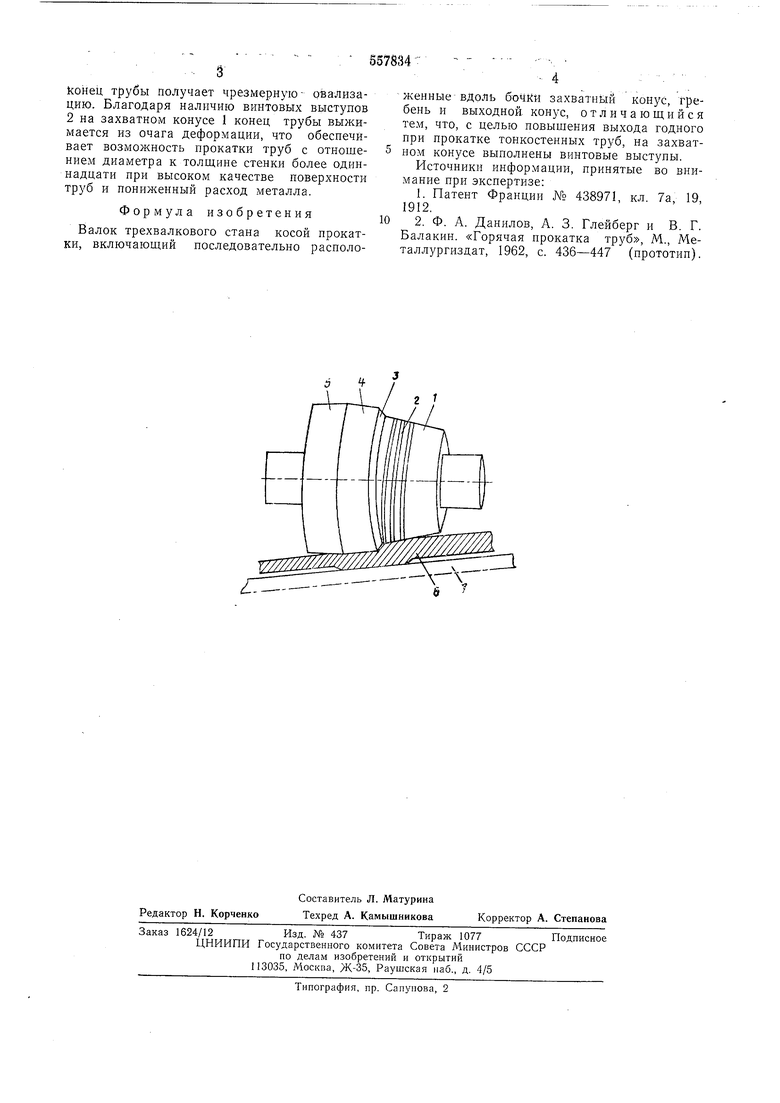
Конец трубы получает чрезмерную овализацию. Благодаря наличию винтовых выступов 2 на захватном конусе 1 конец трубы выжимается из очага деформации, что обеспечивает возможность прокатки труб с отношением диаметра к толщиие стенки более одиннадцати при высоком качестве поверхности труб и пониженный расход металла. Формула изобретения Валок трехвалкового стана косой прокатки, включающий последовательно расположенные вдоль боЧКй захватный конус, гребень и выходной, конус, отличающийся тем, что, с целью повышения выхода годного при прокатке тонкостенных труб, на захватном конусе выполнены винтовые выступы. Источники информации, принятые во внимание при экспертизе: 1. Патент Франции № 438971, кл. 7а, 19, 1912. 2. Ф. А. Данилов, А. 3. Глейберг и В. Г. Балакин. «Горячая прокатка труб, М., Металлургиздат, 1962, с. 436-447 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной передачи круглого проката | 1978 |
|
SU719731A1 |
| Стан косой прокатки | 1940 |
|
SU68492A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| Технологический инструмент косовалкового стана | 1974 |
|
SU514651A1 |
| Патрон зажима оправочного стержняСТАНА ХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU806179A1 |
| Технологический инструмент косовалкового прошивного стана | 1990 |
|
SU1796306A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ КОВАННЫХ ЗАГОТОВОК, СПЛОШНЫХ ИЛИ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2542156C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2041751C1 |
| Моталка для горячекатанных труб | 1973 |
|
SU457508A1 |
