Изобретение относится к области трубопрокатного производства, а точнее к оборудованию для холодной прокатки особо тонкостенных труб из труднодеформируемых материалов.
Известна конструкция рабочей клети (см. А.С. №113414, кл. 7а, 1), содержащая станину и подвижную клеть с прокатными роликами с цапфами.
В известной конструкции цапфы роликов контактируют с несколькими опорными роликами, передающими прокатную нагрузку на станину.
Недостаток известной конструкции заключается в том, что большое количество опорных роликов существенно увеличивает суммарную деформацию рабочей клети, что снижает точность прокатываемых труб.
Из известных клетей станов холодной прокатки труб наиболее близкой по технической сущности является клеть, описанная в книге Кофф З.А. и др. "Холодная прокатка труб", 1962 г., стр.230, рис.114.
Известная рабочая клеть стана холодной прокатки труб роликами содержит подвижную силовую станину (каретку) с опорными брусьями (планками) и подвижную многороликовую кассету (сепаратор) с роликами на цапфах, которые контактируют с опорными брусьями подвижной станины. На этих же цапфах на подшипниках скольжения установлены подушки. Подушки подпружинены и смонтированы в гнездах корпуса кассеты.
Недостаток известной конструкции рабочей клети заключается в том, что взаимная ориентировка роликов в кассете осуществляется с помощью подушек с подшипниками скольжения, обеспечивается за счет точности изготовления без возможности настройки положения роликов. По мере износа точность ориентировки снижается, что приводит к снижению качества прокатываемых труб. Другим недостатком известной конструкции является то, что контакт роликов с опорными брусьями в крайних положениях клети при смене направления движения и отсутствии прокатных нагрузок обеспечивается за счет пружин, величина которых, а следовательно, и усилие определяется размерами цапф ролика. Поскольку диаметр цапф значительно меньше диаметра самих роликов, а пружины размещаются в габаритах, предопределяемых размерами цапф, усилия, развиваемые пружинами уравновешивания, незначительны. Вследствие этого ролики при смене направления вращения в крайних положения обоймы пробуксовывают и наносят дефекты на поверхности трубы. При использовании такой конструкции для исключения пробуксовки приходится существенно снижать быстроходность стана, что приводит к снижению производительности.
Задача настоящего изобретения состоит в создании рабочей клети стана холодной прокатки труб, обеспечивающей повышение быстроходности стана и повышение качества прокатываемых труб.
Поставленная задача достигается тем, что в рабочей клети стана холодной прокатки труб, содержащей подвижную силовую станину с опорными брусьями и подвижную кассету, в корпусе которой размещены деформирующие ролики с двумя цапфами, взаимодействующими с опорными брусьями станины, согласно изобретению подвижная кассета снабжена двуплечими рычагами по количеству деформирующих роликов, а деформирующие ролики выполнены с двумя дополнительными цапфами, на которых смонтированы подшипники, размещенные в плече двуплечего рычага, параллельном оси прокатки, при этом каждый двуплечий рычаг смонтирован в корпусе кассеты на оси с возможностью вращения и продольного перемещения по ней, кроме того, корпус кассеты и второе плечо каждого двуплечего рычага, расположенное в плоскости, перпендикулярной оси прокатки, соединены подпружиненной тягой, обеспечивающей беззазорный контакт цапф с опорными брусьями подвижной силовой станины.
Такое исполнение рабочей клети позволяет усилить контакт роликов с опорными брусьями подвижной станины и за счет этого повысить быстроходность стана, а также повысить качество прокатываемых труб за счет настройки положения роликов относительно оси прокатываемой трубы.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, в которых:
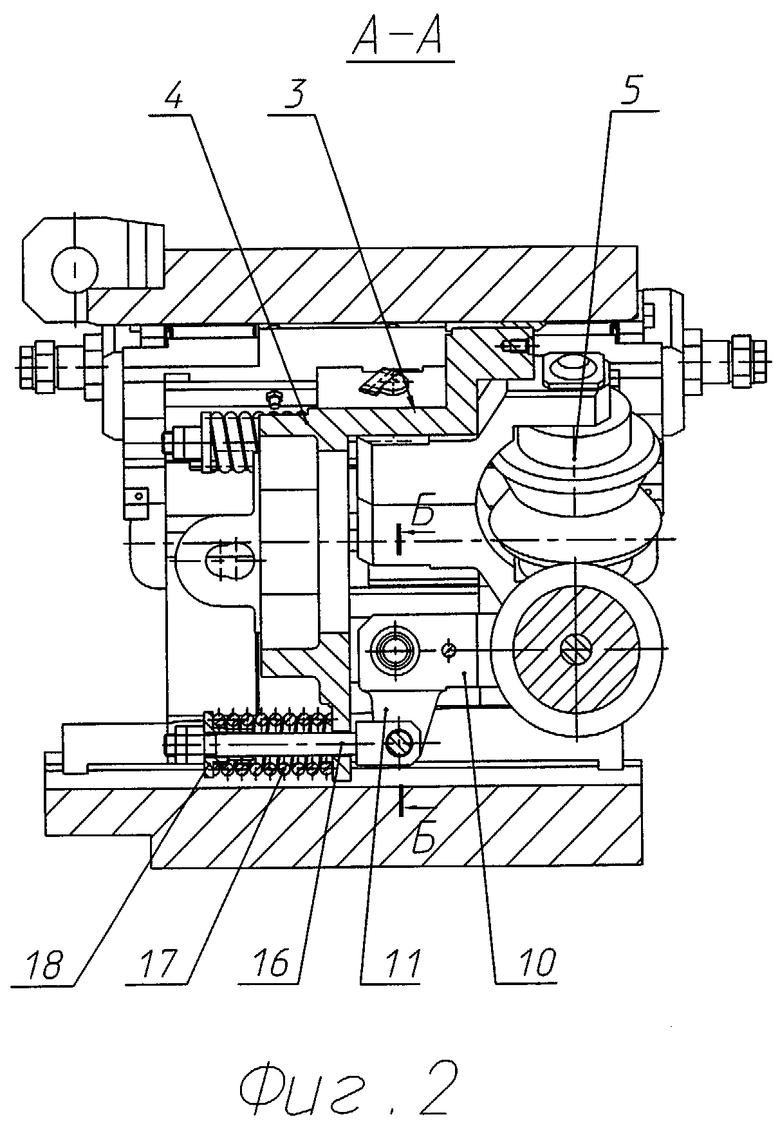
на фиг.1 - изображена рабочая клеть стана холодной прокатки труб, поперечный разрез;
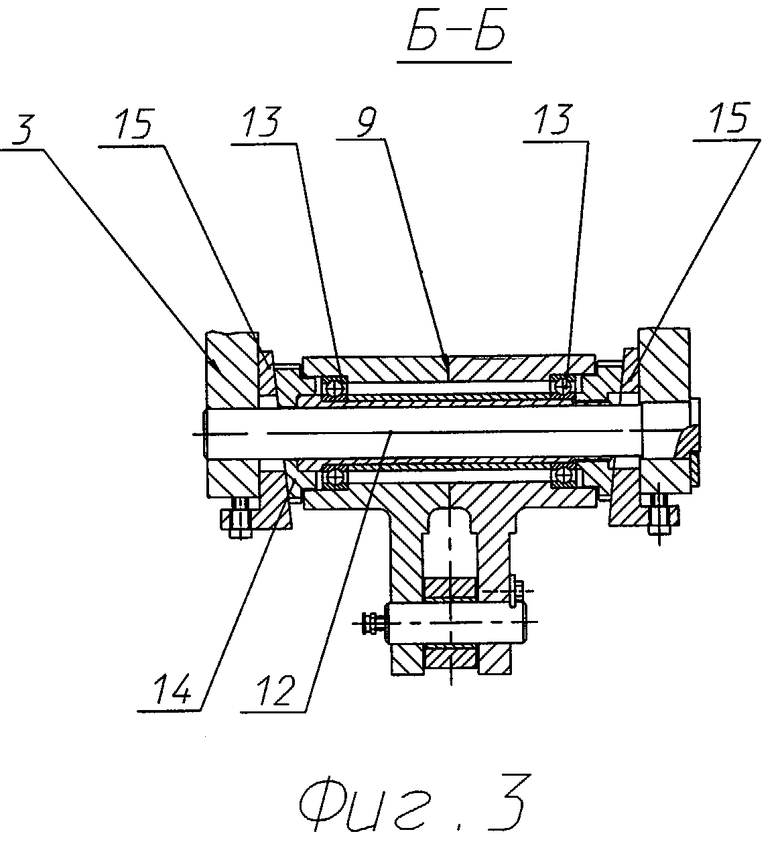
на фиг.2 - то же, продольный разрез по линии прокатки.
Рабочая клеть стана холодной прокатки труб содержит подвижную станину 1 с опорными брусьями 2 и подвижную кассету 3. В корпусе 4 кассеты 3 размещены деформирующие ролики 5 с цапфами 6, взаимодействующими с опорными брусьями 2 станины 1, и дополнительными цапфами 7, на которых смонтированы подшипники 8. Подвижная кассета 3 снабжена двуплечими рычагами 9 по количеству деформирующих роликов 5, при этом одно плечо 10 каждого рычага 9 расположено параллельно оси прокатки, а другое плечо 11 расположено в плоскости, перпендикулярной оси прокатки. Каждый двуплечий рычаг 9 смонтирован в корпус 4 кассеты 3 на оси 12 на подшипниках 13 и втулках 14. Между втулкой 14 и корпусом 4 кассеты 3 установлены клинья 15. Подшипники 8, смонтированные на дополнительных цапфах 7, расположены и в расточках плеча 10 рычагов 9. Ролики 5 зафиксированы в рычагах 9 и с помощью клиньев 15 могут перемещаться в процессе настройки на любую требуемую величину. Корпус 4 кассеты 3 и плечо 11 каждого рычага 9, расположенное в плоскости, перпендикулярной оси прокатки, соединены тягой 16, поджатой пружиной 17. Пружины 17, установленные на тягах 16, под воздействием регулировочных гаек 18 прижимают цапфы 6 к опорным брусьям 2. При этом размеры пружин 17 и усилия их затяжки устанавливаются таким образом, чтобы исключить проскальзывание между поверхностями цапф 6 роликов и поверхностями опорных брусьев 2.
При работе стана станина 1 и кассета 3 перемещаются возвратно-поступательно относительно трубы и относительно друг друга. Для получения труб требуемых размеров и качества производится настройка положения деформирующих роликов 5. Настройка выполняется за счет перемещения втулки 14 с помощью клиньев 15. При этом рычаги 9, зафиксированные на втулке 14 с помощью подшипников 13, и деформирующие ролики 5, зафиксированные в рычаге 9 с помощью подшипников 8, перемещаются клиньями 15 на необходимую величину.
Поскольку профиль опорных брусьев 2 переменен по высоте, в процессе прокатки деформирующие ролики 5 перемещаются в плоскости, перпендикулярной оси прокатываемой трубы, при этом рычаги 9 за счет установки на оси 12 на подшипниках 13 совершают возвратно-качательное движение.
Предложенная рабочая клеть стана холодной прокатки труб по сравнению с известными позволяет повысить качество поверхности прокатываемых труб и повысить быстроходность за счет исключения проскальзывания деформирующих роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286219C1 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2349400C1 |
| Устройство радиального перемещения валков клети периодической прокатки | 1981 |
|
SU1013007A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
Изобретение относится к области трубопрокатного производства и предназначено для холодной прокатки особотонкостенных труб из труднодеформируемых материалов. Рабочая клеть стана холодной прокатки труб содержит подвижную силовую станину с опорными брусьями и подвижную кассету, в корпусе которой размещены деформирующие ролики с двумя цапфами, взаимодействующими с опорными брусьями станины. Подвижная кассета снабжена двуплечими рычагами по количеству деформирующих роликов, а деформирующие ролики выполнены с двумя дополнительными цапфами, на которых смонтированы подшипники, размещенные в плече двуплечего рычага, параллельном оси прокатки, при этом каждый двуплечий рычаг смонтирован в корпусе кассеты на оси с возможностью вращения и продольного перемещения по ней. Корпус кассеты и второе плечо каждого двуплечего рычага, расположенное в плоскости, перпендикулярной оси прокатки, соединены подпружиненной тягой, обеспечивающей беззазорный контакт цапф с опорными брусьями подвижной силовой станины. Изобретение позволит повысить качество поверхности прокатываемых труб и повысить быстроходность за счет исключения проскальзывания деформирующих роликов. 3 ил.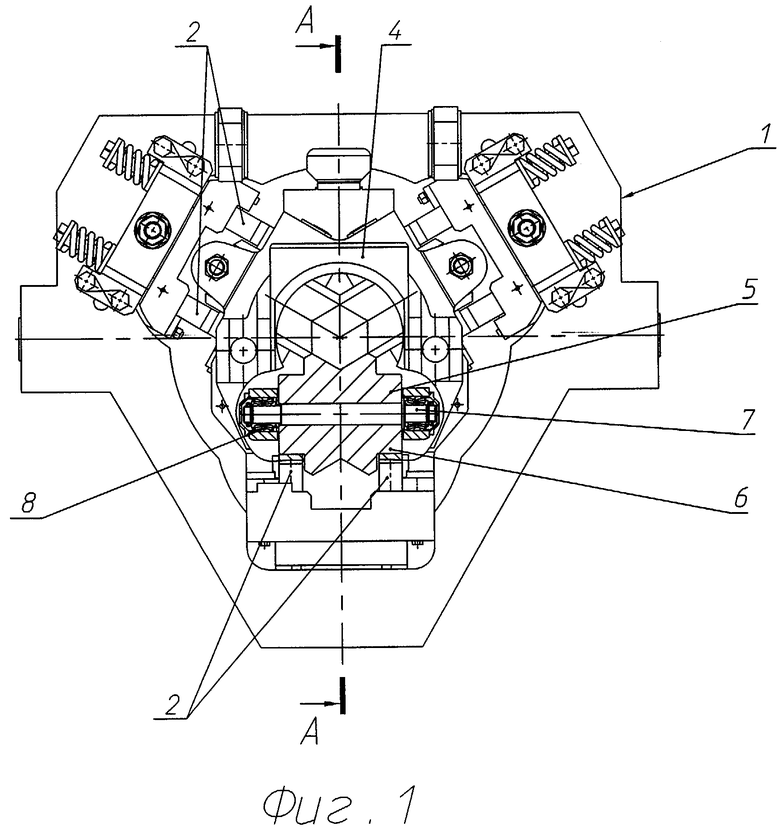
Рабочая клеть стана холодной прокатки труб, содержащая подвижную силовую станину с опорными брусьями и подвижную кассету, в корпусе которой размещены деформирующие ролики с двумя цапфами, взаимодействующими с опорными брусьями станины, отличающаяся тем, что подвижная кассета снабжена двуплечими рычагами по количеству деформирующих роликов, а деформирующие ролики выполнены с двумя дополнительными цапфами, на которых смонтированы подшипники, размещенные в плече двуплечего рычага, параллельном оси прокатки, при этом каждый двуплечий рычаг смонтирован в корпусе кассеты на оси с возможностью вращения и продольного перемещения по ней, кроме того, корпус кассеты и второе плечо каждого двуплечего рычага, расположенное в плоскости, перпендикулярной оси прокатки, соединены подпружиненной тягой, обеспечивающей беззазорный контакт цапф с опорными брусьями подвижной силовой станины.
| КОФФ З.А | |||
| и др | |||
| Холодная прокатка труб | |||
| Металлургиздат, 1962, с.230, рис.114 | |||
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| JP 57501831 T, 14.10.1982 | |||
| Устройство для определения характеристической функции | 1986 |
|
SU1327134A2 |
| DE 3050555 T, 23.09.1982. | |||

