Изобретение относится к металлургии, а именно к автоматизации машин непрерывного литья заготовок.
Целью изобретения является повышение надежности.
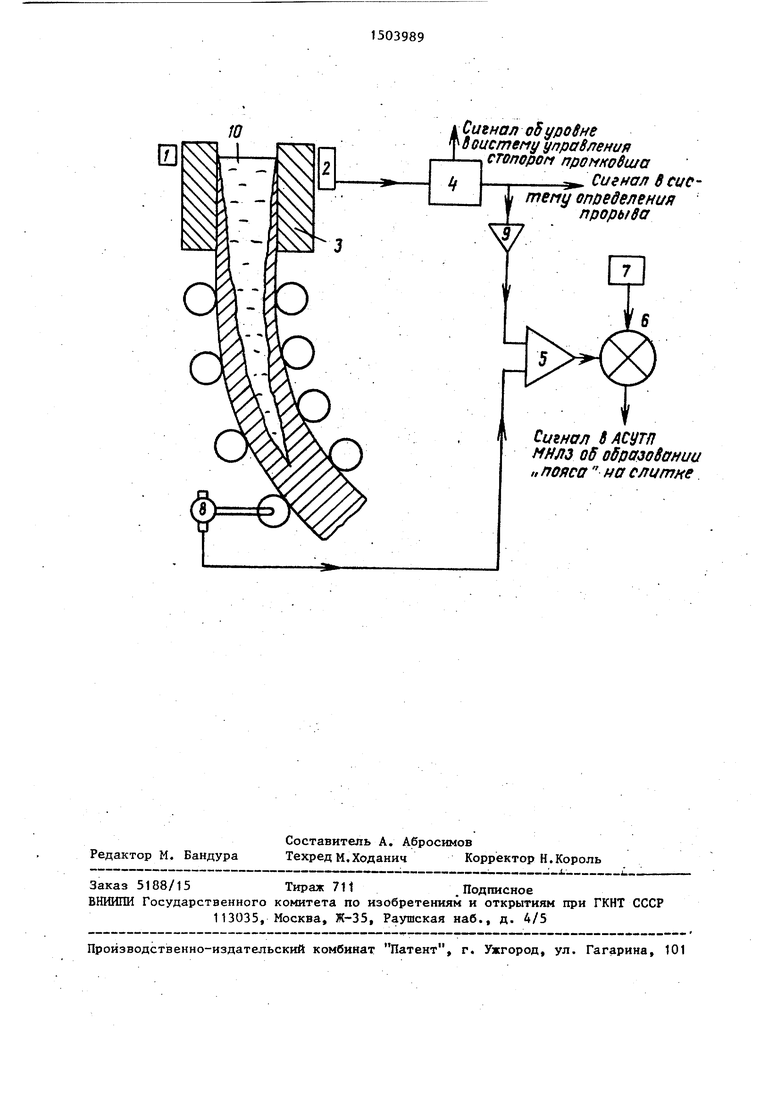
На чертеже представлена функциональная схема устройства, предназна- чейного для осуществления способа.
Схема содержит уровнемер жидкого металла в кристаллизаторе,состоящий из источника 1 радиоактивного излучения и блока 2 счетчиков, смонтированных на кристаллизаторе 3, блок 4 вторичной аппаратуры системы измерения, сумматор 5, блок 6 сравнения, зада.тчик 7 величин граничных знача-. НИИ параметра, тахогенератор 8 (датчик скорости вытягивания) и инвертор 9.
В процессе разливки на машине непрерывного литья сигнал с блока 2 счетчиков поступает в блок 4 втор ич- ной аппаратуры, где вьщеляются сигналы о положении уррвня металла 10 в кристаллизаторе 3 и о скорости изменения- этого уровня. Эти сигналы на существующих МНЛЗ передаются соответственно в систему управления стопором промковша (для автоматического поддержания уровня металла в кристаллизаторе) и в систему определения прорьша металла. Сигнал о скорости изменения уровня металла подается, кроме того, на вход суммаЮаЬ.
сл
о
СА9 ;О
сх со
31503989
тора 5 через инвертор 9 (для смены знака сигнала на противоположньй) .
На второй вход сумматора 5 поступает сигнал о скорости вытягивания слитка.с тахогенератора 8. Таким образом в сумматоре 5 производится выделение величины превышения скорости вытягивания над скоростью падения уровня, т.е. Vg+(-Vyp).. Этот сиг- д нал подается в блок б сравнения. Величины граничных значений параметра задаются задатчиком 7. С блока 6 сравнения сигнал о том превышает ли в данный момент времени значение па- -15 раметра величину 0,1 м/мин (т.е. пояс не образуется) или его значение находится в интервале от О до 0,1 м/мин (т.е. идет образование дефекта поверхности - пояса) передается 20 в АСУ ТП МНЛЗ для организации рационального -раскроя непрерьшного слитка на слябы.
Способ реализован следующим образом. 25
На МНЛЗ разливают углеродистую сталь в слитки сечением 0,25 х X 1,65 м со скоростью 1,0 м/мин, уровень металла в кристаллизаторе практически стабилизировался на О, 1+ 30 ± О,004 м ниже верхнего края медной стенки кристаллизатора, скорос.ть изменения уровня металла в кристаллизаторе в процессе разливки колеблется в интервале +0,003 м/мин. Процесс идет стабильно, разность скоростей вытягивания слитка и падения уровня металла в кристаллизаторе Vg- Vyp 1,0 - (+ 0,003) 0,1. При приближении времени плановой замены разли- .Q ночного стакана скорость вытягивания слитка постепенно уменьшают до величины 0,2 м/мин, точность поддержания уровня металла в кристаллизаторе находится на том же уровне 0,Н +0,004 м и ,003 м/мин. Качество поверхности отливаемого слитка находится в допустимых пределах.
V g- V,,p 0,2 - (+0,003)
О, 1 м/мин.
Начинается смена разливочного стакана. Струя жидкого металла из пром- ковша перекрывается, скорость вытягивания слитка остается прежней V . - гг 0,2 м/мин, скорость падения уровня металла в кристаллизаторе при этом становится равной V jp .Vg
0,2 м/мин, разность Vvp О,
35
45
д 5 0
5
0 .Q
г
5
5
т.6;. меньше 0,1 м/мин, система автоматики фиксирует начало образования дефекта.поверхности на отливаемом слитке. Через 40 с стакан заменен и подача металла в кристаллизатор возобновляется, уровень металла за это время понизился на 0,13 м от первоначального, это не ниже минимально допустимого значения,.равного 0,26 м от верха медной стенки. Уровень металла в кристаллизаторе при данном расходе подаваемого в кри- ст;1ллизатор металла продолжает падать со скоростью VVP 0,15 м/мин. Разность VB- V,,p 0,2-0,15 0,05 м/мин г0,1 м/мин, система фик- продолжение образования дефектного участка.
Увеличиваем расход подаваемого в кристаллизатор металла. Уровень начинает повышаться со скоростью V,p 0,05 м/мин. Разность Vg - - V,, 0,2 - (-0,05) 0,25 м/мин 0,1 м/мин, система фиксирует окончание дефектного участка на отливаемом слитке. ;
Способ автоматического определения в процессе разливки дефекта поверхности непрерывно-литого слитка, вызванного перерывом в подаче металла в кристаллизатор, позволяет повысить выход годного метгшла за счет точного определения дефектного участка заготовки в виде пояса, возникающего при перерывах в подаче металла в кристаллизатор.
Формула изобретения
Способ автоматического определения в процессе разливки дефекта поверхности в виде пояса на непрерывно- литом слитке, включаюпота измерение скорости вытягивания слитка, отличающийся тем, что, с целью повьшения надежности, сравнивают скорость вытягивания слитка и скорость изменения уровня металла в кристаллизаторе и в интервале скоростей при скорости вытягивания слитка, равной скорости изменения уровня, до скорости вытягивания слитка, большей скорости изменения уровня на величину 0,1 м/мин, определяют начало образования пояса, а в дальнейшем при превьш1ении скоростью вытягив&ния слитка скорости изменения уровня на величину, большую 0,1 м/мин, определяют конец образования пояса.
Сигнал o5t/ffo$He о оистему управлений стопороп пронкобша
- Сигнал $ сие тепу опоеделения прорыва
Сигнал 6АСУТП мнлз об оВразобамии н пойса на слитое
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2494833C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2492021C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ (ВАРИАНТЫ) | 2022 |
|
RU2798500C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ (ВАРИАНТЫ) | 2022 |
|
RU2798475C1 |
| Способ автоматического управления раскроем слитка на машине непрерывного литья заготовок | 1989 |
|
SU1603625A1 |
Изобретение относится к металлургии, конкретнее к автоматизации машин непрерывного литья заготовок. Цель - повышение выхода годного металла за счет точного определения дефектного участка заготовки в виде пояса. Существо изобретения заключается в том, что в процессе непрерывной разливки металла постоянно сравнивают скорость вытягивания слитка из кристаллизатора и скорость изменения уровня металла в кристаллизаторе и в момент когда скорость вытягивания будет превышать скорость падения уровня металла на величину 0-0,1 м/мин фиксируют начало дефектного участка, когда эта величина больше 0,1 м/мин фиксируют конец дефектного участка. 1 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР К 1453729, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
