Изобретение относится к трубному производству, а именно к рабочему инструменту прошивных станов поперечно-винтовой прокатки, и может быть использовано при изготовлении труб на трубопрокатных агрегатах, например, с пилигримовыми станами.
Известен классический валок прошивного стана, который имеет участок для соединения с приводом, две опорные шейки для подшипников (со стороны входа слитка-заготовки в стан и выхода гильзы из стана) и скалиброванный рабочий участок, состоящий из входного и выходного конусов (см. В.Я. Осадчий и др. Технология оборудования трубного производства. - М.: ИНТЕРНЕТ ИНЖИНИРИНГ, 2001, с.94-95).
Недостатком использования данных валков является то, что при прошивке слитка-заготовки, особенно большого диаметра, нагреваемых в методических и кольцевых печах, имеет место неравномерный прогрев по сечению, в результате чего происходит искривление гильзы и соответственно образование разностенности, т.е. более пластичная часть металла деформируется в большей степени.
Задачей изобретения является исключение кривизны гильзы и уменьшение ее разностенности.
Указанная цель достигается тем, что часть валка прошивного стана на выходной стороне после шейки для подшипника имеет консольно расположенный дополнительный рабочий участок диаметром 0,97-1,0 от наименьшего диаметра выходного конуса бочки валка протяженностью 0,2-0,3 длины выходного конуса с профилем, исключающим торможение гильзы в осевом направлении.
Сопоставительный анализ с прототипом показывает, что заявляемый валок отличается наличием дополнительного рабочего участка, расположенного за шейкой для подшипника с выходной стороны, т.е. выполнен консольно, обеспечивает центровку гильзы по оси прокатки. Таким образом, заявляемое устройство соответствует критерию изобретения "Новизна".
Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях при изучении данной и смежных областей техники и, следовательно, обеспечивают заявленному решению соответствие критерию "Существенные отличия".
Изобретение поясняется чертежом, на котором представлен бочковидный валок прошивного стана.
Валок по ходу прошивки содержит участок для соединения с приводом 1, шейку для подшипника 2, рабочую бочку с калибровкой, состоящую из входного и выходного конусов 3, шейку для подшипников за выходным конусом 4, дополнительную рабочую бочку, расположенную консольно 5.
Предлагаемый валок изготавливается, например, путем ковки заготовки большого развеса, после чего механически обрабатывается как обычный валок, но консольная часть протяженностью 0,2-0,3 длины выходного конуса выполняется диаметром 0,97-1,0 минимального диаметра выходного конуса с профилем, исключающим торможение гильзы в осевом направлении.
Процесс прошивки слитка-заготовки на стане поперечно-винтовой прокатки с применением предложенного валка осуществляется следующим образом.
При прошивке слитка-заготовки со стороны наиболее нагретой части по образующей происходит повышенная вытяжка, в результате чего возникает искривление гильзы. После прохождения переднего конца гильзы через участок шейки валка гильза захватывается дополнительной рабочей частью валков, расположенных консольно, которые центрируют ее относительно оси прокатки. В результате удержания гильзы по оси вытяжка на наиболее нагретой части слитка-заготовки затрудняется, увеличивается давление на валки. Происходит перераспределение обжатия, которое приводит к выравниванию стенки по сечению.
Дополнительный рабочий участок валка на выходе из стана позволит исключить искривление гильзы, возникающее в результате неравномерной деформации слитка по сечению в очаге деформации, затруднить деформацию более пластичной части, уменьшить разностенность гильзы и, как следствие, обеспечить свободное одевание гильзы на дорн, уменьшить разностенность прокатываемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПРОШИВНОГО СТАНА | 2004 |
|
RU2277024C2 |
| СПОСОБ ПРОШИВКИ НА СТАНАХ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2243836C2 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ | 2013 |
|
RU2553323C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
Изобретение относится к трубному производству, а именно к рабочему инструменту прошивных станов поперечно-винтовой прокатки, и может быть использовано при изготовлении труб на трубопрокатных агрегатах, например, с пилигримовыми станами. Задача изобретения - исключение кривизны гильзы и уменьшение ее разностенности. Часть валка прошивного стана на выходной стороне после шейки для подшипника имеет консольно расположенный дополнительный рабочий участок диаметром 0,97-1,0 от наименьшего диаметра выходного конуса бочки валка протяженностью 0,2-0,3 длины выходного конуса с профилем, исключающим торможение гильзы в осевом направлении. Техническим результатом изобретения является исключение неравномерности деформации слитка по сечению. 1 ил.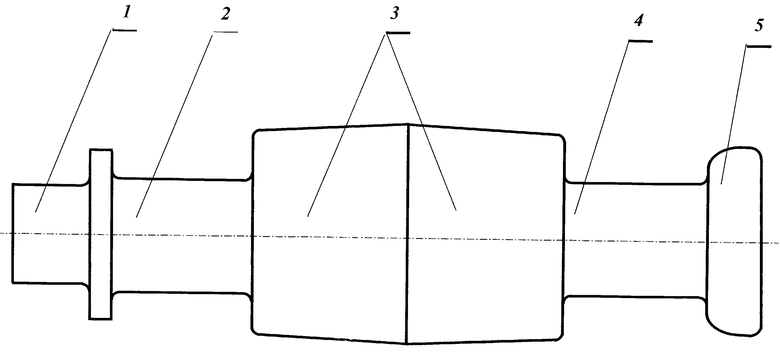
Валок прошивного стана поперечно-винтовой прокатки, включающий по ходу прошивки участок для соединения с приводом, шейку для подшипника, рабочий участок валка, состоящий из входного и выходного конусов, шейку для подшипника, отличающийся тем, что валок прошивного стана на выходной стороне после шейки для подшипника имеет консольно расположенный дополнительный рабочий участок диаметром 0,97-1,0 от наименьшего диаметра выходного конуса бочки валка протяженностью 0,2-0,3 длины выходного конуса с профилем, исключающим торможение гильзы в осевом направлении.
| ОСАДЧИЙ В.Я | |||
| и др | |||
| Технология оборудования трубного производства | |||
| - М.: Интернет ИНЖИНИРИНГ, 2001, с.94-95 | |||
| Валок прошивного стана | 1990 |
|
SU1766547A1 |
| Валок трехвалкового раскатного стана | 1989 |
|
SU1736651A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2041751C1 |
| Валок трехвалкового стана косой прокатки | 1974 |
|
SU557834A1 |
| JP 61092710, 10.05.1986 | |||
| US 3604236, 14.09.1971. | |||

