Настоящее изобретение раскрывает систему для лазерной сварки, состоящую из источника лазерного луча, коллиматора, предназначенного для коллимации лазерного луча, и фокусирующего устройства, предназначенного для фокусировки сколлимированного лазерного луча в одну точку на подвергающемся сварке объекте. Кроме того, настоящее изобретение также раскрывает соответствующий способ сварки с помощью лазерного луча.
Способ сварки с помощью лазерного луча - это способ сварки, используемый для соединения различных деталей друг с другом. Лазерный луч позволяет создать концентрированный источник тепла, что позволяет получать тонкие и глубокие сварные швы. Процесс лазерной сварки часто используется в приложениях, связанных с обработкой большого количества деталей, например, в автомобильной промышленности.
Используемый лазерный луч обычно характеризуется плотностью потока энергии в районе порядка 1 МВт/см2. Таким образом, концентрированное тепло лазерного луча воздействует на сравнительно небольшие участки поверхности. Например, ширина лазерного луча может варьировать от 0,2 мм до 13 мм, однако в процессе сварки используются лазерные лучи меньшей ширины. Глубина проникновения тепла, генерируемого лазерным лучом, пропорциональна количеству приносимой им энергии, а также зависит от положения точки фокусировки лазерного луча. Максимальная глубина проникновения достигается при оптимальном выборе положения точки фокусировки лазерного луча.
В зависимости от конкретного приложения, для сварки может использоваться непрерывный или импульсный лазерный луч. Для сварки тонких материалов, например бритвенных лезвий, используются миллисекундные импульсы лазерного излучения, а для получения глубоких сварных швов используются системы на основе лазеров непрерывного действия.
Способ лазерной сварки - это универсальный процесс, который можно использовать, например, для сварки обыкновенной стали, высококачественной стали, алюминия, титана и пластиков. Скорость сварки пропорциональна количеству излучаемой энергии, но она также зависит от типа и толщины свариваемых деталей. Высокие эксплуатационные характеристики газовых лазеров делают их особенно хорошо пригодными для использования в приложениях, связанных с обработкой большого количества деталей.
В известных процессах лазерной сварки пластиковые пластины, пленки и литые детали свариваются хорошо сфокусированными лазерными лучами; для сварки или соединения пластиковых материалов используется лазерный луч, фокусируемый на точки. Направление сварного шва определяется программируемым перемещением устройств, направляющих лазерные лучи, или самих свариваемых деталей.
При этом, однако, распределение интенсивности лазерного луча является недостатком способа соединения плоских деталей с помощью лазерного луча, фокусируемого на точку, поскольку гауссово распределение интенсивности в нем приводит к неоднородности соединения между свариваемыми деталями.
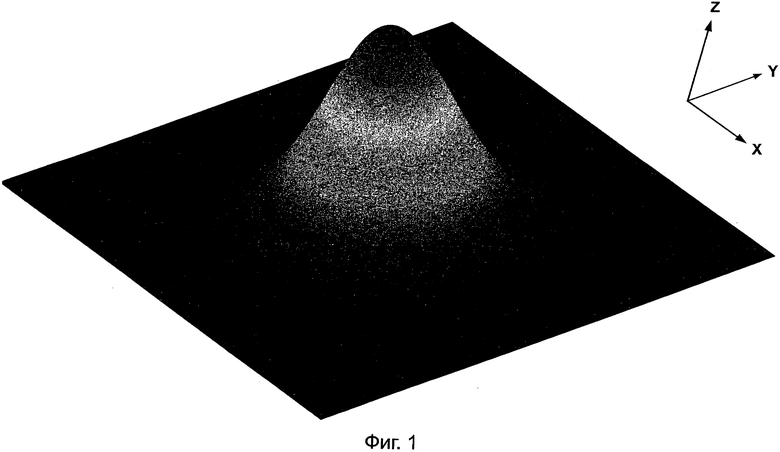
На фиг.1 показан профиль гауссова распределения мощности в лазерном луче, создаваемом формирующей оптикой систем для лазерной сварки, созданных на основе существующего уровня техники. При распределении мощности подобного типа большая часть энергии, около 90%, сконцентрирована в центре, в так называемой "горячей точке". Лазерный луч такого типа позволяет осуществлять исключительно точечную лазерную сварку.
Это означает, что лишь часть точки сварки работает на обеспечение прочности создаваемого соединения, и процесс лазерной сварки этого типа особенно склонен к возникновению дефектов, поскольку для него требуется обеспечение очень точного позиционирования точки сварки. Если точка сварки будет находиться в неправильном положении, это приведет к нарушению правильного распределения энергии. Кроме того, существует риск, когда, например, производится сварка рессорно-пружинной стали, что при неправильном положении точки сварки в ней может возникнуть прогар.
Настоящее изобретение направлено на создание системы для лазерной сварки и способа сварки с помощью лазерного луча, позволяющих обеспечивать гомогенность свариваемой области.
Решение этой задачи достигается с помощью объектов изобретений, описанных в отдельных независимых пунктах формулы данного изобретения. Предпочтительные формы воплощения изобретения отражены в зависимых пунктах.
В соответствии с одним из возможных воплощений настоящего изобретения, система для лазерной сварки включает в себя источник лазерного луча, коллиматор, осуществляющий коллимацию лазерного луча, и фокусирующее устройство, предназначенное для фокусировки сколлимированного лазерного луча в одну точку на подвергающемся сварке объекте, и отличается тем, что оптический элемент располагается между коллиматором и фокусирующим устройством и используется для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча.
В соответствии с предпочтительным воплощением настоящего изобретения, бифокальный элемент устанавливается между оптическим элементом и коллиматором.
В соответствии с предпочтительным воплощением настоящего изобретения, бифокальный элемент устанавливается между оптическим элементом и фокусирующим устройством.
В соответствии с другим возможным воплощением настоящего изобретения, система для лазерной сварки включает в себя источник лазерного луча, коллиматор, осуществляющий коллимацию лазерного луча, и фокусирующее устройство, предназначенное для фокусировки сколлимированного лазерного луча в одну точку на подвергающемся сварке объекте, и отличается тем, что оптический элемент располагается между источником лазерного луча и коллиматором и используется для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча.
В соответствии с предпочтительным воплощением настоящего изобретения, первое направление располагается, по сути, перпендикулярно к оси сколлимированного лазерного луча. В соответствии с предпочтительным воплощением настоящего изобретения, бифокальный элемент устанавливается между коллиматором и фокусирующим устройством.
В соответствии с предпочтительным воплощением настоящего изобретения, оптический элемент используется для развертывания системы распределения мощности лазерного луча по меньшей мере в две точки на подвергающемся сварке объекте, которые, желательно, должны быть организованы в серии.
В соответствии с предпочтительным воплощением настоящего изобретения, оптический элемент используется для развертывания системы распределения мощности лазерного луча вдоль по меньшей мере одной линии на подвергающемся сварке объекте.
В соответствии с предпочтительным воплощением настоящего изобретения, оптический элемент используется для развертывания системы распределения мощности лазерного луча по меньшей мере вдоль двух линий на подвергающемся сварке объекте, которые должны быть организованы в серии.
В соответствии с предпочтительным воплощением настоящего изобретения, оптический элемент используется для развертывания системы распределения мощности лазерного луча в первом направлении и во втором направлении, находящемся под углом к оси сколлимированного лазерного луча и к первому направлению.
В соответствии с предпочтительным воплощением настоящего изобретения, второе направление располагается, по сути, перпендикулярно к оси сколлимированного лазерного луча и к первому направлению.
В соответствии с предпочтительным воплощением настоящего изобретения, оптический элемент используется для развертывания системы распределения мощности лазерного луча по меньшей мере в одну кубическую, прямоугольную, трапециевидную, овальную или круглую область на подвергающемся сварке объекте.
В соответствии с предпочтительным воплощением настоящего изобретения, оптический элемент является системой определенным образом расположенных микролинз.
В соответствии с предпочтительным воплощением настоящего изобретения, оптический элемент является дифракционным оптическим элементом.
В соответствии с одним возможным воплощением настоящего изобретения, способ сварки с помощью лазерного луча включает в себя генерацию лазерного луча, коллимацию лазерного луча с помощью коллиматора и фокусировку сколлимированного лазерного луча с помощью фокусирующего устройства в одну точку на подвергающемся сварке объекте, и отличается тем, что сколлимированный лазерный луч пропускается через оптический элемент, располагающийся между коллиматором и фокусирующим устройством, для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча.
В соответствии с одним возможным воплощением настоящего изобретения, способ сварки с помощью лазерного луча включает в себя генерацию лазерного луча, коллимацию лазерного луча с помощью коллиматора и фокусировку сколлимированного лазерного луча с помощью фокусирующего устройства в одну точку на подвергающемся сварке объекте, и отличается тем, что сгенерированный лазерный луч пропускается через оптический элемент, располагающийся между источником лазерного луча и коллиматором, для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча.
Настоящее изобретение ниже будет описано более детально на основе примеров, изображенных на прилагающихся схемах. Аналогичные или сходные компоненты системы для лазерной сварки, описываемой настоящим изобретением, обозначены на схемах одинаковыми номерами:
на фиг.1 показан профиль гауссова распределения мощности в лазерном луче;
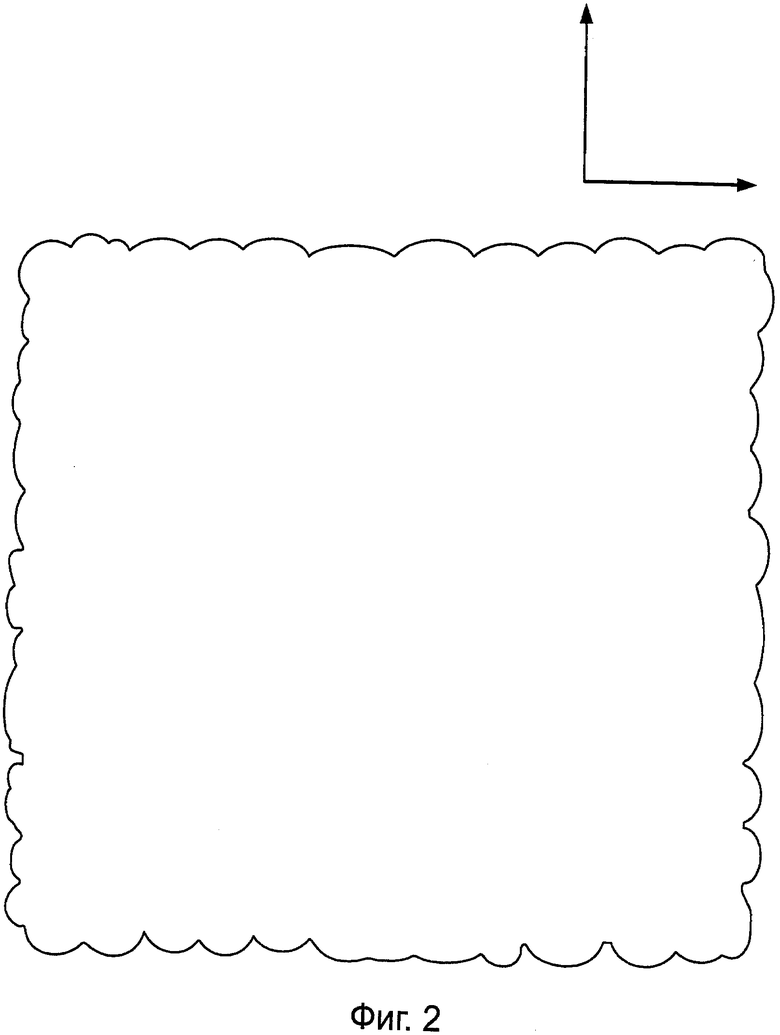
на фиг.2 показан профиль распределения мощности в лазерном луче после его прохождения через формирующую оптику системы для лазерной сварки в соответствии с одним из воплощений настоящего изобретения;
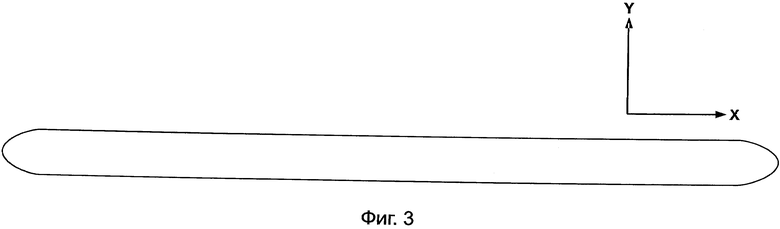
на фиг.3 показан профиль распределения мощности в лазерном луче после его прохождения через формирующую оптику системы для лазерной сварки в соответствии с другим воплощением настоящего изобретения;
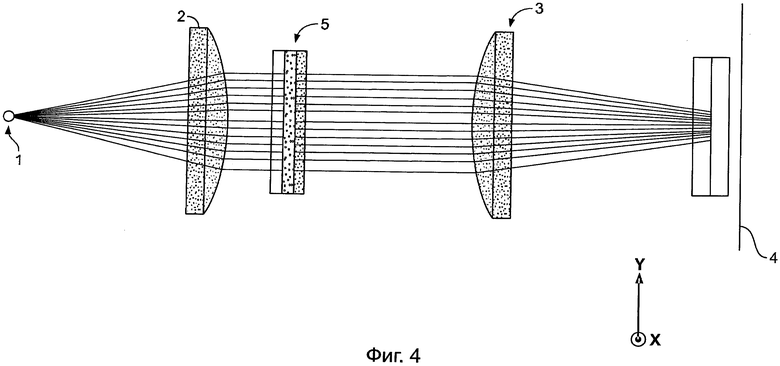
на фиг.4 показан схематический вид формирующей оптики в соответствии с первым воплощением системы для лазерной сварки в соответствии с настоящим изобретением;
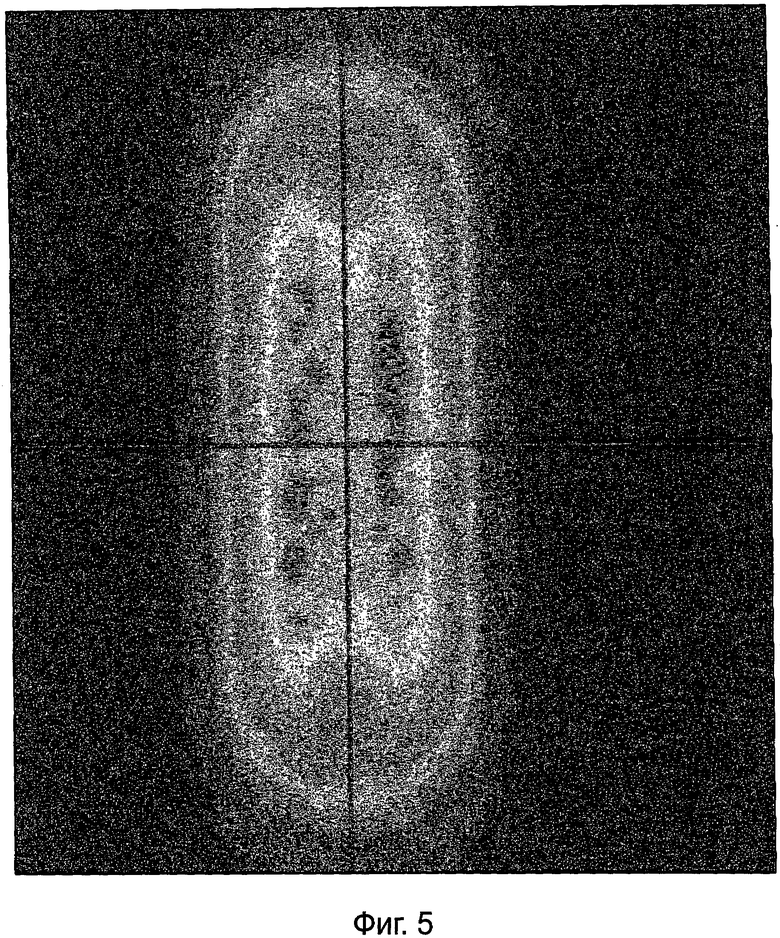
на фиг.5 показан профиль распределения мощности в лазерном луче после его прохождения через формирующую оптику, показанную на фиг.4;
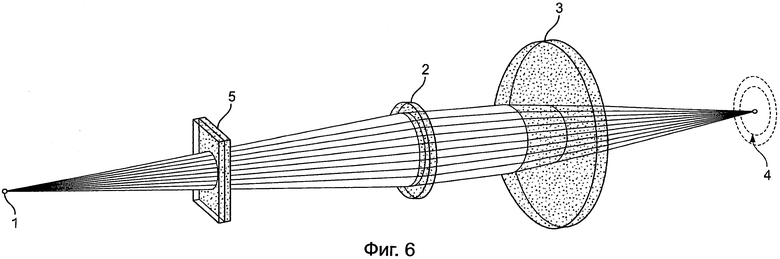
на фиг.6 показан схематический вид формирующей оптики в соответствии со вторым воплощением системы для лазерной сварки в соответствии с настоящим изобретением;
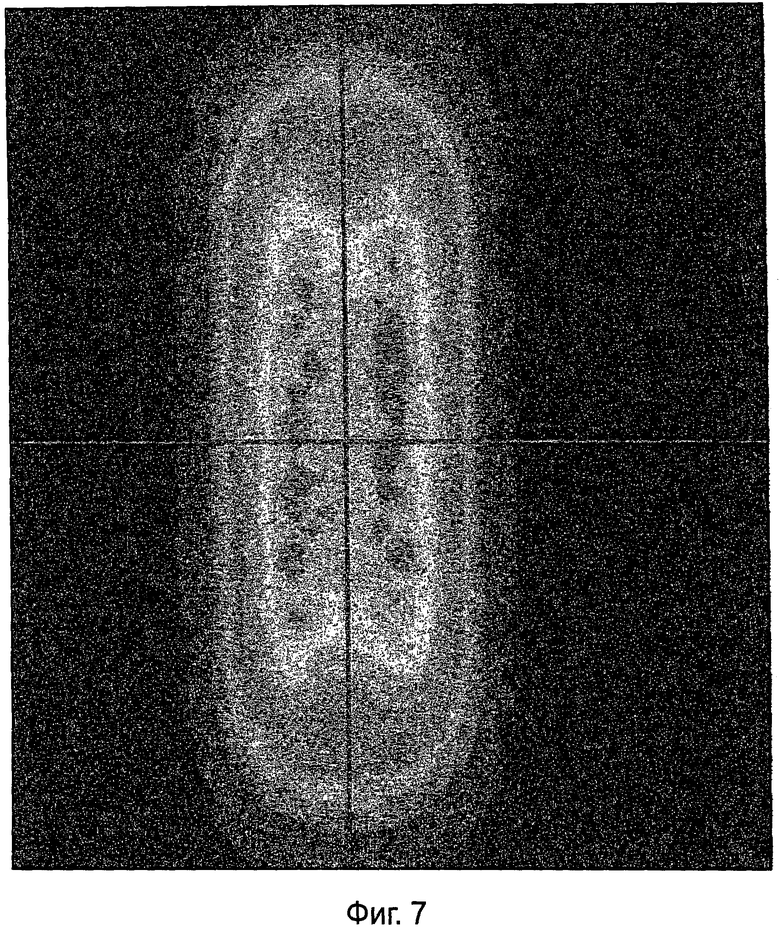
на фиг.7 показан профиль распределения мощности в лазерном луче после его прохождения через формирующую оптику, показанную на фиг.6;
на фиг.8 показан схематический вид формирующей оптики в соответствии с третьим воплощением системы для лазерной сварки в соответствии с настоящим изобретением; и
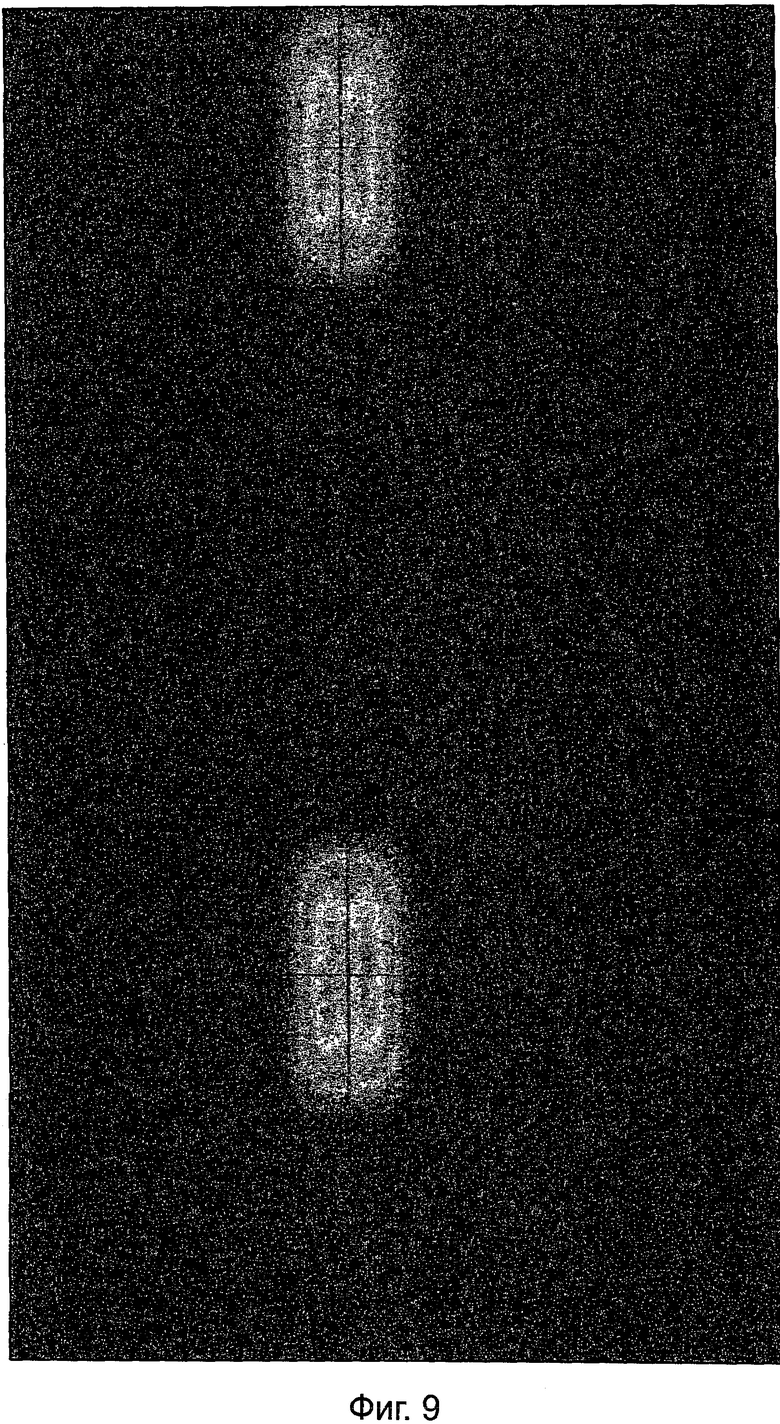
на фиг.9 показан профиль распределения мощности в лазерном луче после его прохождения через формирующую оптику, показанную на фиг.8.
На фиг.2 показан профиль распределения мощности в лазерном луче после его прохождения через формирующую оптику системы для лазерной сварки в соответствии с одним из воплощений настоящего изобретения. По сравнению с гауссовым распределением мощности, показанным на фиг.1, из фиг.2 видно, что в этом случае распределение мощности в лазерном луче является более гомогенным, поскольку она концентрируется не только в "горячей точке", расположенной в центре, но и распределена по большей площади.
Мощность центральной части лазерного луча, показанного на фиг.2, меньше, чем мощность соответствующей части лазерного луча, показанного на фиг.1. При этом, однако, мощность лазерного луча, показанного на фиг.2, в области на границе луча больше, чем мощность в соответствующей части лазерного луча, показанного на фиг.1. Таким образом, в соответствии с этим воплощением настоящего изобретения, распределение мощности лазерного луча, показанного на фиг.2, развернуто вдоль первого направления X, направленного перпендикулярно к оси сколлимированного лазерного луча.
Хотя на фиг.2 показано распределение мощности лазерного луча вдоль первого направления X, направленного перпендикулярно оси сколлимированного лазерного луча, настоящее изобретение не ограничено углом в 90° с осью сколлимированного лазерного луча: оптический элемент может использоваться для развертывания системы распределения мощности лазерного луча вдоль первого направления, ориентированного под любым нужным углом к оси сколлимированного лазерного луча. Для достижения этого оптический элемент может устанавливаться под нужным углом к оси сколлимированного лазерного луча, например, с помощью наклонения основной плоскости оптического элемента относительно оси сколлимированного лазерного луча.
Кроме того, в соответствии с предпочтительным воплощением настоящего изобретения, распределение мощности лазерного луча, показанное на фиг.2, развернуто вдоль второго направления Y, направленного перпендикулярно к оси сколлимированного лазерного луча и к первому направлению X.
Хотя на фиг.2 показано распределение мощности лазерного луча, развернутое вдоль первого направления Х и второго направления Y, первое направление Х и второе направление Y направлены перпендикулярно к оси сколлимированного лазерного луча и друг другу, и этот случай является предпочтительным воплощением настоящего изобретения. Это изобретение не ограничивается им; напротив, распределение мощности лазерного луча может быть развернуто вдоль второго направления, ориентированного под любым нужным углом к оси первого направления.
На фиг.3 показано другое воплощение настоящего изобретения, распределение мощности лазерного луча, развернутое исключительно вдоль направления X. Оно, однако, точно так же может быть развернуто и вдоль направления Y, как это показано на фиг.7. Настоящее изобретение не ограничено каким-либо конкретным углом, и распределение мощности лазерного луча может быть в действительности развернуто под любым нужным углом.
В соответствии с одним возможным воплощением настоящего изобретения, оптический элемент используется для развертывания системы распределения мощности лазерного луча по меньшей мере в две точки на подвергающемся сварке объекте, которые должны быть организованы в серии. Распределение мощности лазерного луча может быть также развернуто по меньшей мере вдоль одной линии на подвергающемся сварке объекте, как это, например, показано на фиг.3. Распределение мощности лазерного луча, однако, может быть также развернуто вдоль по меньшей мере двух линий на подвергающемся сварке объекте, которые должны быть организованы в серии.
Способ, по которому с использованием настоящего изобретения может быть создан гомогенный участок сварки подобного типа, будет описан ниже.
На фиг.4 показан схематический вид формирующей оптики в соответствии с первым возможным воплощением системы для лазерной сварки в соответствии с настоящим изобретением. Формирующая оптика включает в себя источник 1 лазерного луча, коллиматор 2, осуществляющий коллимацию лазерного луча, и фокусирующее устройство 3 (например, линзу), фокусирующее сколлимированный лазерный луч на подвергающемся сварке объекте 4.
Оптический элемент 5, позволяющий разворачивать распределение мощности лазерного луча вдоль по меньшей мере одного направления, ориентированного под углом к оси сколлимированного лазерного луча, устанавливается между коллиматором 2 и фокусирующим устройством 3.
В этом воплощении настоящего изобретения, показанном на фиг.4, оптический элемент 5 установлен таким образом, что его плоскость ориентирована, по сути, параллельно плоскости коллиматора 2 и фокусирующего устройства 3, однако оптический элемент 5 может быть наклонен так, что его плоскость будет располагаться под углом к плоскости коллиматора 2 и фокусирующего устройства 3. Таким образом, распределение мощности лазерного луча может быть развернуто вдоль направления, ориентированного под любым нужным углом к оси сколлимированного лазерного луча.
В соответствии с предпочтительным воплощением настоящего изобретения, оптический элемент 5 является системой микролинз.
Микролинзы используются в тех случаях, когда оптические системы и размеры необходимо уменьшить до размеров в несколько миллиметров, однако миниатюрные линзы также используются в системах для оптической передачи данных, например, для соединения волоконно-оптических устройств и в так называемой "плоской" оптике. В этом случае вместо одной большой линзы используют большое число маленьких линз, расположенных рядом друг с другом, что позволяет существенно снизить расстояние до создаваемого изображения. Таким образом, расстояние между оригиналом и изображением существенно сокращается, что позволяет сильно уменьшить толщину оптических устройств. Подобные плоские оптические системы в настоящее время используются в различных типах сканеров и копировальных аппаратов. Исходные документы сканируются с помощью микролинз, и полученные изображения переносятся на светочувствительный барабан.
В соответствии с другим предпочтительным воплощением настоящего изобретения, оптический элемент 5 является дифракционным оптическим элементом, а не системой микролинз.
Дифракционный оптический элемент - это поверхность, на которой создана специальная микроструктура, позволяющая получать практически любые нужные дифракционные эффекты. Специальные микроструктуры формируются способом литографического травления. Дифракционные оптические элементы используются для формирования лазерных лучей с помощью их дифракции на решетке или для их разложения на множество частичных лучей. Для их создания могут использоваться различные материалы, в том числе, например, ZnSe, ZnS и GaAs.
Оптический элемент 5, установленный между коллиматором 2 и фокусирующим устройством 3, позволяет развертывать распределение мощности сколлимированного лазерного луча вдоль первого направления, ориентированного под углом к оси сколлимированного лазерного луча. На фиг.5 показано развертывание системы распределения мощности лазерного луча перпендикулярно к оси сколлимированного луча вдоль первого направления Y.
Однако в соответствии с одним из возможных воплощений настоящего изобретения, распределение мощности лазерного луча может быть также развернуто вдоль первого направления и вдоль второго направления, ориентированного перпендикулярно к оси сколлимированного лазерного луча и к первому направлению. Распределение мощности лазерного луча может быть развернуто по меньшей мере в одну кубическую, прямоугольную, трапециевидную, овальную или круглую область на подвергающемся сварке объекте. Форма этих областей определяется выбором надлежащего оптического элемента.
На фиг.6 показан схематический вид формирующей оптики в соответствии со вторым возможным воплощением системы для лазерной сварки в соответствии с настоящим изобретением.
Формирующая оптика включает в себя источник 1 лазерного луча, коллиматор 2, осуществляющий коллимацию лазерного луча, и фокусирующее устройство 3 (например, линзу), фокусирующее сколлимированный лазерный луч на подвергающемся сварке объекте 4.
В этом воплощении настоящего изобретения оптический элемент 5 устанавливается между источником 1 лазерного луча и коллиматором 2. На фиг.7 показано развертывание системы распределения мощности лазерного луча вдоль первого направления Y, однако распределение мощности лазерного луча также может быть развернуто под любым нужным углом.
На фиг.8 показан схематический вид формирующей оптики в соответствии с третьим возможным воплощением системы для лазерной сварки в соответствии с настоящим изобретением.
Формирующая оптика включает в себя источник 1 лазерного луча, коллиматор 2, осуществляющий коллимацию лазерного луча, и фокусирующее устройство 3 (например, линзу), фокусирующее сколлимированный лазерный луч на подвергающемся сварке объекте 4.
В этом воплощении настоящего изобретения, как и в его втором воплощении, оптический элемент 5 устанавливается между источником 1 лазерного луча и коллиматором 2. Кроме того, между коллиматором 2 и фокусирующим устройством 3 устанавливается бифокальный элемент. На фиг.9 показано развертывание системы распределения мощности двух лазерных лучей, генерируемых бифокальным элементом, вдоль первого направления Y.
Настоящее изобретение позволяет создавать гомогенную область сварки, в которой распределение мощности лазерного луча развернуто вдоль направления, ориентированного под углом к оси сколлимированного лазерного луча. Это обеспечивает более благоприятные условия поступления энергии в случае неправильного позиционирования точки сварки. Настоящее изобретение особенно хорошо пригодно для линейной сварки при осуществлении штамповочных операций.
Изобретение относится к способу (варианты) и системе (варианты) для лазерной сварки и может быть использовано для соединения различных деталей друг с другом. Система содержит источник (1) лазерного луча, коллиматор (2) лазерного луча и фокусирующее устройство (3). Оптический элемент (5) расположен между коллиматором (2) и фокусирующим устройством (3) и предназначен для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча. В системе по первому варианту бифокальный элемент (6) расположен или между оптическим элементом (5) и коллиматором (2), или между оптическим элементом (5) и фокусирующим устройством (3). По второму варианту бифокальный элемент (6) расположен между коллиматором (2) и фокусирующим устройством (3). В результате обеспечивается гомогенность распределения мощности лазерного излучения в свариваемой области. 4 н. и 18 з.п. ф-лы, 9 ил.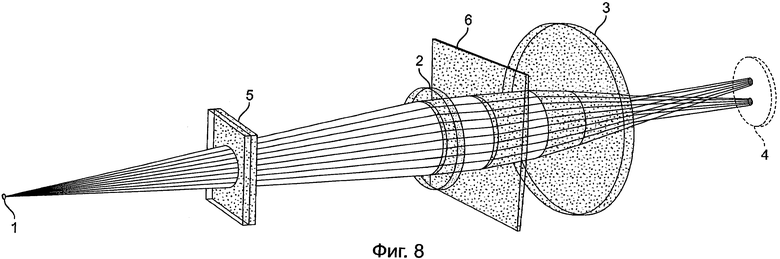
1. Система для лазерной сварки, включающая в себя:
источник (1) лазерного луча;
коллиматор (2) лазерного луча; и
фокусирующее устройство (3), предназначенное для фокусирования сколлимированного лазерного луча в одну точку на подвергающемся сварке объекте (4), в которой оптический элемент (5) расположен между коллиматором (2) и фокусирующим устройством (3) и предназначен для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча,
отличающаяся тем, что она снабжена бифокальным элементом (6), расположенным между оптическим элементом (5) и коллиматором (2) или между оптическим элементом (5) и фокусирующим устройством (3).
2. Система для лазерной сварки по п.1, в которой первое направление расположено перпендикулярно к оси сколлимированного лазерного луча.
3. Система для лазерной сварки по п.1, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча по меньшей мере в две точки на подвергающемся сварке объекте (4), которые, преимущественно, организованы в серии.
4. Система для лазерной сварки по п.1, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча вдоль по меньшей мере одной линии на подвергающемся сварке объекте (4).
5. Система для лазерной сварки по п.1, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча вдоль по меньшей мере двух линий на подвергающемся сварке объекте (4), которые, преимущественно организованы в серии.
6. Система для лазерной сварки по п.1, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча в первом направлении и во втором направлении, находящимся под углом к оси сколлимированного лазерного луча к первому направлению.
7. Система для лазерной сварки по п.6, в которой второе направление располагается, по существу, перпендикулярно к оси сколлимированного лазерного луча и к первому направлению.
8. Система для лазерной сварки по п.6, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча по меньшей мере в одну кубическую, прямоугольную, трапециевидную, овальную или круглую область на подвергающемся сварке объекте (4).
9. Система для лазерной сварки по п.6, в которой оптический элемент (5) является системой микролинз.
10. Система для лазерной сварки по п.6, в которой оптический элемент (5) является дифракционным оптическим элементом.
11. Система для лазерной сварки, включающая в себя:
источник (1) лазерного луча;
коллиматор(2) лазерного луча; и
фокусирующее устройство (3), предназначенное для фокусирования сколлимированного лазерного луча в одну точку на подвергающемся сварке объекте (4), в которой оптический элемент (5) расположен между источником (1) лазерного луча и коллиматором (2) и предназначен для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча,
отличающаяся тем, что она снабжена бифокальным элементом (6), расположенным между коллиматором (2) и фокусирующим устройством (3).
12. Система для лазерной сварки по п.11, в которой первое направление расположено перпендикулярно к оси сколлимированного лазерного луча.
13. Система для лазерной сварки по п.11, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча по меньшей мере в две точки на подвергающемся сварке объекте (4), которые преимущественно организованы в серии.
14. Система для лазерной сварки по п.11, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча вдоль по меньшей мере одной линии на подвергающемся сварке объекте (4).
15. Система для лазерной сварки по п.14, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча вдоль по меньшей мере двух линий на подвергающемся сварке объекте (4), которые преимущественно организованы в серии.
16. Система для лазерной сварки по п.11, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча в первом направлении и во втором направлении, находящемся под углом к оси сколлимированного лазерного луча и к первому направлению.
17. Система для лазерной сварки по п.16, в которой второе направление располагается, по существу, перпендикулярно к оси сколлимированного лазерного луча и к первому направлению.
18. Система для лазерной сварки по п.16, в которой оптический элемент (5) используется для развертывания системы распределения мощности лазерного луча по меньшей мере в одну кубическую, прямоугольную, трапециевидную, овальную или круглую область на подвергающемся сварке объекте (4).
19. Система для лазерной сварки по п.11, в которой оптический элемент (5) является системой микролинз.
20. Система для лазерной сварки по п.11, в которой оптический элемент (5) является дифракционным оптическим элементом.
21. Способ сварки с помощью лазерного луча, включающий в себя следующие этапы:
генерацию лазерного луча;
коллимацию лазерного луча с помощью коллиматора (2); и
фокусировку сколлимированного лазерного луча с помощью фокусирующего устройства (3) в одну точку на подвергающемся сварке объекте (4), в котором сколлимированный лазерный луч проходит через оптический элемент (5), расположенный между коллиматором (2) и фокусирующим устройством (3) для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча, отличающийся тем, что между оптическим элементом (5) и коллиматором (2) или между оптическим элементом (5) и фокусирующим устройством (3) размещают бифокальный элемент (6).
22. Способ сварки с помощью лазерного луча, включающий в себя следующие этапы:
генерацию лазерного луча;
коллимацию лазерного луча с помощью коллиматора (2); и
фокусировку сколлимированного лазерного луча с помощью фокусирующего устройства (3) в одну точку на подвергающемся сварке объекте (4), в котором сгенерированный лазерный луч проходит через оптический элемент (5), расположенный между источником (1) лазерного луча и коллиматором (2), для развертывания системы распределения мощности лазерного луча в первом направлении, находящемся под углом к оси сколлимированного лазерного луча,
отличающийся тем, что между коллиматором (2) и фокусирующим устройством (3) размещают бифокальный элемент (6).
| US 2008180788 A1, 31.07.2008 | |||
| РУЧНАЯ ПИТАЕМАЯ ПОРОШКОМ ГОРЕЛКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2003 |
|
RU2317183C2 |
| УСТРОЙСТВО КОГЕРЕНТНОЙ ОПТИЧЕСКОЙ ФИЛЬТРАЦИИ | 0 |
|
SU295165A1 |
| US 5864430 A, 26.01.1999 | |||
| US 2008057718 A1, 06.0.32008 | |||
| DE 102007018400 A1, 30.10.2008 | |||

