по крайней мере, в одной из зон компоненты жевательной резинки подвергают высокодисперсному перемешиванию, а в другой из зон компоненты подвергают распределительному перемешиванию, при этом для предотвращения термической деструкции температура смеси на выходе не превышает 170°С; экструдерные регуляторы, содержащие, по крайней мере, регуляторы температуры зон экструдера, регуляторы количества оборотов в минуту экструдерного двигателя; ингредиентные фидеры, ингредиентные фидерные смесители, также имеющие регуляторы и устройства температурного контроля; систему ингредиентного бункерного заправщика, датчики указанных устройств системы, по крайней мере, для определения в частности температуры, концентрации и массы ингредиентов, скорости вращения двигателя экструдера, количества оборотов в минуту шнека, передающие информацию регуляторам, связанным с программируемым контрольным устройством.2. Система по п.1, отличающаяся тем, что экструдерные регуляторы получают инструкции о начале работы и остановке экструдерного двигателя от программируемого контрольного устройства.3. Система по п.1 или 2, отличающаяся тем, что экструдерные регуляторы получают данные параметров, по крайней мере, таких, как, температурах смеси, количестве оборотов в минуту, крутящем моменте и мощности от соответствующих датчиков экструдера и передают их в программируемое контрольное устройство.4. Система по любому из пп.1-3, отличающаяся тем, что включает температурные датчики для измерения температуры ингредиентов смеси жевательной резинки, расположенные вдоль длины экструдера и связанные с экструдерными регуляторами.5. Система по п.1, отличающаяся тем, что регуляторы ингредиентного фидера получают инструкции о начале и окончании работы ингредиентного фидера и скоростях подачи ингредиентов от программируемого контрольного устройства.6. Система по п.1, отличающаяся тем, что регуляторы ингредиентного фидера на основании данных, по крайней мере, о массе в истинное время и количестве оборотов в минуту от соответствующих датчиков ингредиентного фидера, рассчитывают действительные скорости подачи и регулируют скорость ингредиентного фидера, а также передают данные от датчиков ингредиентного фидера в программируемое контрольное устройство.7. Система по п.1, отличающаяся тем, что устройства температурного контроля ингредиентного фидера включают нагреватели и/или охладители с соответствующими датчиками, связанные с программируемым контрольным устройством.8. Система по п.1, отличающаяся тем, что ингредиентные фидеры системы осуществляют подачу жидких и сухих ингредиентов жевательной резинки.9. Система по п.1, отличающаяся тем, что включает запоминающее устройство, связанное с компьютером, для хранения цифровой информации.10. Система по п.1, отличающаяся тем, что система ингредиентного бункерного заправщика содержит датчики индикаторов уровня заправки бункеров и датчики массы ингредиентов, связанные с программируемым контрольным устройством, обеспечивающим автоматическую заправку конкретного бункера при фиксации понижения общей массы ингредиентов ниже заданного значения.11. Система по п.1, отличающаяся тем, что включает устройства для опудривания и вальцевания с соответствующими датчиками регулирования компонентов для вальцевания и скорости прохождения жевательной резинки через вальцы, связанными с программируемым контрольным устройством.12. Система по п.1, отличающаяся тем, что включает устройства для раскатывания, надрезания и обертывания продукта жевательной резинки с соответствующими датчиками давления, скорости конвейера и параметров выхода продукции, связанными с программируемым контрольным устройством.13. Система по любому из пп.1-12, отличающаяся тем, что включает сигнальное устройство, связанное с компьютером, обеспечивающее сообщения о неисправности всей системы или отдельных датчиков.14. Система для автоматического и непрерывного производства гуммиосновы жевательной резинки включающая: средства для ввода рабочих параметров, по крайней мере, таких, как процентное содержание ингредиентов и/или скорость их подачи - компьютер с программируемым контрольным устройством, осуществляющие также контроль над процессом непрерывного производства гуммиосновы жевательной резинки и обеспечивающие поддержание подачи ингредиентов на оптимальном уровне; непрерывный экструдер, имеющий, по крайней мере, пять смесительных зон, при этом, по крайней мере, в одной из зон компоненты гуммиосновы жевательной резинки подвергают высокодисперсному перемешиванию, а в другой из зон компоненты подвергают распределительному перемешиванию, экструдерные регуляторы, содержащие, по крайней мере, регуляторы температуры зон экструдера, регуляторы количества оборотов в минуту экструдерного двигателя, ингредиентные фидеры, ингредиентные фидерные смесители, также имеющие регуляторы и устройства температурного контроля, систему ингредиентного бункерного заправщика, датчики указанных устройств системы, по крайней мере, для определения в частности температуры, концентрации и массы ингредиентов, скорости вращения двигателя экструдера, количества оборотов в минуту шнека, передающие информацию регуляторам, связанным с программируемым контрольным устройством, сигнальное устройство, связанное с компьютером, обеспечивающее сообщения о неисправности всей системы или отдельных датчиков.15. Система по п.14, отличающаяся тем, что экструдерный регулятор получает инструкции о начале работы и остановке экструдерного двигателя от программируемого контрольного устройства.16. Система по п.14 или 15, отличающаяся тем, что экструдерный регулятор получает данные параметров, по крайней мере, таких, как, количество оборотов в минуту, температурах смеси, крутящем моменте и мощности от соответствующих датчиков экструдера и передает их в программируемое контрольное устройство.17. Система по п.14, отличающаяся тем, что регулятор ингредиентного фидера получает инструкции о начале и окончании работы ингредиентного фидера и скоростях подачи ингредиентов от программируемого контрольного устройства.18. Система по п.14, отличающаяся тем, что регулятор ингредиентного фидера на основании данных, по крайней мере, о массе в истинное время и количестве оборотов в минуту от соответствующих датчиков ингредиентного фидера, рассчитывает действительные скорости подачи и регулирует скорость ингредиентного фидера, а также передает данные от датчиков ингредиентного фидера в программируемое контрольное устройство.19. Система по п.14, отличающаяся тем, что ингредиентные фидеры системы осуществляют подачу жидких и сухих ингредиентов гуммиосновы жевательной резинки.20. Система по п.14, отличающаяся тем, что включает запоминающее устройство, связанное с компьютером, для хранения цифровой информации.21. Система по п.14, отличающаяся тем, что включает температурные датчики для измерения температуры ингредиентов смеси гуммиосновы жевательной резинки, расположенные вдоль длины экструдера.22. Система по п.14, отличающаяся тем, что система ингредиентного бункерного заправщика содержит датчики индикаторов уровня заправки бункеров и датчики массы ингредиентов, связанные с программируемым контрольным устройством, обеспечивающим автоматическую заправку конкретного бункера при фиксации понижения общей массы ингредиентов ниже заданного значения.23. Система по п.14, отличающаяся тем, что устройства температурного контроля ингредиентного фидера включают нагреватели и/или охладители с соответствующими датчиками, связанные с программируемым контрольным устройством.24. Способ автоматического и непрерывного производства жевательной резинки, включающий стадии: ввода рабочих параметров, по крайней мере, таких, как процентное содержание ингредиентов и/или скорость их подачи, при помощи компьютера, связанного с программируемым контрольным устройством, осуществляющие также контроль над процессом непрерывного производства жевательной резинки и обеспечивающие поддержание подачи ингредиентов на оптимальном уровне, автоматической и непрерывной подачи ингредиентов в непрерывный экструдер, имеющий, по крайней мере, пять смесительных зон, при этом, по крайней мере, в одной из зон компоненты жевательной резинки подвергают высокодисперсному перемешиванию, а в другой из зон компоненты подвергают распределительному перемешиванию, при этом для предотвращения термической деструкции температура смеси на выходе не превышает 170°С; контролирования автоматической и непрерывной подачи ингредиентов с управлением скоростью подачи ингредиентов в процессе производства и обеспечением сигнального показателя скорости подачи и перемешивания на основе рабочих параметров, при помощи датчиков и регуляторов экструдера и датчиков и регуляторов ингредиентного фидера, связанных с программируемым контрольным устройством, контроля и управления свойствами ингредиентов, с использованием данных от датчиков системы, служащих для определения в частности температуры, концентрации и массы ингредиентов, скорости вращения двигателя экструдера, количества оборотов в минуту шнека, передающие информацию регуляторам, связанным с программируемым контрольным устройством, для обеспечения поддержания подачи ингредиентов на оптимальном уровне и обеспечения сигнального показателя свойств.25. Способ по п.24, отличающийся тем, что также включает обеспечение воспроизведения рабочих параметров непрерывно и в истинное время в процессе производства на основании показании датчиков системы.26. Способ по п.24, отличающийся тем, что включает стадии непрерывной выгрузки перемешанных ингредиентов из экструдера и автоматического формования перемешанных ингредиентов в заданную форму в устройствах для формования.27. Способ по п.26, отличающийся тем, что включает после стадии автоматического формования стадию автоматического опудривания заданной формы в устройстве для опудривания.28. Способ по п.26, отличающийся тем, что опудривание заданной формы происходит в процессе формования.29. Способ по п.26, отличающийся тем, что после стадии формования проводят опудривание, надрезание, вальцевание, разделение и обертывание заданной формы.30. Система для автоматического и непрерывного производства жевательной резинки включающая средства для ввода рабочих параметров, по крайней мере, таких, как процентное содержание ингредиентов и/или скорость их подачи - компьютер с программируемым контрольным устройством, осуществляющие также контроль над процессом непрерывного производства жевательной резинки и обеспечивающие поддержание подачи ингредиентов на оптимальном уровне, непрерывный экструдер, имеющий, по крайней мере, пять смесительных зон, при этом, по крайней мере, в одной из зон компоненты жевательной резинки подвергают высокодисперсному перемешиванию, а в другой из зон компоненты подвергают распределительному перемешиванию, при этом для предотвращения термической деструкции температура смеси на выходе не превышает 170°С, экструдерные регуляторы, содержащие, по крайней мере, регуляторы температуры зон экструдера, регуляторы количества оборотов в минуту экструдерного двигателя; ингредиентные фидеры, ингредиентные фидерные смесители, также имеющие регуляторы и устройства температурного контроля, систему ингредиентного бункерного заправщика, датчики указанных устройств системы, по крайней мере, для определения в частности температуры, концентрации и массы ингредиентов, скорости вращения двигателя экструдера, количества оборотов в минуту шнека, передающие информацию регуляторам, связанным с программируемым контрольным устройствам, средства для автоматического формования смеси в заданную форму, средства для автоматического надрезания заданной формы и средства для автоматического обертывания заданной формы вслед за разделением на комплекты.31. Система по п.30, отличающаяся тем, что включает регуляторы для управления ингредиентами и смесью в процессе подачи и перемешивания на основании данных от датчиков.32. Система по п.30, отличающаяся тем, что включает регуляторы для управления смесью в процессе формования, надрезания и обертывания.33. Система по п.30, отличающаяся тем, что включает сигнальное устройство, связанное с компьютером, обеспечивающее сообщения о неисправности всей системы или отдельных датчиков.34. Способ автоматического и непрерывного производства жевательной резинки, включающий стадии ввода рабочих параметров, по крайней мере, таких, как процентное содержание ингредиентов и/или скорость их подачи, в компьютер, связанный с программируемым контрольным устройством, осуществляющие также контроль над процессом непрерывного производства жевательной резинки и обеспечивающие поддержание подачи ингредиентов на оптимальном уровне, автоматической и непрерывной подачи ингредиентов в непрерывный экструдер, имеющий, по крайней мере, пять смесительных зон, при этом, по крайней мере, в одной из зон компоненты жевательной резинки подвергают высокодисперсному перемешиванию, а в другой из зон компоненты подвергают распределительному перемешиванию, при этом для предотвращения термической деструкции температура смеси на выходе не превышает 170°С, контролирования автоматической и непрерывной подачи ингредиентов с управлением скорости подачи ингредиентов в процессе производства и обеспечением сигнального показателя скорости подачи и перемешивания на основе рабочих параметров при помощи датчиков и регуляторов экструдера и датчиков и регуляторов ингредиентного фидера, связанных с программируемым контрольным устройством, контроля и управления свойствами ингредиентов, с использованием данных от датчиков системы, служащих для определения в частности температуры, концентрации и массы ингредиентов, скорости вращения двигателя экструдера, количества оборотов в минуту шнека, передающие информацию регуляторам, связанным с программируемым контрольным устройством, для обеспечения поддержания подачи ингредиентов на оптимальном уровне и обеспечения сигнального показателя свойств, выгрузки смеси из непрерывного экструдера, автоматического формования смеси в заданную форму, надрезания заданной формы на комплекты и автоматического обертывания заданной формы вслед за разделением на комплекты.35. Способ по п.34, отличающийся тем, что включает стадию опудривания заданной формы веществом для опудривания.36. Способ по п.34, отличающийся тем, что также включает обеспечение воспроизведения рабочих параметров непрерывно и в истинное время в процессе производства на основании показаний датчиков системы.37. Способ по п.34 или 36, отличающийся тем, что включает стадию сравнения считанных данных от датчиков с рабочими параметрами системы.38. Способ по п.37, отличающийся тем, что включает стадию контролирования производства жевательной резинки на основе результатов сравнения.