о ;о
о
СП
со
Изс)б)етение относятся к материалам для электродуговой сварки и может быть использовано как покрытие электродов для сварки И11нко тлеродистых и низколегированных сталей.
Для сварки низкоуг/1еродистых и низколегированных сталей наибольшее распространение нолучили электроды с фтористокальциевым покр 1тием типа Э46А, Э50А, которые позволяют получать высокие механические свойства металла нша.
Однако электроды с фтористо-кальциевым покрытием имеют недостатки: склонность к образованию пор при удлинении дуги, при сварке по окисленной и увлажненной поверхности нетехнологичны в изготовлении. Для улучпгения технологичности при изготовлении в состав фтористокальциевых электродов вводят органические пластификаторы, но тогда в металле шва повышается содержание водорода.
Известен состав электродного покрытия 1, солтержащий следующие компоненты, мае. /о:
Мрамор15-30
Плавиковый Н1пат15-25
Ильменит5-15
Ферромарганец4-8
Ферросилиций3-10
Алюминий1-3
Железный порошок20-35
Компонент, выбранный из группы силиманит, каолин,19 Калиево-натриева силикатная глыба1-3 Поташ1-4 Органический пластификатор 0,5-2 Электроды с таки.м покрытием хотя и технологичны в изготовлении, но при их термообработке требуется повышенная температура в печи, а также большее время прокалки, чем электродов с аналогичным покрытием без органических пластификаторов, что затрудняет их изготовление при использовании конвейерных печей для термообработки. Кроме того, органические пластификаторы всегда вносят в зону сварки повышенное содержание водорода, который, растворяясь в металле шва и сварного соединения, снижает его эксплуатационные ха йктеристики.
Известен состав электродного покрытия, 2, содержаш,ий следующие компоненты, мае. %:
Мрамор54
Плавиковый шпат15
Кварц9
Ферротитан12
Ферромарганец5
Ферросилиций5
Электроды с покрытием этого состава нетехнологичны в изготовлении. Покрытие быстро затвердевает и имеет малую пластичность, что приводит при изготовлении к эксцентричности. Поэтому при сварке часто возникают поры при изменении длины сварочной дуги. Образующийся «козырек затрудняет процесс сварки.
Целью изобретения является улучшение
опрессовочных свойств покрытия и повышение стойкости электродов к порообразованию при удлинении дуги.
Цель достигается тем, что состав электродного покрытия преимущественно для сварки низкоутлеродистых и низколегированных сталей, содержащий мрамор, плавиковый ш-пат, кварц, ферротитан, ферромарганец, ферросилиций, дополнительно содержит оксалат кальция, при следующем соотношении компонентов, мае. °/о:
Мрамор50-54
Плавиковый шпат12-18
Кварц7-9,75
Ферротитан10-12
Ферромарганец4-6
0Ферросилиций3-8
Оксалат кальция0,25-5
Оксалат кальция широко распространен в природе, содержится во всех растениях, в оболочках и внутри клеток, особенно богаты им водоросли, грибы, лишайники и па5 поротники, также встречается в виде минералов.
Введение оксалата кальция в состав фтористо-кальциевого покрытия значительно улучшает опрессовочные свойства электродного покрытия и одновременно снижает чувствительность электродов к порообразованию при удлинении сварочной дуги.
Такой эффект объясняется тем, что при сварке оксалат кальция (CaCjO) разлагается на окись кальция (шлаковая фаза) и углекислый газ (газовая фаза), которые защищают зону сварки от атмосферы. Причем оксалат кальция выделяет углекислого газа в два раза больше, чем мрамор.
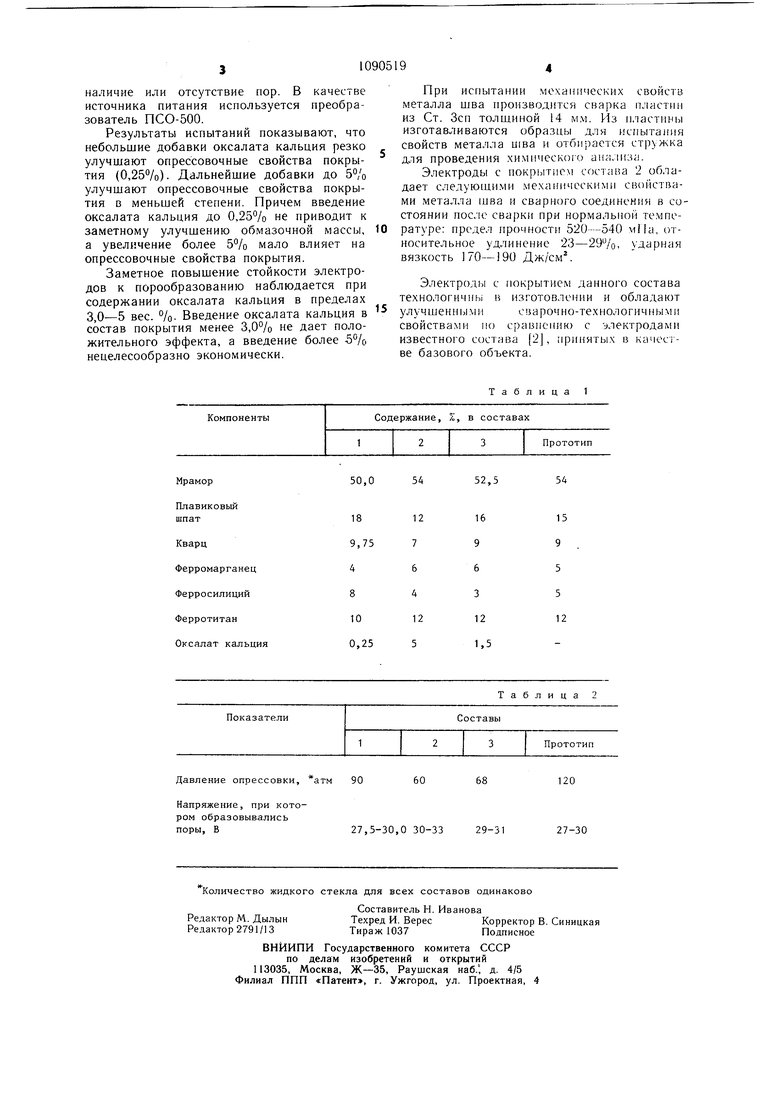
В табл. 1 приведены результаты испытаний 4 составов электродного покрытия. 0 При изготовлении электродов в качестве связующего используется жидкое калиево-натриевое стекло с модулем 2,7-3. Жидкое стекло вносится в количестве 24/о к весу сухой шихты.
Покрытие наносится на металлические стержни 0 4 мм из проволоки Св-08А способом опрессовки.
В табл. 2 приведены данные о влиянии количества оксалата кальция на давление в гидросистеме электродообмазочного пресQ са и на склонность электродов к образованию пор при повышении напряжения на дуге.
Исследуются электроды 4 мм. Сварочный ток 150-170 А, источник питания ТД-500.
5 При испытании электродов на склонность к порообразованию производится сварка углового шва таврового образца. Визуальным осмотром устанавливается
наличие или отсутствие пор. В качестве источника питания используется преобразователь ПСО-500.
Результаты испытаний показывают, что небольшие добавки оксалата кальция резко улучшают опрессовочные свойства покрытия (0,). Дальнейшие добавки до 5% улучшают опрессовочные свойства покрытия в меньшей степени. Причем введение оксалата кальция до 0,25% не приводит к заметному улучшению обмазочной массы, а увеличение более 5% мало влияет на опрессовочные свойства покрытия.
Заметное повышение стойкости электродов к порообразованию наблюдается при содержании оксалата кальция в пределах 3, вес. %. Введение оксалата кальция в состав покрытия менее 3,0% не дает положительного эффекта, а введение более 5%, нецелесообразно экономически.
При испытании механических свойств металла шва производится сварка пластин из Ст. Зсп толщиной 14 мм. Из пластины изготавливаются образцы для испытания свойств металла шва и отбирается стружка для проведения химическшч) анм.:|иза.
Электроды с покр1)1тием состава 2 обладает следующими механическими свойствами металла шва и сварного соединения в состоянии после сварки при нормальной температуре: предел прочности 520--540 мПа, относительное удлинение 23-29%, ударная вязкость 170- 190 Дж/см.
Электроды с покрытием данного состава технологичны в изготовлении и обладают улучщенны п1сиарочно-технологичными
свойствами по сравнению с электродами известного состава 2, принятых в качестве базового объекта.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2049636C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2125927C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1990 |
|
SU1743106A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2028901C1 |
| Состав электродного покрытия для сварки низкоуглеродистых и низколегированных сталей | 1985 |
|
SU1296345A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2198774C1 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| Состав электродного покрытия | 1985 |
|
SU1260159A1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2005 |
|
RU2302327C2 |
СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ преимущественно для сварки низкоуглеродистых и низколегированных сталей, содержащий мрамор, плавиковый шпат, кварц, ферротитан, ферромарганец, ферросилиций, отличающийся тем, что, с целью улучшения опрессовочных свойств покрытия и повышения стойкости электродов к порообразованию при удлинении дуги, состав дополнительно содержит оксалат кальция при следующем соотношении компонентов, мае. %: 50,0-54,0 Мрамор 12,0-18,0 Плавиковый шпат 7,0-9,75 Кварц 10,0-12,0 Ферротитан 4,0-6,0 Ферромарганец i 3,0-8,0 Ферросилиций 0,25-5,0 Оксалат кальция (Л
Мрамор
54
52,5
54
Таблица 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Состав электродного покрытия | 1981 |
|
SU948590A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Давыденко И | |||
| Д | |||
| Справочник по сварочным электродам | |||
| Ростов, Ростовское книжное издательство, 1961, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
