Изобретение относится к процессу и машинам непрерывной разливки металла, в частности к системе контроля и прогнозирования качества непрерывнолитых заготовок.
Система работает следующим образом. В зависимости от марки разливаемой стали, ее химического состава, температуры и в зависимости от размеров заготовки задается некоторая "эталонная" технология разливки, предполагающая, что если она не будет нарушаться, то на выходе машины будут заготовки необходимого качества. "Эталонная" технология включает в себя все доступные для контроля параметры процесса.
Во время разливки система контролирует этот технологический процесс, фиксируя отклонения от "эталона". В зависимости от количества отклонений, их типов и величин делается прогноз относительно качества выходной заготовки. Заготовка может быть заведомо определена как "годная" и сразу отправлена на горячую прокатку. В этом случае экономится время на охлаждение, осмотр и последующий нагрев, экономится и тепловая энергия.
Если заготовка не может быть заведомо определена как "годная", то в зависимости от предполагаемых дефектов она может быть отправлена на другой заказ ("переназначение") или же "осмотр" с испытательной, точечной или полной огневой зачисткой. Такая классификация также позволяет экономить трудовые и энергоресурсы.
В общем виде такая система описана в сборнике "Металлургическое производство и технология металлургических процессов" (МРТ" за 1993 г., с.38 "Интегрированные системы контроля для МНЛЗ и их компонентов", автор Клеменс Миллер.
Имеется и более ранняя публикация о подобной системе: МРТ 1988 г., с.62 "Технология изготовления и контроль качества заготовок, изготовленных из стали специальных марок методом непрерывной разливки металла". Авторы: Карл-Йозеф, Карл-Хейнц Хеймен и др.
Подобные системы разрабатывались и в России: журнал "Сталь" 1990, 2 с. 27-30. "Управление качеством непрерывнолитых заготовок", авторы: В.И. Лебедев, В.С. Карцев и др.
В общем виде такая система описана также в патенте Японии JP 7284829 A: METHOD FOR JUDGING SLAB QUALITY IN SYNCHRONIZED OPERATION OF CONTINUOUS CASTING WITH HOT ROLLING PROCESS. IPC CLASS: B 21 В 037/00.
Issued/Filed Dates: oct. 31. 1995 / april 19. 1994 Application Number: JP 1994000080429.
Наиболее близкой по технической сущности и по количеству признаков, сходных с существенными признаками заявленного изобретения, является система, описанная в журнале "Черные металлы" (ЧМ) 1995, апрель, с.22-28. Статья: "Автоматизированное управление качеством непрерывных слябов для горячего посада. Авторы: Т. Фастнер, Х. Прайсль, Н. Хюбнер и др. Об этой системе имеются также публикации в журнале МРТ за 1993, с.50-53 "Система контроля качества на сортовой МНЛЗ 3 фирмы Слейтер", авторы: Верн Сето, Норберт Хюднер и другие. Есть о ней информации и в журнале МРТ за 1996, с.72 "Автоматизация комбинированной слябовой и блюмовой МНЛЗ для Нижнего Тагила", авторы: Б. Раутер, П. Шрак и другие.
Эта система предназначена для прогнозирования качества заготовки, отливаемой на МНЛЗ. В зависимости от химического состава металла, его температуры и размеров заготовки система формирует некоторую эталонную технологию. Далее система контролирует процесс разливки: многие сигналы поступают в систему с локальных систем автоматики. Некоторые сигналы выдаются вручную (например, связанные с состоянием и положением защитной трубы). Система "привязывает" нарушение технологии к конкретному участку слитка и прослеживает этот участок до машины газовой резки. Подсистема оптимального раскроя учитывает эту информацию и разрезает непрерывный слиток на отдельные заготовки. Если никаких замечаний по нарушению технологии у заготовки нет, то заготовка признается годной, в противном случае - отправляется на осмотр.
Система может ошибаться. Наиболее существенная причина ошибок системы обусловлена тем, что включенным в прогнозируемую модель параметрам присвоено недостаточно точное числовое или функциональное значение. По мере работы системы и коррекции ее ошибок, производится уточнение числовых (или функциональных) значений параметров. В данной системе уточнение производилось постепенными итерациями и переход системы к достаточной точности прогноза занял несколько лет.
Предлагаемый способ позволяет ускорить процесс вывода системы на более высокую точность прогнозирования.
Поставленная задача достигается тем, что при прогнозировании качества заготовки, отлитой на машине непрерывной разливки металла, содержащей роликовый аппарат, формируют эталонную технологию процесса непрерывной разливки в виде соответствующих коэффициентов, уставок, функциональных зависимостей исходя из химического состава и температуры металла, размеров заготовки и номера плавки в серии, контролируют и регистрируют отклонения от эталонной технологии, прогнозируют качество отлитой заготовки в зависимости от количества отклонений, их типов и величин, при этом выявляют ошибки прогноза, разделяют их на два вида и уменьшают эти ошибки, изменяя коэффициенты, уставки и функциональные зависимости таким образом, чтобы ошибка прогноза первого вида становилась ошибкой прогноза второго вида, а ошибка прогноза второго вида становилась ошибкой прогноза первого вида, далее определяют процент ошибок до изменения и после изменения, а затем по их соотношению с учетом характера функциональной зависимости между типом фактического и предполагаемого дефекта заготовки и измененными коэффициентами, уставками или зависимостями, корректируют эти коэффициенты, уставки или зависимости исходя из соотношения:
где ΔXi - величина коррекции соответствующего i-го коэффициента, i-й уставки или функциональной зависимости;
М - степень влияния параметра Xi на конкретный тип дефекта;
РВ - процент ошибок до изменения коэффициентов, уставок или зависимостей;
PA - процент ошибок после изменения коэффициентов, уставок или зависимостей;
F(xi) - функционал, увязывающий параметр Xi и его влияние на конкретный тип дефекта.
Кроме этого, контролируют время простоя машины между окончанием предыдущей серии плавок и началом новой и учитывают эту информацию и номер плавки в серии при контроле прохождения слитком всей длины роликового аппарата.
Технический результат применения предлагаемого способа состоит в уменьшении времени выхода системы на более высокую точность прогноза, что приводит к уменьшению энерго- и трудозатрат, повышению производительности, снижению себестоимости при производстве заготовок на машинах непрерывной разливки.
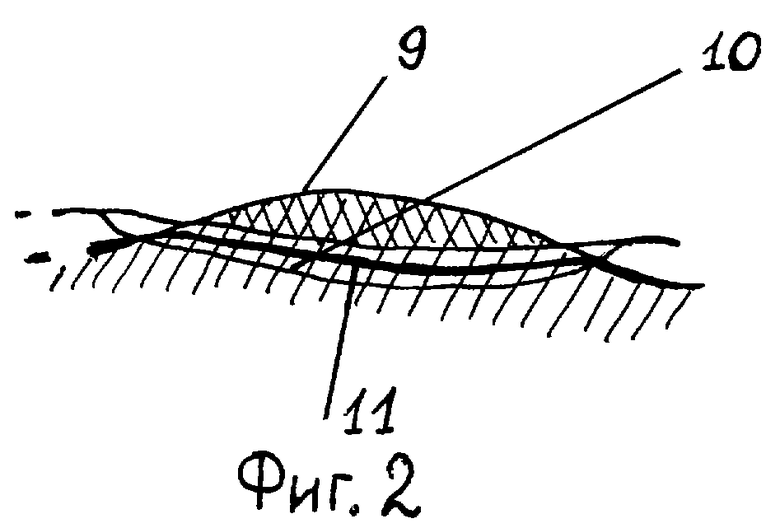
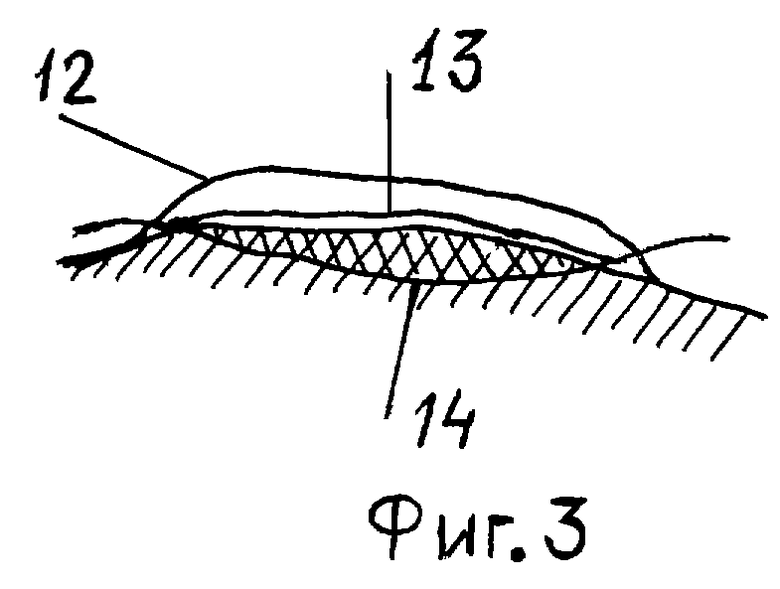
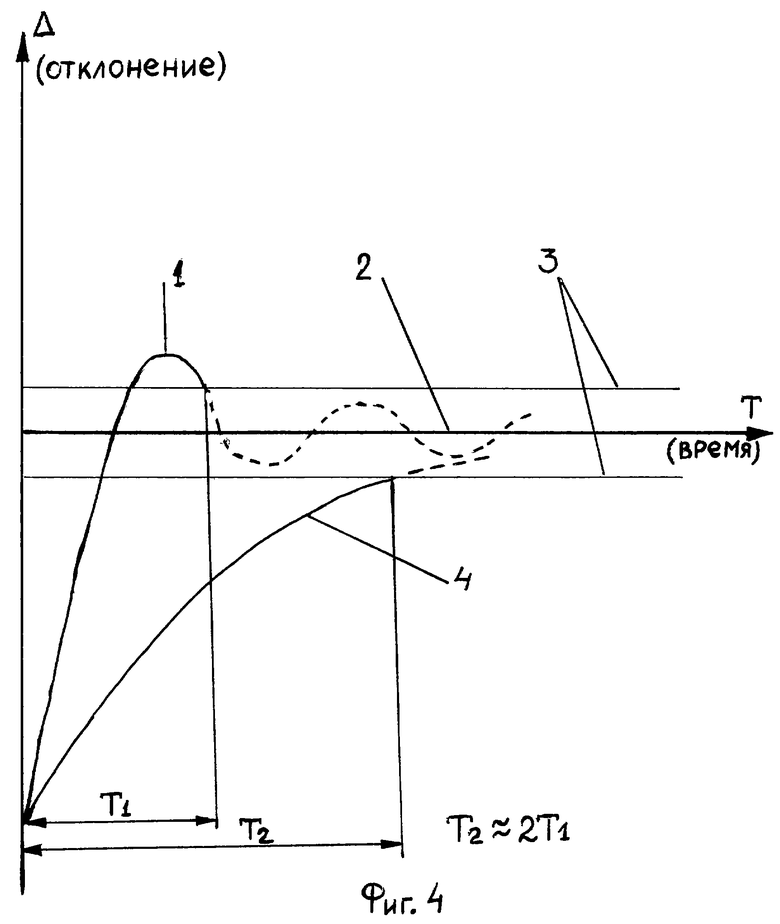
На фиг.1 приведена условная графическая интерпретация множеств "годные", "осмотр" и ошибок прогноза. На фиг.2 приведена условная графическая интерпретация манипуляций, необходимых для коррекции ошибок отправки на осмотр годных заготовок. На фиг.3 приведена условная графическая интерпретация манипуляций, необходимых для коррекции ошибок, заключающихся в пропуске дефектов заготовок. На фиг.4 приводится графическая иллюстрация, помогающая объяснить суть предлагаемого способа.
Для пояснения сути способа рассмотрим изображение, приведенное на фиг.1. Здесь условно (даже очень и очень условно) показаны два множества заготовок, разделенных по признакам: "годные" - "осмотр". Условность в первую очередь обусловлена тем, что реально эти множества многомерные (зависят от большого числа факторов), а изображены они как двумерные (такой рисунок более простой). Кроме этого, масштаб и конфигурация изображения также условные. Пояснения к фиг.1 следующие:
1 - некая произвольная выборка из множества годных заготовок,
2 - множество годных заготовок,
3 - выборка заготовок, характеризующихся пропуском дефекта,
4 - некая произвольная выборка годных заготовок, сопряженная с выборкой, обозначенной 5,
5 - некая произвольная выборка заготовок из множества "осмотр",
6 - множество заготовок "осмотр",
7 - выборка заготовок, характеризующихся тем, что отправили на "осмотр" годные заготовки,
8 - некая произвольная (сопряженная с выборкой 1) выборка заготовок из множества "осмотр".
Выборки 1 и 8 относятся к разным множествам и система разделяет их абсолютно уверенно. Выборки 4 и 5 система разделяет, но возможна вероятность ошибки.
И наконец, система не сумела разделить выборки, попавшие в области, заштрихованные ромбиками 7, 3, и совершила ошибки. Задача состоит в том, чтобы в районе областей ошибок правильно провести границу раздела. Для случая, когда отправили на "осмотр" годные, граница должна пройти так, как показано на фиг.2. Обозначения на фиг.2 следующие:
9 - имеющееся неправильное положение границы раздела,
10 - положение искусственно созданной границы (считаем годными даже те заготовки, которые могут иметь дефекты),
11 - правильное (необходимое) положение границы раздела.
Для второго случая (пропуск дефекта) граница должна пройти так, как показано на фиг.3. Обозначения на фиг.3 следующее:
12 - положение искусственно созданной границы (возможность отправки на осмотр даже тех заготовок, которые ранее признавались годными),
13 - правильное (необходимое) положение границы раздела,
14 - имеющееся неправильное положение границы раздела.
В первом случае надо опустить верхнюю линию хотя бы чуть ниже нижней. Во втором случае надо поднять нижнюю линию хотя бы чуть выше верхней. На чертеже сделать такую операцию не представляет никакого труда, но следует помнить, что это очень условный рисунок, приведенный только лишь для пояснения сути предлагаемого способа. Реальная ситуация будет "выглядеть" несоизмеримо сложнее. Слово выглядеть взято в кавычки потому, что непонятно как изображается n-мерное пространстве.
Корректировать положение границы можно, плавно передвигая ее из существующего положения в необходимое. Плавное передвижение обеспечивается небольшими изменениями соответствующих коэффициентов, порогов (уставок), функциональных зависимостей.
Можно предложить более быстрый способ выхода системы на повышенную точность. Для этого изменяем соответствующие коэффициенты, пороги (уставки), функциональные зависимости так, чтобы в районах выборок, где система совершила ошибки, поменять вид ошибок.
Т. е. чтобы ошибки первого вида стали ошибками второго вида, и наоборот, чтобы ошибки второго вида стали ошибками первого. Проделать такую трансформацию не просто (требуется, естественно, анализ и осмысление причин ошибок и привязка к ним конкретных условных параметров и погрешностей их измерения), но вполне возможно. (Действительно, можно так "загрубить" систему, что она будет признавать все заготовки годными; но, с другой стороны, можно так "ужесточить" систему, что она будет все заготовки отправлять на осмотр). После такого изменения произойдет изменение положения границ множеств в районе ошибочно определенных выборок. Для ошибки первого вида новая граница множества "годные" заметно уйдет туда, где должен быть "осмотр" (фиг. 2). Для ошибки второго вида граница множества "осмотр" заметно сдвинется туда, где должны быть "годные" (фиг.3).
Для того чтобы продолжить дальнейшие пояснения, приведем два примера, которые, как нам кажется, помогут прояснить суть предлагаемого способа. Первый пример из артиллерии. Известна цель и ее приблизительное расстояние от пушки. Устанавливаем прицел и делаем выстрел. Смотрим результат. Допустим "недолет" на столько-то метров. Корректируем прицел так, чтобы было не меньше чем "недолет", и делаем второй выстрел. Если угадали, то цель поражена. Но обычный результат "перелет" на столько-то метров. По результатам этих двух выстрелов можно довольно неплохо скорректировать прицел и третий выстрел будет точным. (Артиллеристы говорят: "взять в вилку").
Второй пример из систем автоматического управления, в частности из систем позиционирования массивных деталей. Возьмем конкретно участок раскроя на блюминге, где обжатую до нужных размеров заготовку разрезают на мерные длины. Вес такой заготовки - десятки тонн. Мерные длины: 1,5...6,0 м; в зависимости от длины погрешность реза должна быть +(2...3) см. Мерную длину измеряют, определяя положение переднего конца заготовки относительно линии реза поперечных ножниц. Для того чтобы отмерить необходимую заготовку, можно плавно подвести ее передний конец в нужное место. Однако гораздо (примерно, в 2 раза) быстрей получается выставление необходимой длины следующим образом. На хорошей скорости заготовка разгоняется. При достижении ею определенного положения она тормозится, при этом передний конец немного пересекает линию своего требуемого положения. А затем обратным ходом заготовки передний конец выставляется в нужное (с заданной погрешностью) положение. Этот пример графически иллюстрируется на фиг.4. Обозначения на этом графике следующие:
1 - кривая, характеризующая подвод с "перерегулированием",
2 - линия точного положения,
3 - линии допусков на отклонение от точного положения (верхняя "переехали"; нижняя - "недоехали"),
4 - кривая, характеризующая плавный подвод к требуемому положению.
Естественно, что уменьшение времени, затачиваемого на рез каждой заготовки, увеличивает производительность участка раскроя и уменьшает энергозатраты на позиционирование.
С учетом этих двух примеров поясним суть предлагаемого способа. У нас была ошибка первого вида ("недолет"); скорректировали систему (поменяли прицел), получили ошибку второго вида ("перелет"); зная величины "недолета" и "перелета", а также величину коррекции, можно так выставить прицел (коэффициенты, установки (пороги), функциональные зависимости), что будем бить где-то рядом с целью (т.е. ошибки непопадания будут минимизироваться). Эти действия иллюстрируются на фиг.2 и 3. Было известно неправильное положение границы. Искусственно создаем новую "неправильную" границу. Зная положение неправильных границ (реально это математически какие-то гиперплоскости) и зная, что правильная граница проходит где-то между неправильными, можно определить (с какой-то погрешностью) положение этой правильной границы.
Пример с регулятором положения (фиг.4) приведен для того, чтобы показать, что в инерционных системах (а систему прогнозирования качества можно условно считать таковой, т.к. она зависит от большого числа факторов) можно существенно поднять быстродействие, если допустить "перерегулирование". Замену ошибки одного вида на ошибку другого по своему смыслу можно считать перерегулированием. Графически это видно из фиг.2 и 3, где искусственно создаваемая граница "перескакивает" необходимое положение.
И в заключение пояснения необходимо отметить, что заявитель знает и осознает, что цена риска пропуска брака выше, чем цена риска осмотра годной. Кроме того, понятно, что первая коррекция коэффициентов, порогов (уставок), функций может сразу не дать необходимого результата и придется делать вторую, третью (и "энную") коррекцию, но каждая такая коррекция будет повышать точность системы прогнозирования. Графически (опять же очень условно) это можно изобразить так, как показано на фиг.4 пунктирной линией у кривой с "перерегулированием". (С постоянно уменьшающейся амплитудой колеблемся около точного положения, время изменения знака колебания в нашем случае - месяцы или даже годы).
Относительно п. 2 предлагаемой формулы даем следующие пояснения. Опыт эксплуатации MHЛЗ показал, что первые плавки в серии дают, как правило, наибольшее количество слябов, требующих проверки.
Объяснение этого явления тем, что "идет приработка", дает ему только название, но не проясняет его сути. Некоторые исследования, проведенные с целью его прояснения, позволили сделать вывод о том, что главная причина заключается в том, что первые плавки разливаются на холодной машине. (Специально перед разливкой машину не греют). Последующие же плавки проходят через машину, нагретую предыдущими плавками, т.е. разливаются не на холодной машине. Другими словами, режимы охлаждения первых плавок заметно отличаются от режимов охлаждения последующих плавок, поскольку кроме контролируемых охлаждающих воды и воздуха есть еще "неконтролируемые" холодные ролики роликового аппарата. Возможное решение этой задачи: поставить вдоль роликового аппарата несколько измерителей температуры поверхности заготовки и, разработав соответствующую математическую модель и заведя обратные связи, регулировать охлаждение таким образом, чтобы иметь на выходе машины заготовку требуемого качества.
Однако возможно решение этой проблемы в рамках системы прогнозирования качества. Разрабатываем приближенную математическую модель, учитывающую время между окончанием предыдущей серии плавок и началом новой. Т.е. контролируем остывание машины. Никаких дополнительных датчиков и таймеров в этом случае не надо, так как необходимые сигналы в системе уже есть. Далее, учитывая это время, номер плавки в серии и разработанную мат. модель, формируем "эталонную" технологию для разливки первых плавок, включающую соответствующие инструкции разливщику. Контролируем эту эталонную технологию c помощью имеющихся средств системы прогнозирования и по результатам реальных данных о прогнозах корректируем предложенным способом коэффициенты, уставки или зависимости разработанной математической модели.
Такое решение не требует установки измерителей температуры (не надо разрабатывать узлов их встройки и защиты от перегрева, не надо дополнительных кабельных трасс, не надо дополнительных входов на контроллерах, не надо тратить деньги и время на все это, в том числе и на покупку дорогостоящих измерителей температуры).
"Минусом" предлагаемого решения можно считать несколько большие затраты времени на доведение его до необходимых требований. Однако с учетом вышеперечисленных затрат и эксплуатационных расходов, а также и того, что в любом случае требуется время на доводку системы, предлагаемый способ получается более экономичным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комплексного анализа параметров машины непрерывного литья заготовок | 2023 |
|
RU2825196C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| Способ определения источников аномалии в кибер-физической системе | 2020 |
|
RU2749252C1 |
| Система и способ определения источника аномалии в кибер-физической системе, обладающей определенными характеристиками | 2018 |
|
RU2724075C1 |
| Система и способ формирования данных для мониторинга кибер-физической системы с целью раннего определения аномалий в системе графического интерфейса пользователя | 2018 |
|
RU2724716C1 |
| СПОСОБ ПРОИЗВОДСТВА БОРСОДЕРЖАЩЕЙ СТАЛИ | 2011 |
|
RU2477324C1 |
| Способ интеллектуального управления нагрузкой в изолированных энергосистемах в аварийных режимах и устройство для его осуществления | 2022 |
|
RU2812195C1 |
| СПОСОБ И СИСТЕМА АВТОМАТИЗИРОВАННОЙ ПРЕДИКТИВНОЙ ДИАГНОСТИКИ ОБЪЕКТОВ | 2023 |
|
RU2822087C1 |
| Способ анализа отклонений в работе установки электроприводного центробежного насоса | 2021 |
|
RU2777927C1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2320984C1 |
Способ прогнозирования качества заготовки, отлитой на машине непрерывной разливки металла, содержащей роликовый аппарат, включает формирование эталонной технологии процесса непрерывной разливки в виде соответствующих коэффициентов, уставок, функциональных зависимостей исходя из химического состава и температуры металла, размеров заготовки и номера плавки в серии. Способ также включает контроль и регистрацию отклонений от эталонной технологии, прогнозирование качества отлитой заготовки в зависимости от количества отклонении, их типов и величин. Выявляют ошибки прогноза, разделяют их на два вида и уменьшают эти ошибки. При этом изменяют коэффициенты, уставки и функциональные зависимости таким образом, что ошибка прогноза первого вида становится ошибкой прогноза второго вида, а ошибка прогноза второго вида становится ошибкой прогноза первого вида. Определяют процент ошибок до изменения и после изменения. Затем по их соотношению с учетом характера функциональной зависимости между типом фактического и предполагаемого дефекта заготовки и измененными коэффициентами, уставками или зависимостями корректируют эти коэффициенты, уставки или зависимости исходя из соотношения: ΔXi = M•(PB/PA)•F(xi), где ΔXi - величина коррекции соответствующего i-го коэффициента, i-й уставки или функциональной зависимости; М - степень влияния параметра Хi на конкретный тип дефекта; РВ - процент ошибок до изменения коэффициентов, уставок или зависимостей; РА - процент ошибок после изменения коэффициентов, уставок или зависимостей; F(хi) - функционал, увязывающий параметр Хi и его влияние на конкретный тип дефекта. Изобретение позволяет уменьшить энерго- и трудозатраты, производительность, снизить себестоимость при производстве заготовок на машинах непрерывной заливки. 1 з.п. ф-лы, 4 ил.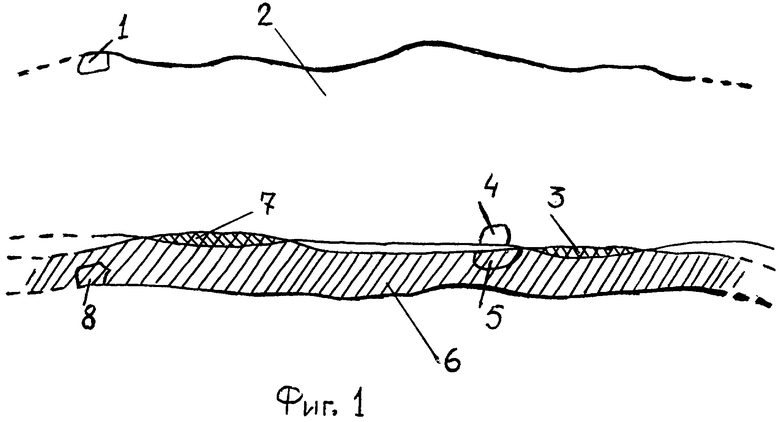
где Хi – величина коррекции соответствующего i-го коэффициента, i-й уставки или функциональной зависимости;
М – степень влияния параметра Хi на конкретный тип дефекта;
РВ – процент ошибок до изменения коэффициентов, уставок или зависимостей;
РА – процент ошибок после изменения коэффициентов, уставок или зависимостей;
F(xi) - функционал, увязывающий параметр Хi и его влияние на конкретный тип дефекта.
| ФАСТНЕР Т | |||
| и др | |||
| Автоматизированное управление качеством непрерывнолитых слябов для горячего посада | |||
| Черные металлы | |||
| Металлургия | |||
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| Способ автоматического определения в процессе разливки дефекта поверхности в виде пояса на непрерывно-литом слитке | 1987 |
|
SU1503989A1 |
| SU 1453729 A1, 27.05.1999 | |||
| US 4162699 A, 31.07.1979. | |||

