Предлагаемое изобретение относится к металлургии и может быть использовано в электронике, приборо- и машиностроении.
Известно устройство для нагрева лучом лазера [1].
Известное устройство содержит лазер, делитель лазерного луча, включающего полупрозрачный отражатель, и зеркало, а также два объектива для раздельной фокусировки излучения.
Основной недостаток известного устройства состоит в том, что конструкция устройства достаточно сложна в исполнении, и в то же время она не предусматривает симметричного разделения луча для формирования двух пучков одинаковой интенсивности, что не позволяет качественно выполнять двухстороннюю приварку тонких проводников к массивным изделиям.
Известно устройство для обработки объекта лазерным лучом с неравномерным распределением энергии, принятое в качестве прототипа [2].
Известное устройство содержит лазер и оптическую систему для разделения и фокусировки луча, состоящую из призматического делителя, отклоняющих зеркал и фокусирующего узла.
Основной недостаток известного устройства заключается в том, что оптическая система представляет собой сложный в конструктивном исполнении механизм, который требует высокой квалификации обслуживающего персонала, что значительно усложняет техпроцесс при сварке тонких проводников. Кроме того, применение известного устройства приводит к деформациям свариваемых изделий и утонению при сварке тонких проводников.
Целью предлагаемого изобретения является упрощение конструкции устройства для прецизионной сварки тонких проводников или профилей одновременно с двух сторон при одновременном снижении деформации свариваемых изделиях за счет симметричного расположения сварных точек относительно продольной оси проводника (профиля).
Данный технический результат достигается тем, что устройство для лазерной сварки тонких проводников, содержащее лазер и установленные в оптическом канале корпуса зеркальный двугранный призматический делитель с прямоугольным основанием и отражатель, снабжено фокусирующей линзой, размещенной в оптическом канале корпуса, отражатель выполнен коническим с отверстием на входе с диаметром, равным диаметру лазерного луча, прямоугольное основание призматического делителя имеет длину основания А=DЛ.Л, а ширину основания В= (0,4÷0,6)•DЛ.Л, где DЛ.Л - диаметр лазерного луча.
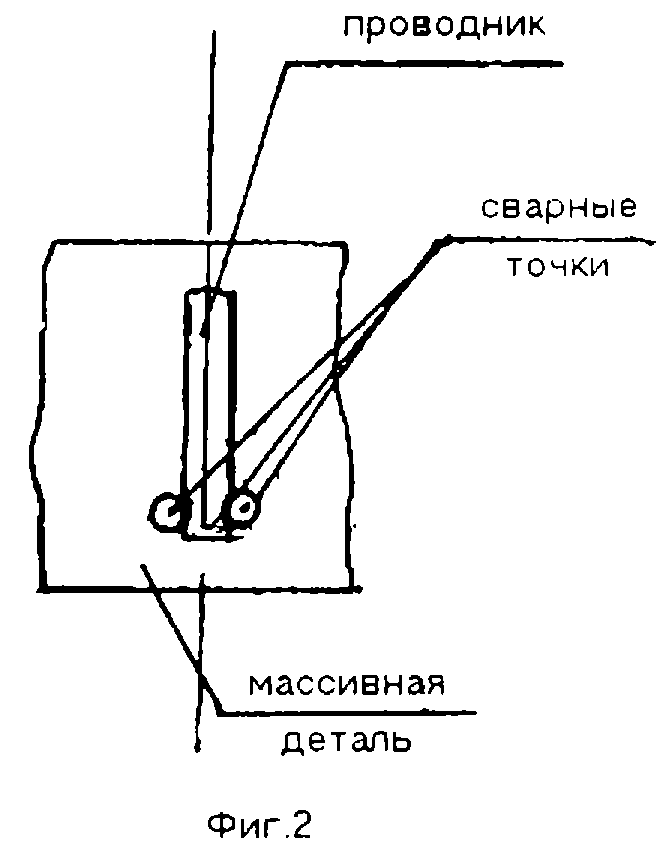
На фиг. 1 изображена схема устройства, а на фиг.2 - схема расположения сварных точек при сварке с двугранным призматическим делителям.
Устройство содержит лазерный излучатель 1, генерирующий лазерный луч, диаметр которого в оптическом канале равен DЛ.Л. Корпус 2 устройства выполнен с оптическим каналом, соосным с осью лазерного луча. В оптическом канале корпуса 2 расположены зеркальный призматический делитель 3, конический отражатель 4 с отверстием на входе в отражатель Dотв=DЛ.Л и фокусирующая линза 5. Углы наклона отражающих поверхностей призматического делителя 3 и отражателя 4 по отношению к вертикальной оси равны 45o.
Работает устройство следующим образом.
На координатный стол (не показан) помещают изделие 7 с зафиксированным на ней проводником (или профилем) 6 и устанавливают его в фокальной плоскости линзы 5 таким образом, чтобы продольная ось проводника 6 совпала с продольной плоскостью симметрии призматического делителя 3.
При включении лазерной установки лазерный луч диаметром DЛ.Л направляется в устройство, в котором он преобразуется в четыре луча 8, 9, 10, 11. При этом центральная, наиболее интенсивная часть лазерного луча, попавшая на призматический делитель 3, делится на две равные части 9 и 11, которые отклоняются на поверхность отражателя 4 и, отразившись от него, направляются на линзу 5. Периферийная часть (лучи 8, 10), менее интенсивная, направляется непосредственно из излучателя лазера 1 на фокусирующую линзу 5. Пары лучей 8, 9 и 10, 11 фокусируются линзой 5 раздельно на поверхность проводника 6 и на поверхность массивного изделия 7. Проводник 6 нагревается периферийной частью лазерного луча (лучи 8, 10), а массивное изделие 7 - центральной частью (лучи 9, 11). Этим обеспечивается сбалансированный нагрев свариваемых изделий.
Лучи в парах 8, 9 и 10, 11 не перекрываются, что позволяет избежать интерференционных явлений, и распространяются таким образом, что после фокусировка линзой 5 в фокальной плоскости образуется две пары раздельных сварных точек, но в каждой паре точки соприкасаются друг с другом, чем обеспечиваются условия для образования общей ванны расплава и получения качественного сварного соединения.
В результате поверхности изделия 7 и проводника 6 нагреваются и расплавляются с двух сторон с образованием двух сварных точек (фиг.2).
Основные конструктивные параметры устройства получены следующим образом. Размер отверстия Dотв на входе в отражатель 4 принят равным диаметру лазерного луча DЛ.Л. Уменьшение размера отверстия Dотв на входе в отражатель приводит к диафрагмированию лазерного луча и неэффективному использованию его мощности, а при увеличении размер Dотв формируется четыре сварные точки, не соприкасающиеся друг с другом, что недопустимо для рассматриваемой схемы сварки, т.к. приводит к получению некачественного сварного соединения.
Опытным путем установлено, что при заданных параметрах лазерного луча (энергия излучения, длительность импульса, фокусное расстояние) для сварки проводников (или профилей) диаметром от ~50 мкм до ~300 мкм ширина основания призматического делителя, перекрывающего лазерный луч, должна составлять величину В=(0,4÷0,6)•DЛ.Л.
Изменение величины В за пределы указанного диапазона приводит к образованию некачественного сварного соединения. С одной стороны, за счет недостаточного нагрева проводника, а с другой стороны, за счет его перегрева и существенного утонения.
Длина основания А призматического делителя 3 равна диаметру DЛ.Л лазерного луча на входе в устройство, т.к. при уменьшении размера А, снижается эффективность использования лазерного луча, и также возможны перегрев и утонение проводника в продольном направлении.
Использование предлагаемого устройства для лазерной сварки тонких проводников (или профилей) с диаметром от ~50 мкм до ~300 мкм с массивным изделием позволяет избежать утонения проводников (или профиля) и деформаций при сварке по длине проводника и наиболее эффективно устройство при сварке разнородных материалов. В частности, такие комбинации: проводник - латунь, бронза, золото, медь посеребренная и облуженная; массивное изделие - нержавеющая сталь, никелевые сплавы, контактные площадки на основе серебросодержащей пасты на поверхности неметаллов (кварц, керамика).
Таким образом, конструкция устройства значительно упростилась, а его использование позволило повысить качество сварного соединения и снизить деформации свариваемых проводников с массивным изделием.
Источники информации:
1. Заявка (Япония) 62-179887, опубл. 07.08.1987 г., 61-22771, B 23 K 26/00.
2. Патент 4315130 США, опубл. 09.02.1982 г., т. 1015, 2, МКИ B 23 K 27/00, ИKИ 219-1211.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ СВАРКИ | 2000 |
|
RU2193956C2 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Способ лазерной сварки полых изделий | 2019 |
|
RU2704353C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2240906C1 |
| СИСТЕМА ДЛЯ ЛАЗЕРНОЙ СВАРКИ И СПОСОБ СВАРКИ С ПОМОЩЬЮ ЛАЗЕРНОГО ЛУЧА | 2010 |
|
RU2532686C9 |
| СИСТЕМЫ И СПОСОБЫ КОНТРОЛЯ И/ИЛИ УПРАВЛЕНИЯ ОБРАБОТКОЙ С ВОБУЛЯЦИЕЙ С ИСПОЛЬЗОВАНИЕМ ВСТРОЕННОЙ КОГЕРЕНТНОЙ ВИЗУАЛИЗАЦИИ (ICI) | 2019 |
|
RU2795069C2 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 2005 |
|
RU2283738C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ОДНОГО ИЛИ НЕСКОЛЬКИХ СТАЛЬНЫХ ЛИСТОВ ИЗ ЗАКАЛИВАЕМОЙ ПОД ПРЕССОМ СТАЛИ | 2020 |
|
RU2787826C1 |
Изобретение относится к металлургии и может найти применение в электронике, приборо- и машиностроении. Устройство содержит лазер, установленные в оптическом канале корпуса зеркальный двугранный призматический делитель с прямоугольным основанием и отражатель. Фокусирующая линза размещена в оптическом канале корпуса. Отражатель выполнен коническим с отверстием на входе с диаметром, равным диаметру лазерного луча. Прямоугольное основание призматического делителя имеет длину основания А=DЛ.Л, а ширину основания В=(0,4-0,6) DЛ.Л где DЛ.Л - диаметр лазерного луча. Такое выполнение позволяет упростить конструкцию устройства для прецизионной сварки тонких проводников или профилей одновременно с двух сторон при одновременном снижении деформации свариваемых изделий за счет возможности симметричного расположения сварных точек относительно продольной оси проводника или профиля. 2 ил.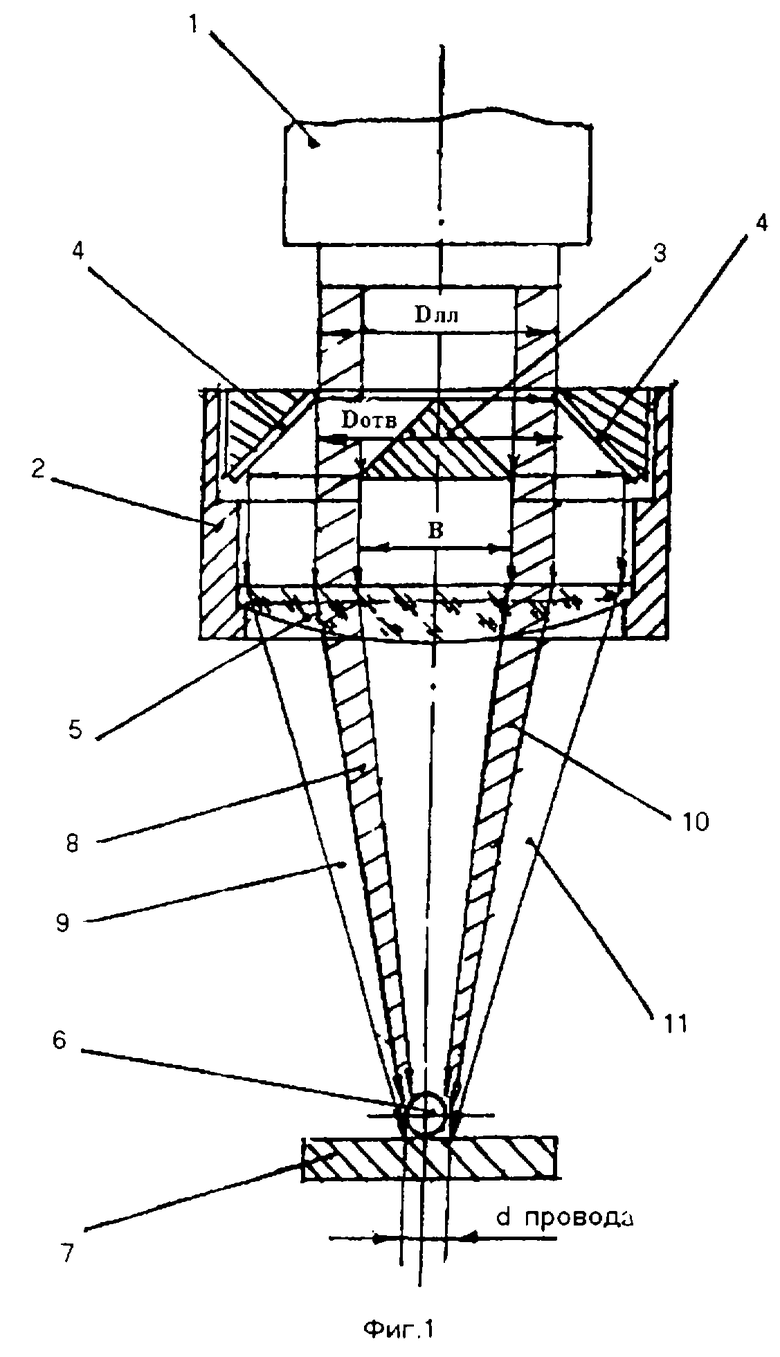
Устройство для лазерной сварки тонких проводников, содержащее лазер и установленные в оптическом канале корпуса зеркальный двухгранный призматический делитель с прямоугольным основанием и отражатель, отличающееся тем, что оно снабжено фокусирующей линзой, размещенной в оптическом канале корпуса, отражатель выполнен коническим с отверстием на входе с диаметром, равным диаметру лазерного луча, прямоугольное основание призматического делителя имеет длину основания А=DЛ.Л, а ширину основания В=(0,4-0,6) DЛ.Л, где DЛ.Л - диаметр лазерного луча.
| US 4315130, 09.02.1982 | |||
| Устройство для лазерной многопозиционной обработки | 1986 |
|
SU1408666A1 |
| СПОСОБ СВАРКИ ЛАЗЕРОМ | 0 |
|
SU249513A1 |
| US 4794231, 27.12.1988 | |||
| US 3975003, 17.08.1976 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

