Изобретение относится к обработке металлов давлением и касается развития и расширения технологических возможностей поперечно-винтовой прокатки.
Известен валок трехвалкового стана косой прокатки, содержащий на захватном (входном) конусе винтовые выступы, ухудшающие технологические возможности при прокатке труб, и позволяет повысить выход годного [1]
Известен также инструмент, содержащий калиброванные валки (винтовая нарезка на цилиндрической части) для прошивки заготовки [2]
Наиболее близким по технической сущности к изобретению является технологический инструмент стана косой прокатки, на выходном конусе валков которого выполнены спиралеобразные (винтовые) выступы [3]
Известный инструмент обеспечивает повышение технологичности процесса получения круглого сечения заготовок.
Задача изобретения получение заготовок некруглого поперечного сечения (квадратного, шестигранного).
Это достигается тем, что технологический инструмент стана поперечно-винтовой прокатки, включающий не менее трех валков, установленных под углами раскатки и подачи, образующих калибр и состоящих из входного конуса, деформирующего гребня и выходного конуса с винтовыми выступами выполнен так, что указанные выступы и впадины направлены по винтовой линии под углом, соответствующим углу подачи с постепенным нараcтанием общей высоты выступа и впадин и ширины выступов с соответствующим сужением впадин в направлении от большего основания выходного конуса к его меньшему основанию, при этом высота выступов h со стороны меньшего основания конуса определяется из следующей зависимости:
h≥ 
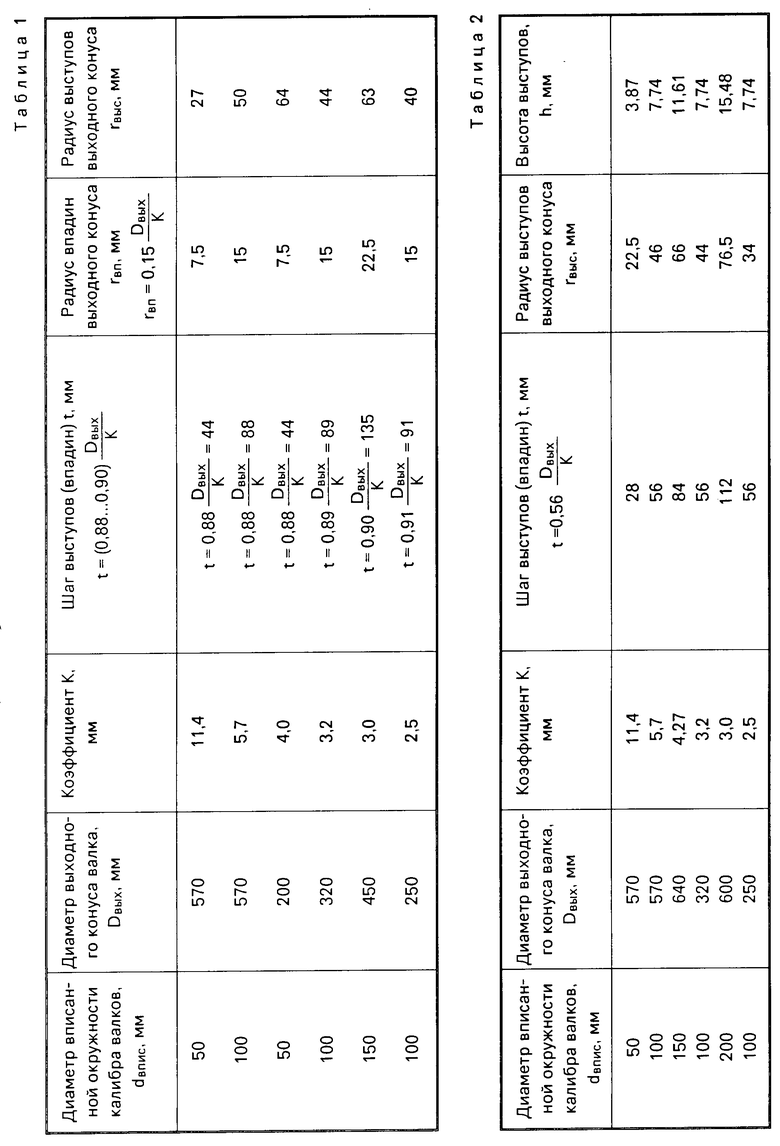
при этом для получения заготовок квадратного поперечного сечения высота выступов h со стороны меньшего основания выходного конуса примерно в зоне выхода заготовки из контакта с валком равна радиусу скругления впадин rвп и соответствует величине h rвп ≥ 0,15  при шаге t выступов выходного конуса t ≥ (0,88. 0,9)
при шаге t выступов выходного конуса t ≥ (0,88. 0,9)  .
.
Для получения заготовок с поперечным сечением правильный шестиугольник высота выступов h со стороны меньшего основания выходного конуса равна величине h ≥ 0,0774  при шаге выступов t ≥ 0,56
при шаге выступов t ≥ 0,56  , где Dвых диаметр меньшего основания выходного конуса в зоне выхода заготовки из контакта с валком (из зоны деформации).
, где Dвых диаметр меньшего основания выходного конуса в зоне выхода заготовки из контакта с валком (из зоны деформации).
При установлении через Dвых параметров выходного конуса h, t, rвп и т.д. знак ≥ должен применяться так: знак равенства применять в сечении выходного конуса, где окончательно сформированная заготовка выходит из контакта с валком; знак > применять при определении указанных параметров в зоне меньшего основания выходного конуса. Эти параметры должны быть немного больше, как продолжение параметров при перемещении вдоль конуса.
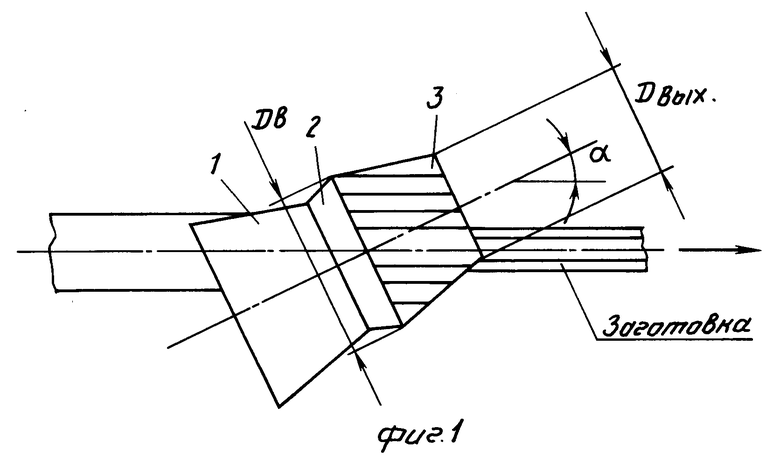
На фиг. 1 показан верхний валок технологического инструмента (план) с заготовкой под ней, формируемой в прокат многоугольного сечения (шестигранник или квадрат). Винтовые линии выходного конуса условно показаны параллельными под углом подачи α без учета расширения выступов и сужения впадин между ними по мере приближения к выходному концу валка.
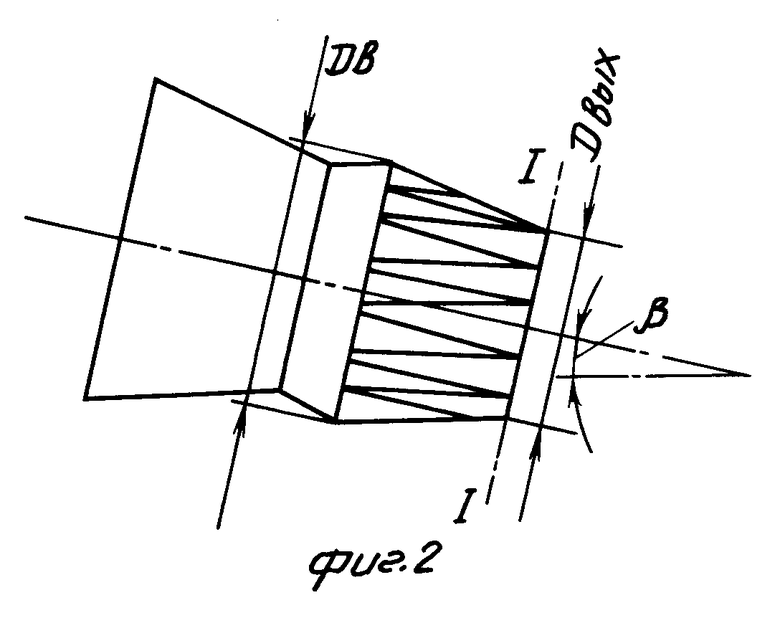
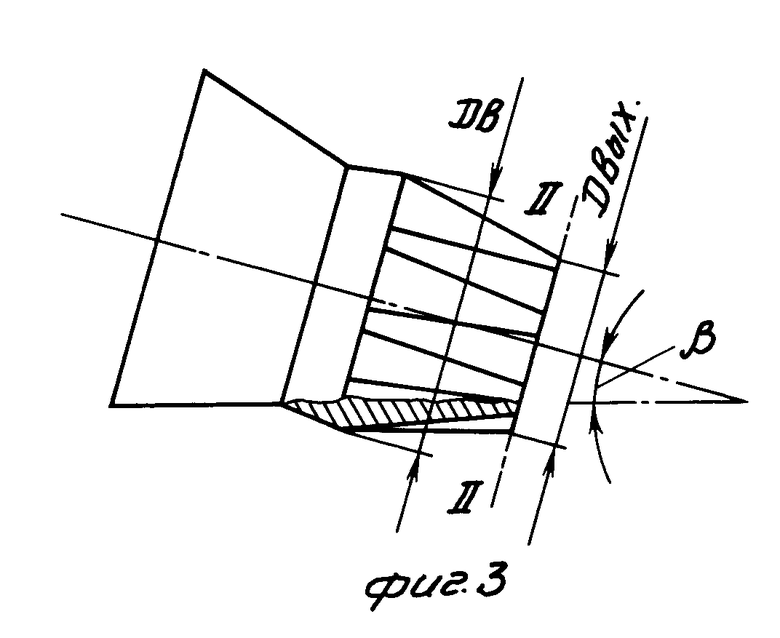
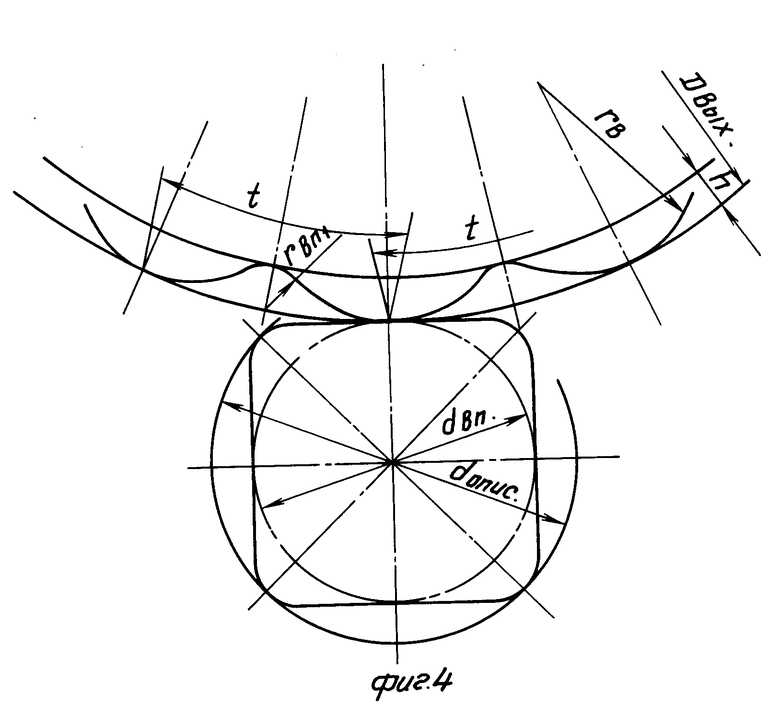
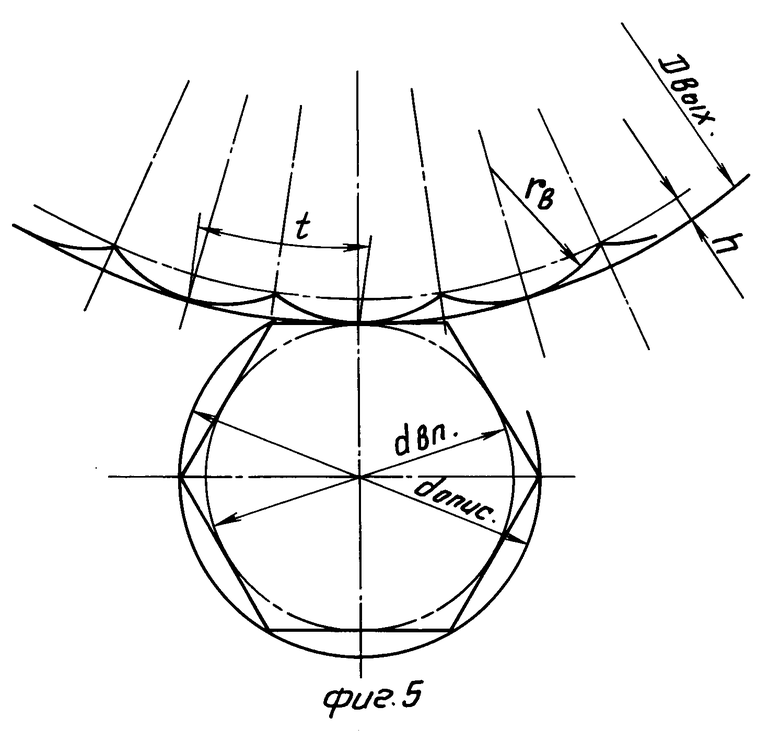
На фиг. 2 показан один из нижних валков для получения квадратного сечения заготовки, вид сбоку; на фиг. 3 то же, но для получения заготовки сечением правильный шестиугольник; на фиг. 4 контур сечения валка на выходном конце выходного конуса и контактировавшая с ней формируемая заготовка квадратного сечения; на фиг. 5 то же, и контактирующая с ней формируемая заготовка сечением правильный шестиугольник.
На чертежах обозначены: 1 выходной конус, 2 деформирующий гребень, 3 выходной конус. На выходном конусе выступы и впадины, расположенные по винтовой линии, условно показаны прямолинейными, но как и фактически под углом (к оси валка), соответствующем углу подачи α, поэтому направление выступов и впадин совпадает с направлением оси прокатки, точнее параллельны ей. Заготовка, формируемая прокаткой, здесь показана шестигранного сечения; Dв диаметр большего основания выходного конуса, равный диаметру деформирующего гребня; Dвых диаметр меньшего основания выходного конуса; угол β угол раскатки.
Валок (фиг. 4) предназначен для получения заготовок квадратного сечения со скругленными углами (описанная окружность с диаметром dоп и вписанная окружность с диаметром dвпис, которые соответствуют диаметрам вписанной и описанной окружности калибра, образованного валками); h высота выступов в зоне меньшего основания выходного конуса; rвп радиус скругления впадин в той же зоне и т.д. по всем параметрам; rвыс радиус скругления выступов; t шаг выступов валка.
Впадины и выступы выходного конуса в зоне контакта с заготовкой в инструменте располагаются параллельно оси прокатки, так как угол винта выступов и впадин соответствует углу подачи.
Для подбора целого числа выступов и впадин по периметру сечения валка при проектировании необходимо корректировать диаметры Dвых и Dв.
Инструмент работает следующим образом.
Все 3 валка стана поперечно-винтовой прокатки данной конструкции (фиг. 1,2 и 4) вращаются против часовой стрелки. Заготовка подводится с левой стороны, захватывается входными конусами 1 валков, деформируется валками, перемещаясь слева направо, к концу деформирующего гребня (большее основание выходного конуса) в круглую (в поперечном сечении форму). При дальнейшем продвижении переднего конца заготовки вправо далее зоны контакта с большим основанием выходного конуса Dв в заготовку круглого сечения размером по сечению, примерно соответствующим диаметру описанной окружности dоп калибра (см. фиг. 4) выступы выходного конуса валков будут постепенно вдавливаться в заготовку, а деформируемые участки заготовки между выступами будут входить во впадины. В результате постепенно нарастающие по высоте h и ширине bв выступы и соответственно уменьшающиеся по ширине и увеличивающиеся по высоте впадины будут формировать плоские грани и угловые участки rвп заготовки квадратного сечения.
Аналогично с помощью валков, изготовленных по варианту, изображенному на фиг. 1,3 и 5, формируются заготовки сечением правильный шестиугольник.
Указанный процесс формирования квадратного и шестиугольного сечения заготовок (при предварительно промежуточном формировании круглого сечения) возможен благодаря тому, что заготовка плотно обхвачена валками на участке деформирующий гребень и прокручивается ими вокруг оси прокатки.
В табл. 1 и 2 даны примеры конкретного осуществления инструмента (валков) для изготовления заготовок соответствующих размеров; в табл. 1 получается заготовка сечением квадрат; в табл. 2 то же, сечением правильный шестиугольник.
Необходимо иметь в виду, что обоснование пределов шага выступов t (0,88. 0,90)х  обусловлено следующими данными. Как видно из табл. 1 в примере 6 в математическом выражении определения шага выступов t ≥ (0,88.0,90)
обусловлено следующими данными. Как видно из табл. 1 в примере 6 в математическом выражении определения шага выступов t ≥ (0,88.0,90)  коэффициент в скобках 0,91 выходит за рекомендуемые в формуле изобретения диапазоны.
коэффициент в скобках 0,91 выходит за рекомендуемые в формуле изобретения диапазоны.
Это связано с тем, что при этом коэффициент К 2,5 мал, что выражает отношение Dвых К dвпис и означает, что относительно dвпис.калибра Dвых валка слишком мал. Даже при К 3 валок может при влиянии других отрицательных факторов иметь недостаточно высокую стойкость. А чрезмерное завышение коэффициента К тоже неоправданно, так как нерационально: слишком большое сечение валка по сравнению с сечением калибра (заготовки), поэтому ориентиром для выбора коэффициента (0,88-0,90) может явиться величина К.При К=7-3,9 принимать 0,88 при К 3,8-3,2-0,89, при К 3,19-3,0-0,9.
Итак, выбор шага выступов t, радиус скругления впадин rвп, высота выступов h определены. Что касается радиуса скругления выступов rвыс, то эта величина (при известных остальных) определяется графически при рабочем проектировании. Расположение центра радиуса скругления rвыстакже определяется через t.
Данный технологический инструмент стана поперечно-винтовой прокатки позволяет получать заготовки некруглого (квадратного, шестиугольного) сечения без передачи заготовки на обычные двухвалковые прокатные станы с соответствующим дополнительным нагревом заготовки.
Выдача квадратной или шестигранной заготовки более предпочтительна (по сравнению с круглой), особенно при обработке сталей и сплавов с особыми свойствами, например труднодеформируемых, или, например, с высокими пластическими свойствами.
Валки могут быть (как вариант) изготовлены литьем, прессованием, если не целиком, то частично. Например, валок составной. Бочка валка или только выходной конус валка изготовляют литьем (или прессованием) и насаживают на вал.
Возможно изготовление указанных элементов валка также путем переплава в кристаллизатор на установках ЭШП. В качестве материала может быть использован, в частности, жаростойкий чугун.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2006303C1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| Валок для винтовой прокатки труб | 1981 |
|
SU973200A1 |
| Технологический инструмент для винтовой раскатки труб | 1977 |
|
SU596304A1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Способ горячей прокатки металлов и сплавов | 1991 |
|
SU1801631A1 |
| Технологический инструмент косовалкового прошивного стана | 1990 |
|
SU1796306A1 |
Изобретение относится к обработке металлов давлением и касается развития и расширения технологических возможностей поперечно-винтовой прокатки. Сущность: технологический инструмент включает не менее трех валков стана поперечно-винтовой прокатки. Профиль сечения валков в зоне входного конуса и деформирующего гребня круг, а выходной конус содержит на поверхности выступы и впадины, направленные по винтовой линии под углом, равным углу подачи. Высота выступов и впадин и ширина выступов на протяжении выходного конуса постепенно нарастают от нуля, а ширина впадин соответственно уменьшается так, что к выходному концу достигает определенных размеров. Для получения заготовок квадратного сечения общая высота выступов и впадин достигает размеров  а шаг выступов t по периметру сечения валка (в выходном конце выходного конуса в зоне выхода заготовки из контакта с валком) определяется
а шаг выступов t по периметру сечения валка (в выходном конце выходного конуса в зоне выхода заготовки из контакта с валком) определяется 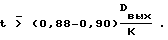 При вращении валков заготовка захватывается входными конусами, деформируется предварительно к концу деформирующих гребней валков до круглого сечения, затем при дальнейшем продвижении в зону выходного конуса выступы и впадины начинают формировать плоские грани заготовки и ребра. Это становится возможным благодаря тому, что заготовка плотно обхвачена валками (деформирующими гребнями) и прокручивается ими вокруг оси прокатки. 2 з.п. ф-лы, 5 ил. 2 табл.
При вращении валков заготовка захватывается входными конусами, деформируется предварительно к концу деформирующих гребней валков до круглого сечения, затем при дальнейшем продвижении в зону выходного конуса выступы и впадины начинают формировать плоские грани заготовки и ребра. Это становится возможным благодаря тому, что заготовка плотно обхвачена валками (деформирующими гребнями) и прокручивается ими вокруг оси прокатки. 2 з.п. ф-лы, 5 ил. 2 табл.

где dоп диаметр описанной окружности калибра;
dвпис диаметр вписанной окружности калибра.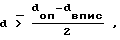
определяется из соотношения
где rвп радиус скругления впадин;
Dвых диаметр меньшего основания выходного конуса;
где Dв диаметр большего основания выходного конуса;
Dвпис диаметр вписанной окружности калибра, образованного валками в зоне меньшего основания выходного конуса,
при шаге t выступов, определяемом из соотношения
3. Инструмент по п.1, отличающийся тем, что при получении заготовок с поперечным сечением в виде правильного шестиугольника высота выступов со стороны меньшего основания выходного конуса, удовлетворяющая соотношению
определяется из соотношения
при шаге t выступов, определяемом из соотношения
при этом знак равенства используют при определении указанных величин в зоне выхода заготовки из контакта с валками, а знак "Больше" в зоне меньшего основания выходного конуса валков.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Стан косой прокатки | 1940 |
|
SU68492A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
