Текст описания в факсимильном виде (см. графическую часть).
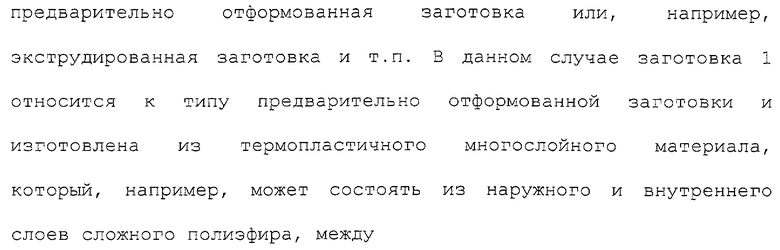
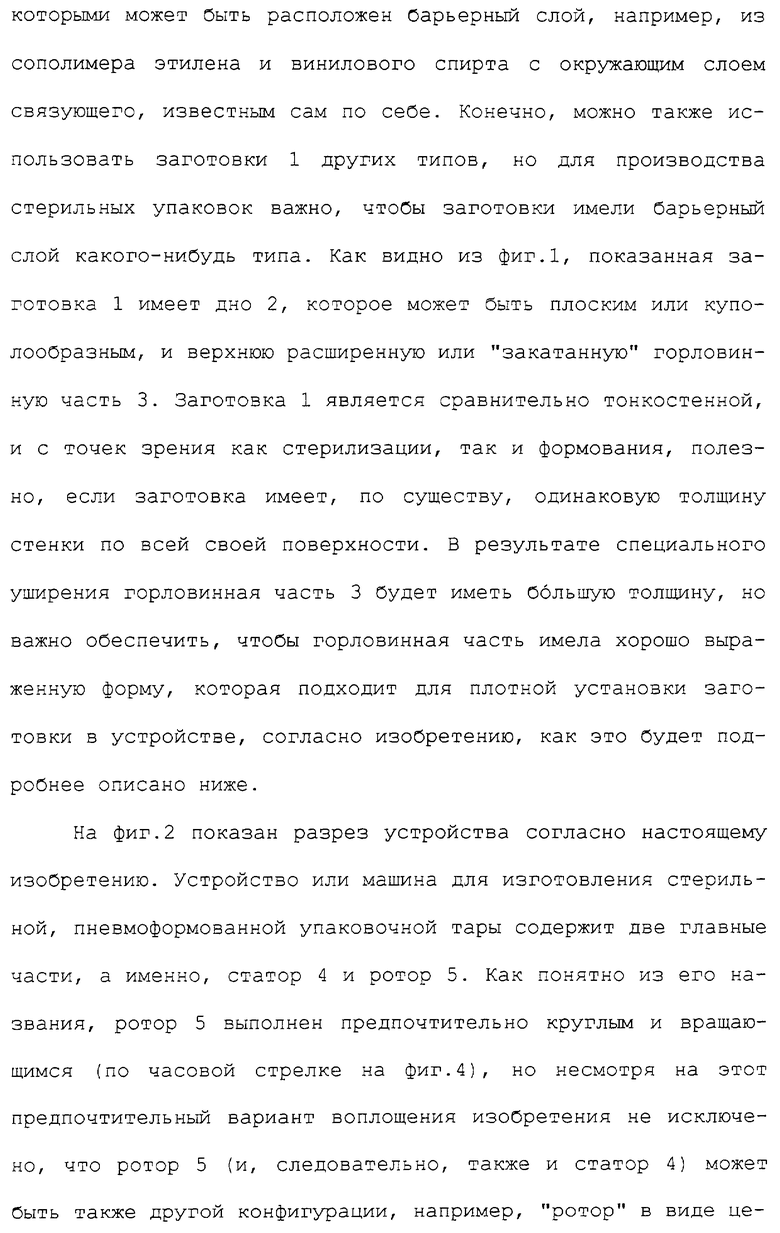
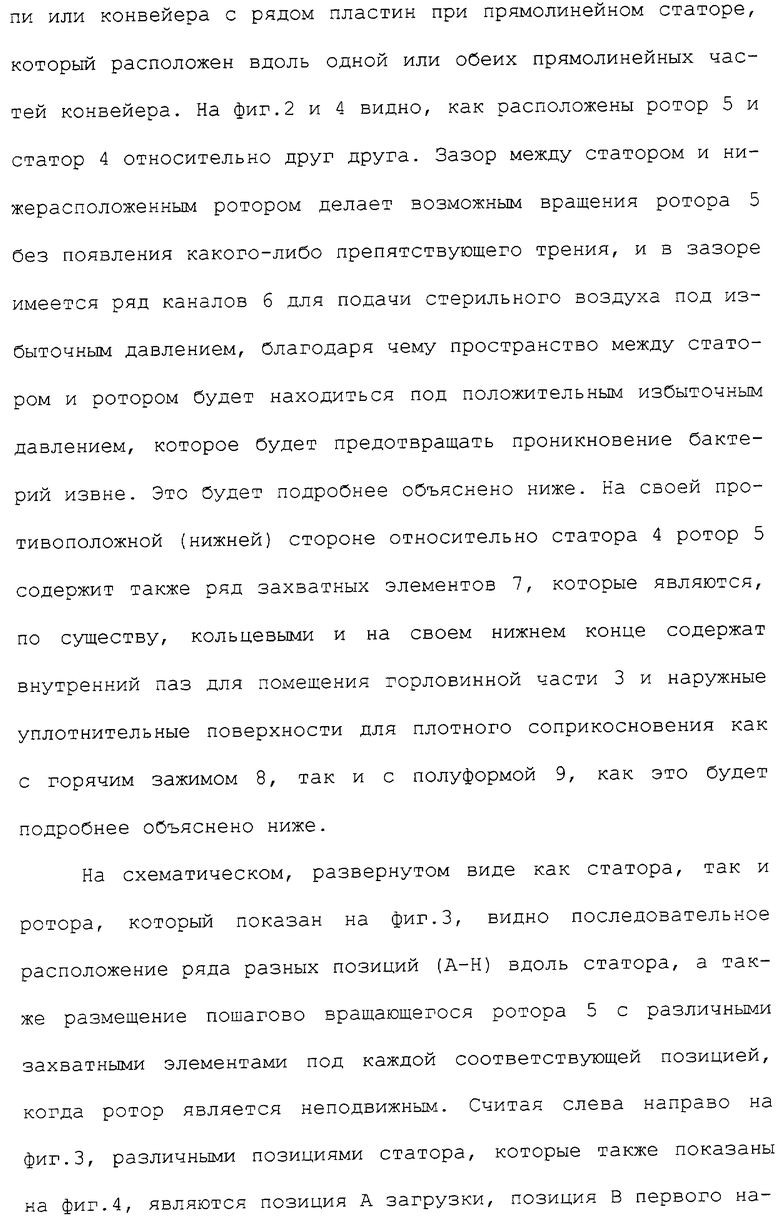
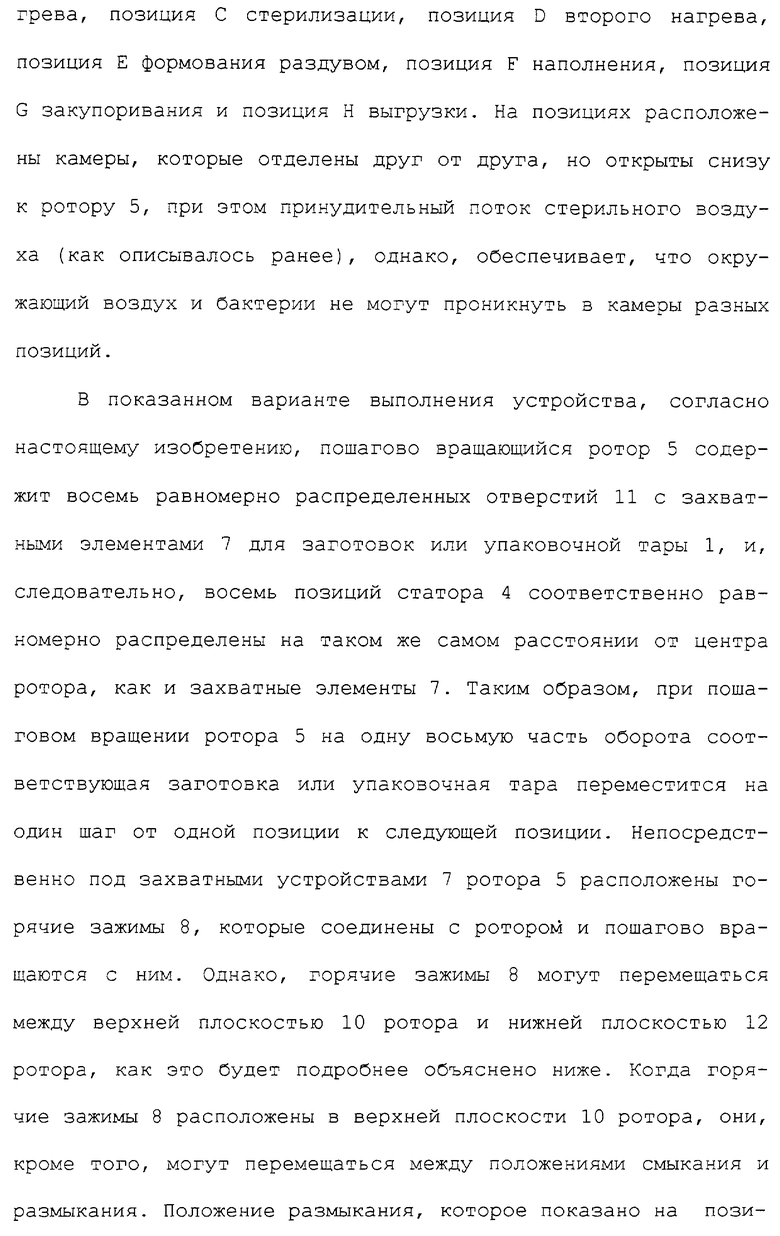
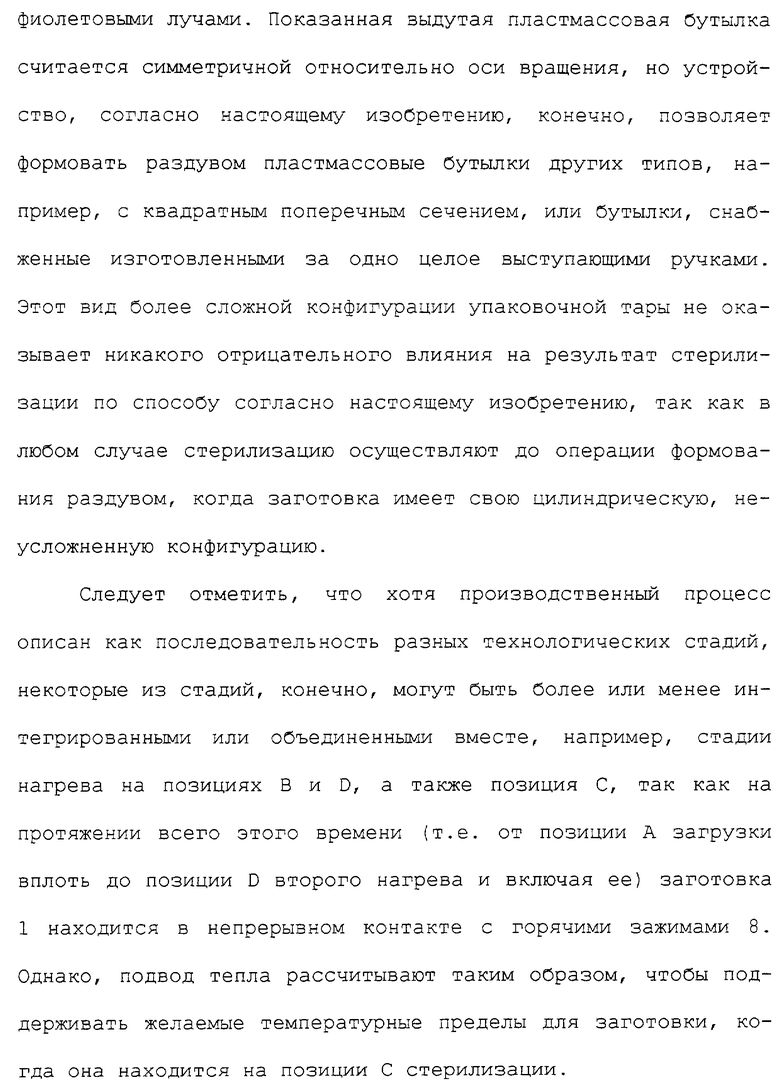
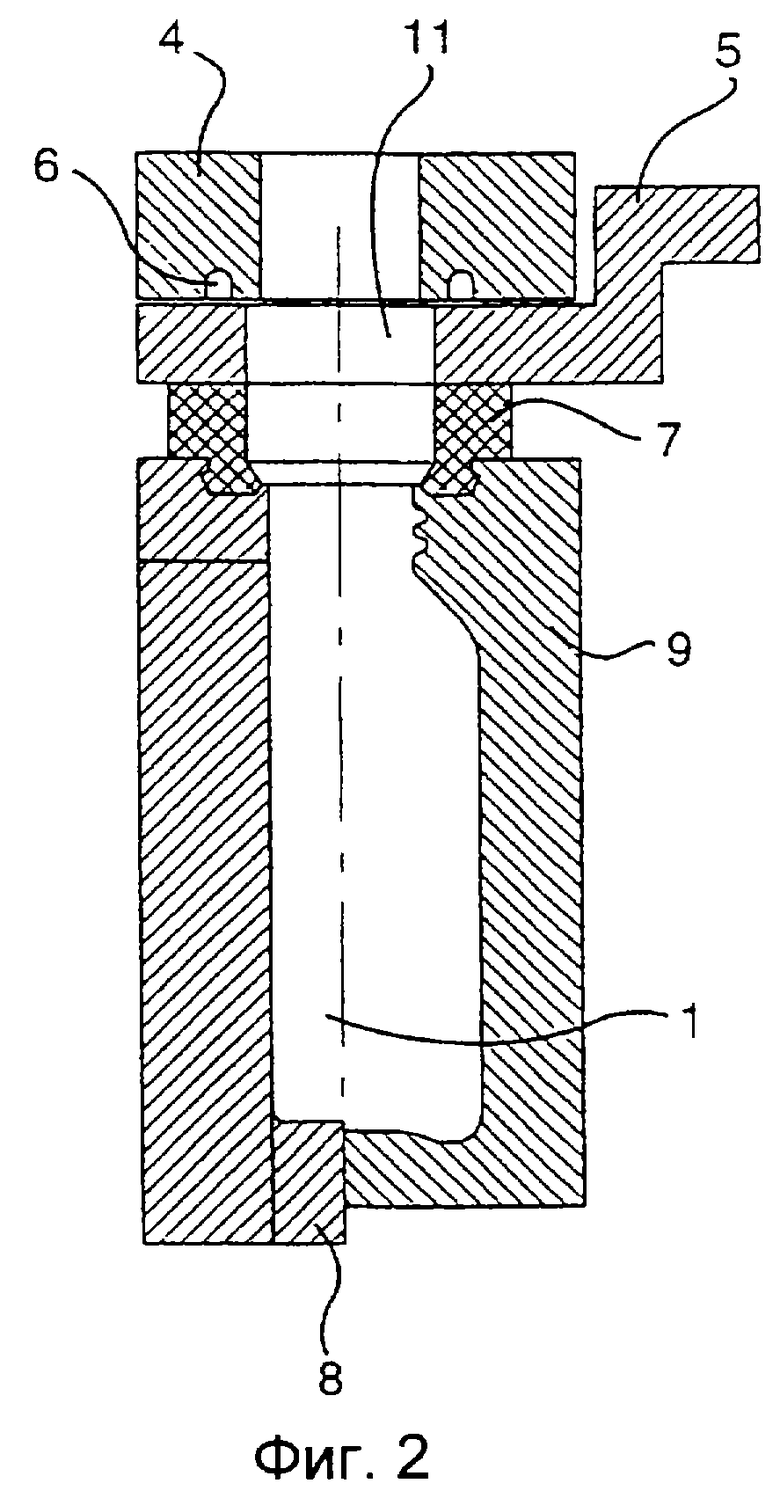
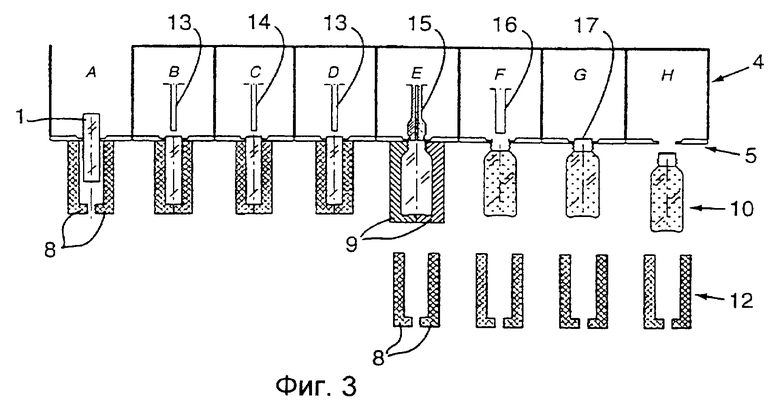
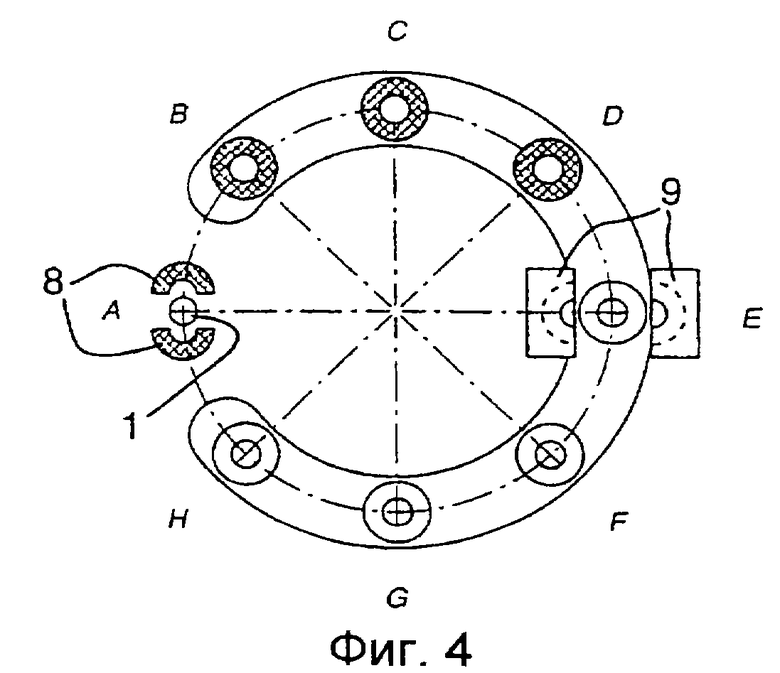
Изобретение касается способа и устройства для изготовления стерильной упаковочной тары из термопластичной заготовки или предварительно отформованной заготовки, которая во время пошагового перемещения между различными технологическими позициями (А-Н) подвергается первому нагреву до температуры выше точки росы газообразного стерилизующего средства и затем стерилизуется посредством введения газообразного стерилизующего средства на определенный период времени в контакт с внутренней поверхностью заготовки. На последующей, дополнительной стадии нагрева, заготовке придают желаемую температуру формования, после чего заготовку перемещают к позиции формования раздувом и формуют раздувом до желаемой конфигурации с помощью полуформ (9), окружающих заготовку. Затем заготовку перемещают к позиции (Е) наполнения, на которой ее наполняют желаемым содержимым, после чего ее наконец закупоривают с помощью уплотняющей накладки (17) и выгружают из устройства согласно настоящему изобретению. Описанный способ стерилизации позволяет уменьшить необходимое количество стерилизующего вещества, что обусловлено проведением этой операции до формования заготовки в тару, а также проводить стерилизацию независимо от конфигурации готовой упаковочной тары. 2 с. и 18 з.п. ф-лы, 4 ил.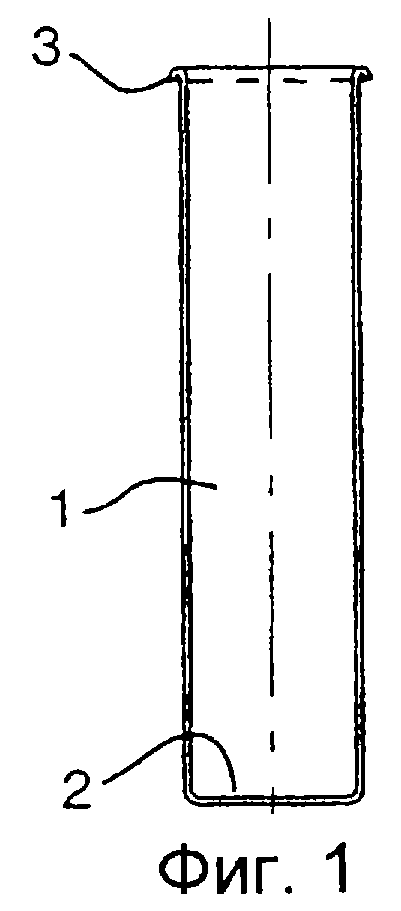
1. Способ изготовления внутренне стерильной упаковочной тары из заготовки из термопластичного материала, при котором нагревают заготовку до температуры формования и посредством перепада давления приводят в соприкосновение с примыкающей формующей поверхностью для формования упаковочной тары, отличающийся тем, что заготовку предварительно нагревают до температуры выше точки росы газообразного стерилизующего средства, далее заготовку стерилизуют посредством введения газообразного стерилизующего средства на определенный период времени в контакт с внутренней поверхностью заготовки и затем заготовку окончательно нагревают до повышенной температуры, подходящей для формования упаковочной тары.2. Способ по п.1, отличающийся тем, что заготовку нагревают снаружи посредством контактного нагревательного устройства, окружающего заготовку на протяжении всего цикла нагрева и стерилизации.3. Способ по п.2, отличающийся тем, что внутреннюю сторону заготовки вводят в контакт с нагретым газом как до, так и после стерилизации.4. Способ по п.3, отличающийся тем, что в качестве газа используют стерильный воздух.5. Способ по п.3 или 4, отличающийся тем, что температура газа выше температуры точки росы газообразного стерилизующего средства.6. Способ по любому из пп.1-5, отличающийся тем, что в качестве газообразного стерилизующего средства используют перекись водорода.7. Способ по п.6, отличающийся тем, что температура стерилизующего средства выше температуры точки росы.8. Способ по любому из пп.1-7, отличающийся тем, что заготовку перед стерилизацией нагревают до температуры внутренней поверхности, равной 60-80°С.9. Способ по любому из пп.1-8, отличающийся тем, что заготовку после стерилизации нагревают до температуры, равной 90-100°С.10. Способ по любому из пп.1-9, отличающийся тем, что при предварительном нагреве заготовку нагревают до температуры внутренней поверхности, которая выше температуры точки росы соответствующего газообразного стерилизующего средства, но ниже температуры стеклования термопластичного материала, при окончательном нагреве заготовку нагревают до температуры, превышающей температуру стеклования заготовки, и вводят стерильный горячий воздух в заготовку для удаления стерилизующего средства, и формование упаковочной тары осуществляют формованием раздувом, при котором в заготовку вдувают стерильный воздух под избыточным давлением для расширения заготовки и приведения ее в соприкосновение с окружающей формой, температура которой поддерживается ниже температуры стеклования термопластичного материала.11. Устройство для осуществления способа по любому из пп.1-10, характеризующееся тем, что содержит, по меньшей мере, две позиции для нагрева заготовки, расположенную между ними позицию для стерилизации заготовки и расположенную после них позицию для формирования заготовки в упаковочную тару.12. Устройство по п.11, отличающееся тем, что содержит статор и ротор, при этом статор содержит позицию для загрузки заготовки, позицию для первого нагрева заготовки, позицию для стерилизации заготовки, позицию для второго нагрева заготовки, позицию для формования заготовки в упаковочную тару, позицию для наполнения упаковочной тары содержимым, позицию для закупоривания упаковочной тары и позицию для выгрузки наполненной и закупоренной упаковочной тары.13. Устройство по п.12, отличающееся тем, что позиции для первого и второго нагрева заготовки содержат трубки для подачи горячего воздуха.14. Устройство по п.12 или 13, отличающееся тем, что позиция стерилизации содержит трубку для подачи газообразного химического стерилизующего средства.15. Устройство по любому из пп.12-14, отличающееся тем, что ротор имеет горячие зажимы для нагрева заготовки, находящиеся в соприкосновении с наружной поверхностью заготовки на позициях первого и второго нагрева заготовки и на расположенной между ними позиции стерилизации.16. Устройство по любому из пп.12-15, отличающееся тем, что ротор имеет полуформы, окружающие заготовку при ее расположении на позиции формования.17. Устройство по любому из пп.12-16, отличающееся тем, что горячие зажимы выполнены с возможностью перемещения между верхней и нижней плоскостями ротора.18. Устройство по п.16 или 17, отличающееся тем, что полуформы содержат охлаждающие средства.19. Устройство по любому из пп.11-18, отличающееся тем, что ротор имеет захватные элементы для механического плотного соединения с трубчатым концом заготовки.20. Устройство по п.19, отличающееся тем, что распределение между захватными элементами ротора соответствует распределению между всеми технологическими позициями статора, при этом ротор расположен с возможностью пошагового поворота на один шаг распределения за один раз.