Изобретение относится к моталке для тонкой металлической ленты, содержащей оправку, подающий элемент для подачи металлической ленты по касательной к оправке и по меньшей мере три установочных элемента, в которых расположены прижимные ролики с осями для обвода металлической ленты вокруг оправки, причем прижимные ролики расположены вокруг оправки с возможностью подвода к оправке посредством установочных приводов.
Подобная моталка известна из заявки на патент Великобритании 851382. Она содержит четыре установочных элемента, в которых расположено по два прижимных ролика. Между прижимными роликами расположены направляющие щитки, которые направляют ленту от ролика к ролику. Другие родовые моталки известны, например, из акцептированной заявки ФРГ 1204909 и патентов США 2470235 и 2693919.
При намотке ленты, например при намотке первых одного-двух витков, ленту в режиме сдвига надвигают на оправку моталки. У тонких лент толщиной менее 3 мм, частично менее 1 мм, лента в режиме сдвига, в частности при высоких скоростях ленты, является, однако, очень нестабильной. Из-за трения на направляющих щитках она стремится выгнуться или покоробиться, так что надлежащая намотка в этих случаях почти невозможна. Проблема блокировки намотки еще более возрастает, если наматывают тонкие ленты с высокой скоростью. Скорость ленты составляет около 15 м/с; для будущих установок запланировано даже 20 м/с. Возникающая при образовании первых витков центробежная сила становится, таким образом, очень высокой.
Задача настоящего изобретения состоит в том, чтобы создать моталку, которая обеспечивала бы возможность легкой и надежной намотки тонких лент, в частности, также при высокой скорости намотки.
Задача неожиданным образом решается за счет того, что в установочных элементах расположено по три прижимных ролика.
Намотка становится еще более надежной, если установочные элементы при подведенных к оправке моталки прижимных роликах имеют возможность поворота вокруг осей поворота, параллельных осям прижимных роликов, причем ось поворота совпадает с осью соответственно самого переднего прижимного ролика или расположена вблизи нее.
Если каждому из установочных элементов придан собственный привод вращения для расположенных в этом установочном элементе прижимных роликов, то особенно простым образом обеспечена единая частота вращения и, тем самым, окружная скорость расположенных в этом установочном элементе прижимных роликов.
Количество установочных элементов составляет максимум преимущественно четыре.
Если между прижимными роликами расположены направляющие щитки для ведения металлической ленты от одного из прижимных роликов к следующему прижимному ролику, то это обеспечивает еще более надежный обвод металлической ленты вокруг оправки моталки.
Установочные приводы выполнены преимущественно в виде приводов с регулированием усилия и положения, например в виде блоков гидроцилиндров с регулированием давления и положения.
Если оправка моталки имеет регулируемый диаметр, то за счет увеличения диаметра оправки моталки после намотки первых витков можно тогда намотанную металлическую ленту простым образом снять с оправки моталки.
Другие преимущества и подробности приведены в нижеследующем описании примера выполнения. При этом на чертеже принципиально изображен вид сбоку моталки.
С помощью изображенной на чертеже моталки на ее оправку 2 должна быть намотана тонкая стальная лента 1 толщиной d. Толщина d стальной ленты составляет максимум 3 мм, в примере выполнения 1 мм. Оправка 2 имеет диаметр D. Диаметр D оправки 2 можно регулировать. В начале намотки стальной ленты 1 оправка 2 отрегулирована на диаметр D между его минимальным и максимальным значениями.
Для подачи стальной ленты 1 к оправке 2 моталка содержит подающий элемент 3. Подающий элемент 3 выполнен в данном примере в виде рольганга 3 и расположен таким образом, что транспортирует стальную ленту 1 с возможностью ее подачи по касательной к оправке 2. Рольгангу 3 может быть при необходимости придан привод 3' ленты.
Для обвода стальной ленты 1 вокруг оправки 2 моталка содержит три установочных элемента 4, в основном равномерно распределенных вокруг оправки 2. Установочные элементы 4 опираются на поворотные опоры 5 с возможностью подвода к оправке 2 посредством установочных приводов 6. Установочные приводы 6 выполнены в данном примере в виде блоков гидроцилиндров с регулированием давления и положения. Установочные приводы 6 содержат для этого датчики перемещения и датчики давления (не показаны). Они приводятся в действие с помощью механизма серворегулирования (не показан).
В каждом из установочных элементов 4 расположены три прижимных ролика 7 с осями 8. При приведении в действие установочных приводов 6 установочные элементы 4 и, тем самым, прижимные ролики 7 могут быть подведены к оправке 2.
Прижимные ролики 7 выполнены приводными. Для этого каждому установочному элементу 4 придан собственный привод 9 вращения, посредством которого приводятся расположенные в этом установочном элементе 4 прижимные ролики 7. Самый передний из прижимных роликов 7 каждого установочного элемента 4 приводится при этом косвенно через средний прижимной ролик 7 соответствующего установочного элемента 4 и через промежуточное колесо 9' передаточного механизма.
Вызванное прижимными роликами 7 направляющее действие можно еще более оптимизировать, если установочные элементы 4 при подведенных к оправке 2 прижимных роликах выполнить с возможностью поворота вокруг оси 8 их соответственно самого переднего прижимного ролика 7 или лежащий вблизи нее оси поворота.
Для того чтобы еще более оптимизировать направляющее действие для стальной ленты 1 вокруг оправки 2, между соседними прижимными роликами 7 расположены направляющие щитки 10. Благодаря лишь небольшому перекрываемому углу от одного прижимного ролика 7 до следующего трение между стальной лентой 1 и соответствующим направляющим щитком 10 настолько мало, что опасность сбоев в работе исключена.
В начале намотки прижимные ролики 7 находятся на расстоянии от оправки 2, так что стальную ленту 1 можно ввести между прижимными роликами 7 и оправкой 2. После образования первого витка диаметр D оправки 2 увеличивают и одновременно полностью подводят прижимные ролики 7 к оправке 2. После того как в стальной ленте 1 возникнет натяжение, установочные элементы 4 отводят от оправки 2 и стальную ленту 1 наматывают.
По мере постепенного увеличения диаметра наматываемой стальной ленты 1 она упирается в направляющий и измеряющий натяжение ленты ролик 11, который направляет стальную ленту 1 и посредством которого с помощью датчиков прижима можно измерить составляющую натяжения ленты.
Согласно описанному примеру выполнения предусмотрено три установочных элемента 4 с тремя прижимными роликами 7 каждый. Вполне достаточной является, однако, форма выполнения только с двумя прижимными роликами 7 на каждый установочный элемент 4. Это особенно предпочтительно тогда, когда вместо трех установочных элементов 4 используют четыре установочных элемента 4 с двумя прижимными роликами 7 каждый.
Моталка согласно изобретению может использоваться на выбор для намотки горяче- или холоднокатаной ленты.
Позиции на чертеже
1 - стальная лента
2 - оправка моталки
3 - подающий элемент
3' - привод ленты
4 - установочные элементы
5 - поворотные опоры
6 - установочные приводы
7 - прижимные ролики
8 - оси прижимных роликов
9 - приводы вращения
9' - промежуточные колеса передаточные механизмов
10 - направляющие щитки
11 - направляющий и измеряющий натяжение ленты ролик
d - толщина
D - диаметрс
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАМАТЫВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2015 |
|
RU2665023C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ НАМОТКИ ПОЛОС | 2007 |
|
RU2412771C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАМОТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС НА ОПРАВКУ | 2007 |
|
RU2391167C1 |
| Агрегат продольной резки | 1983 |
|
SU1151378A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАТЫВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2395358C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАМОТКИ ПОЛОСЫ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ ПОЛОСЫ, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2483819C2 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
| УСТРОЙСТВО И СПОСОБ ОТБОРА ОБРАЗЦА С РУЛОНА | 2012 |
|
RU2550051C2 |
| МОТАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ЭКСПЛУАТАЦИИ МОТАЛЬНОГО УСТРОЙСТВА | 2010 |
|
RU2480303C1 |
| МОТАЛКА ДЛЯ МЕТАЛЛИЧЕСКОЙ КАТАНКИ ИЛИ ТЯНУТОЙ ПРОВОЛОКИ И/ИЛИ ПРУТКА | 2006 |
|
RU2355495C1 |
Использование: изобретение относится к прокатному производству, в частности к моталкам для тонкой металлической полосы. Сущность: моталка для тонкой металлической ленты содержит оправку, подающий элемент для подачи металлической ленты по касательной к оправке и, по меньшей мере, три установочных элемента, в каждом из которых расположены прижимные ролики с осями для обвода металлической ленты вокруг оправки, причем прижимные ролики расположены вокруг оправки с возможностью подвода к оправке посредством установочных приводов, при этом установочные элементы при подведенных к оправке моталки прижимных роликах выполнены с возможностью поворота вокруг осей поворота, параллельных осям прижимных роликов, причем ось поворота совпадает с осью соответственно самого переднего прижимного ролика или расположена вблизи нее. Изобретение обеспечивает возможность легкой и надежной намотки тонких лент, в том числе при высокой скорости намотки. 6 з.п.ф-лы, 1 ил.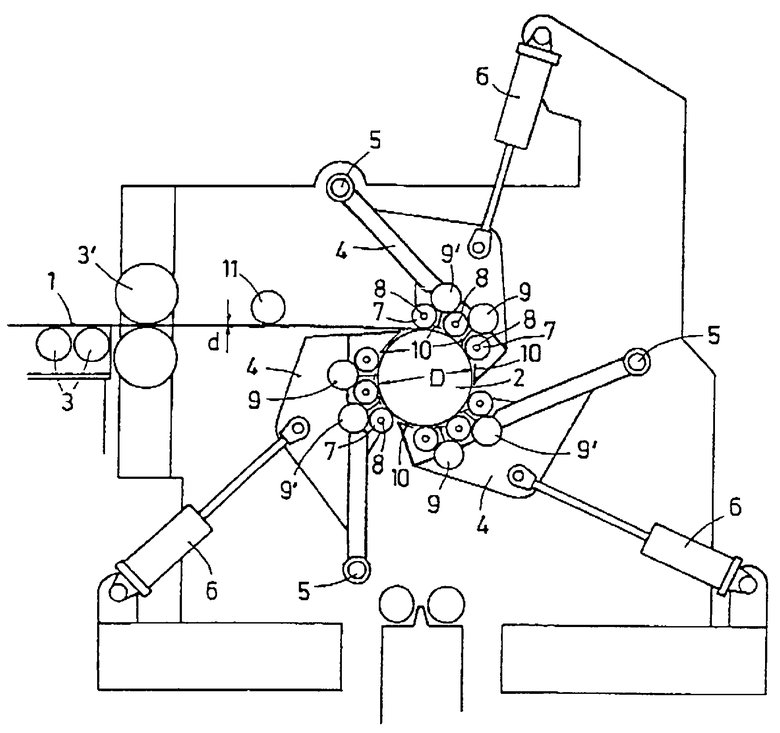
| Устройство для регулирования выпрямлен-НОгО НАпРяжЕНия | 1978 |
|
SU851382A1 |
| СИСТЕМА ОЧИСТКИ ЭКРАНА И СИСТЕМА СЕНСОРНОГО ЭКРАНА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2693919C2 |
| СИСТЕМА ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ, ПОДДЕРЖИВАЮЩАЯ ПОСТОЯННУЮ ТЕМПЕРАТУТУ ГОРЯЧЕЙ ВОДЫ | 2008 |
|
RU2470235C2 |
| УСТРОЙСТВО ДЛЯ СМОТКИ В РУЛОНЫ ПОЛОСОВОЙ СТАЛИ | 1994 |
|
RU2082518C1 |
| МАШИНА ДЛЯ СВЕРТЫВАНИЯ ПОЛОСЫ В РУЛОН | 1992 |
|
RU2013156C1 |
| Моталка для сворачивания горячей полосы в рулоны | 1959 |
|
SU131732A1 |
| Моталка для смотки горячей полосы в рулоны | 1974 |
|
SU538757A1 |

