Изобретение относится к герметизирующему устройству для контейнера, снабженного отверстием, причем это устройство относится к типу, содержащему лист, приваренный вокруг края отверстия контейнера.
Из соображений экономии и вторичной переработки продукт упаковывают во все большем количестве на один контейнер, в частности на одну упаковку. Это создает проблемы для потребителя, который не хочет сразу использовать упакованный продукт полностью. Открыв контейнер, чтобы извлечь часть содержимого, потребитель желает иметь возможность легко и эффективно снова герметизировать контейнер и частично восстановить его изначальную целостность, которой контейнер обладал до того, как его открыли. Например, в случае пищевых продуктов потребитель хочет иметь возможность снова герметично закрыть контейнер перед тем, как поставить его назад в холодильник, чтобы избежать проблем, вызванных неприятным запахом, проблем, вызванных высыханием упакованного продукта, и проблем, связанных с потерей пространства, а также избежать других неудобств.
Это относится и к непищевым продуктам, например к промышленным товарам, большое количество которых упаковывают вместе, например к винтам, гвоздям и шайбам, а также к фармацевтическим продуктам, например пилюлям или таблеткам.
Эти примеры, не ограничивающие изобретение, показывают, что в очень многих областях имеется потребность в герметизирующем устройстве для контейнеров, которое позволяет легко открывать, а также просто и эффективно повторно герметизировать контейнер после того, как часть его содержимого удалена.
Задача настоящего изобретения состоит в том, чтобы создать герметизирующее устройство, которое удовлетворяет этим требованиям.
Задача настоящего изобретения состоит также в том, чтобы создать герметизирующее устройство, которое было бы относительно простым и недорогим в производстве, и которое подходило для контейнера.
В соответствии с изобретением герметизирующее устройство для контейнера, снабженного отверстием, содержит лист, наваренный вокруг края отверстия контейнера, отличающееся тем, что лист состоит из по меньшей мере трех слоев, а именно сварного слоя, который прижимают к краям отверстия и приваривают к ним в виде шва, наружного слоя, образующего барьер, и промежуточного клеящего слоя, причем соединение между швом сварного слоя и краем отверстия имеет прочность на отрыв большую, чем сила адгезии между сварным слоем и клеящим слоем так, чтобы при первом открывании отверстия приваренный шов сварного слоя оставался на месте вокруг края отверстия и отделялся от остального сварного слоя и от клеящего слоя, остающегося таким образом открытым по площади, соответствующей площади шва, что позволяет контейнер герметизировать повторно путем прижимания открытого участка клеящего слоя к шву сварного слоя, оставшемуся на месте.
Наружный слой может состоять из гибкой пленки; толщина ее может составлять приблизительно 50 мкм. Желательно, чтобы наружный слой был изготовлен из двуосно ориентированного полиэфира.
В качестве варианта наружный слой может состоять из жесткой пленки.
Сварной слой состоит из тонкой пленки толщиной, в частности, около 20 мкм, которая легко отрывается, или из более толстой пленки, которой придано свойство легко отрываться путем регулирования параметров экструзии или путем добавки минеральных наполнителей.
Например, сварной слой может состоять из пленки из полиэтилена высокой плотности.
Клеящий слой, предпочтительно, образован путем осаждения материала до толщины, по меньшей мере равной 10 мкм. Этот клеящий слой может быть изготовлен, в частности, из постоянно липкого акрилового полимера, который находится в твердом состоянии при комнатной температуре, или из адгезива горячего расплава на основе термопластического эластомера.
Желательно, чтобы материалы, из которых изготовлены слои, соответствовали законодательно установленным нормативам для упаковок, применяемых для продуктов питания. Слои могут быть прозрачными, так что сам лист устройства будет прозрачным.
Настоящее изобретение относится также к контейнеру, герметично закрытому при помощи такого герметизирующего устройства. Контейнер может быть образован жесткой пленкой или гибкой пленкой. В одном варианте осуществления изобретения контейнер изготовлен из жесткой поливинилхлоридной (ПВХ) пленки, покрытой внутри пленкой из линейного полимера со слоем полиуретанового клея между этими двумя пленками.
Настоящее изобретение относится также к способу герметизации контейнера, снабженного отверстием, при помощи листа, приваренного вокруг края отверстия, отличающемуся тем, что в целях герметизации используют лист, который состоит из по меньшей мере трех слоев, а именно сварного слоя, наружного слоя, образующего барьер, и промежуточного клеящего слоя, а также тем, что лист соединяют с краем контейнера, в частности, при помощи сварочного инструмента путем приваривания вокруг него шва сварного слоя, который делают таким образом, чтобы ослабить связь между сварным слоем и клеящим слоем, и так, чтобы установить такую связь между сварным швом и краем отверстия, которая должна иметь более высокую прочность на отрыв, чем сила адгезии между сварным слоем и клеящим слоем так, что при первом обнажении буртика отверстия приваренный шов сварного слоя остается на месте вокруг края отверстия и отделяется от остального сварного слоя и от клеящего слоя.
Лист, состоящий из по меньшей мере трех слоев, можно получить путем нанесения клеящего слоя между наружным слоем и сварным слоем с применением горячей экструзии адгезионного полимера между этими слоями.
В соответствии с другим вариантом клеящий полимер наносят горячим на наружный слой перед каландрованием на него сварного слоя.
Полученный таким способом лист можно хранить в виде рулона, поскольку сварной слой защищает клеящий слой и предотвращает проблемы слипания слоев при сворачивании листа в рулон.
Помимо вышеуказанных изобретение содержит также ряд других признаков, которые более подробно объясняются ниже в связи с вариантами осуществления изобретения, описанными со ссылками на сопровождающие чертежи, которые не ограничивают объем изобретения.
Фиг. 1 - схематичный вид сечения сильно увеличенного листа, состоящего из трех слоев, для создания герметизирующего устройства по изобретению;
фиг. 2 - схематичный вид в разрезе, аналогичный фиг. 1, иллюстрирующий действие сварного листа по отношению к краю контейнера;
фиг. 3 - схематичный вид, аналогичный фиг. 2, иллюстрирующий операцию открывания контейнера и отделения от шва сварного слоя, который остается вокруг края контейнера;
фиг. 4 - сильно увеличенный вид в разрезе контейнера с удаленными частями, закрытого с помощью герметизирующего устройства по изобретению;
фиг. 5 - вид, аналогичный фиг. 4, контейнера и герметизирующего устройства после открывания;
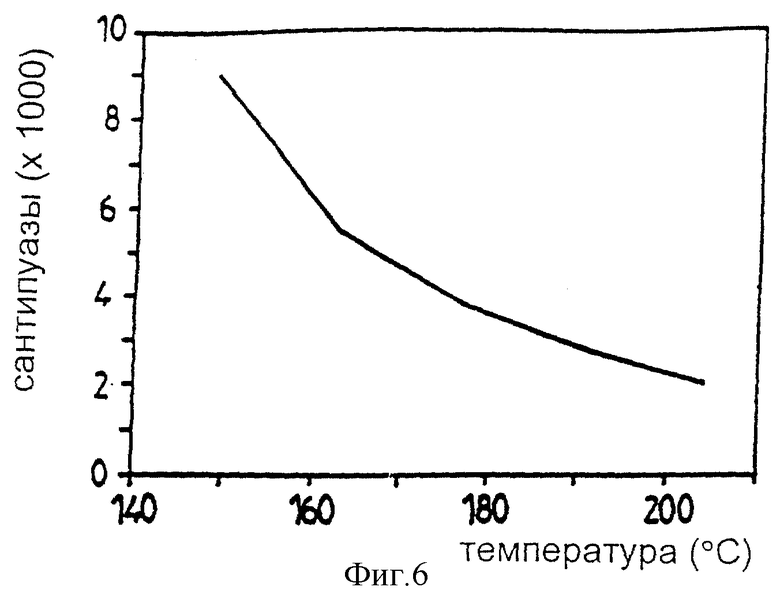
фиг. 6 - график, иллюстрирующий изменение вязкости, (значения которой отложены по оси y) акрилового полимера, использованного в качестве адгезионного полимера, в зависимости от температуры (значения которой отложены по оси х);
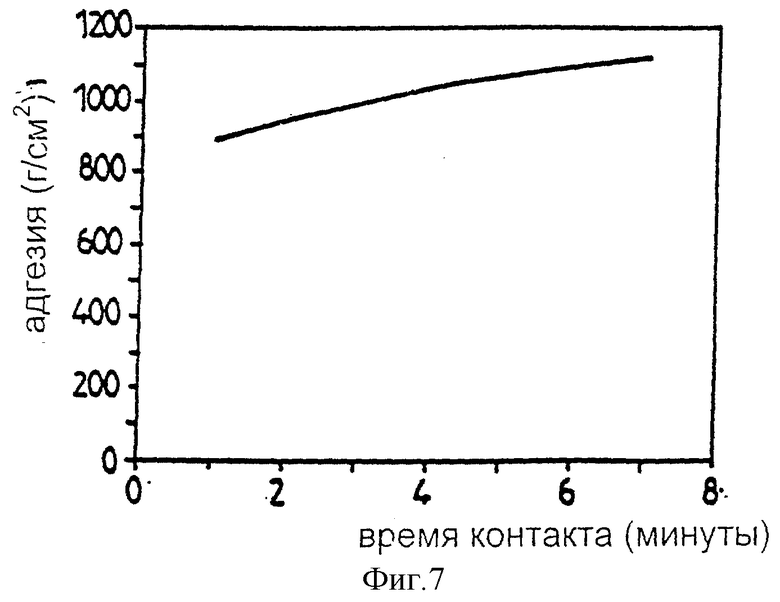
фиг. 7 - график, отражающий изменения в силе адгезии между двумя пленками, которые прижимают друг к другу под определенным давлением (причем промежуточный слой представляет собой акрил-полимерный клей), в зависимости от времени контакта, которое выражено в минутах и отложено по оси x;
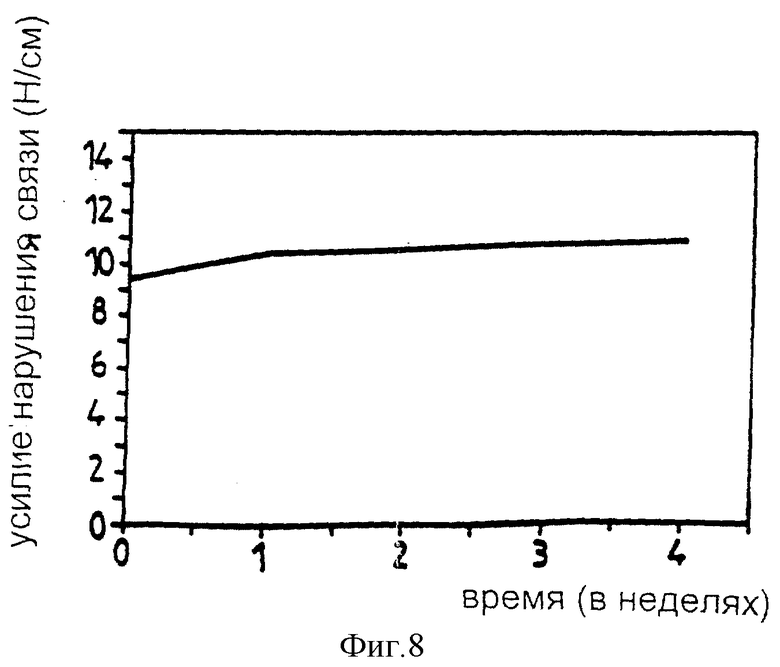
фиг. 8 - схема, иллюстрирующая изменение усилия, приводящего к нарушению связи акрилового полимера, выраженное в ньютонах/см, между двумя полиэфирными пленками, упоминаемыми в связи с фиг. 7, от времени в неделях по оси x.
Прежде всего, следует напомнить характеристики адгезива горячего расплава на основе термоэластопласта:
твердый при комнатной температуре;
температура плавления от 85 до 95oC;
плотность 0,96 г/см3;
динамическая вязкость:
15,100 мПа•с при 150oC
11,100 мПа•с при 160oC
8,000 мПа•с при 170oC
(измерения проводили при помощи "Contraves RHEOMAT 115"); нерастворим в воде.
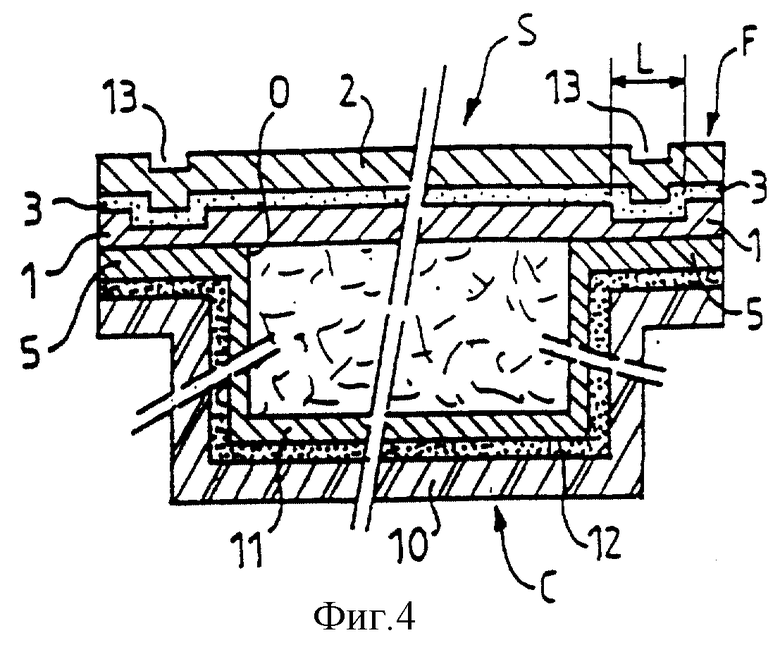
Что касается чертежей, особенно фиг. 1 и 4, то можно увидеть, что герметизирующее устройство S для контейнера C, имеющего отверстие О, включает лист F, состоящий из по меньшей мере трех слоев, а именно сварного слоя 1, наружного слоя 2 и промежуточного клеящего слоя 3.
Наружный слой 2 состоит из пленки, образующей "подложку", "которая обеспечивает следующие свойства устройства:
барьерные свойства (газонепроницаемость, водо- паронепроницаемость, непроницаемость для запахов, и т.п.);
механические свойства (жесткость, устойчивость к проколам, устойчивость к выбросам и т.п.);
термостойкость (способность выдерживать жару, холод и экструзионное ламинирование и т.п.);
инертность по отношению к окружающей среде;
стабильность размеров, что особенно важно при печатании текстов и/или изображений;
оптические свойства, такие как глянец;
способность выдерживать машинную обработку.
Наружный слой может быть образован гибкой или жесткой пленкой в зависимости от типа контейнера C, в частности в зависимости от типа упаковки.
Сварной слой 1 предназначен для того, чтобы герметизировать контейнер C. Тип этого слоя 1 выбирают в зависимости от следующих характеристик:
способность материала слоя привариваться к самому себе или к другому материалу;
как можно более широкий круг материалов, к которым может привариваться слой 1, расширяет возможности использования этого материала в самых различных машинах;
возможность приваривать этот материал к загрязненным участкам, например к участкам, загрязненным жирами;
химическая устойчивость к продуктам, запакованным в контейнер C.
Сварной слой 1 легко открывается, что позволяет просто открывать контейнер C. Эта легкость отрыва достигается, например, когда в качестве сварного слоя 1, используют тонкую пленку, имеющую толщину приблизительно в 20 мкм, или при использовании более толстой пленки, обладающей свойством легко открываться, а этого свойства можно добиться, например, путем изменения параметров экструзии или путем добавки минеральных наполнителей. Согласно вышеуказанному материал пленки, образующий сварной слой 1, определяется в зависимости того, какой слой используется для приваривания края контейнера C, как будет объясняться ниже.
Клеящий слой 3 обеспечивает связь между наружным слоем 2 и сварным слоем 1. Клеящий слой 3 выбирают таким образом, чтобы устройство можно было повторно герметизировать после открывания благодаря почти постоянной липкости клеящего слоя, что объяснено ниже.
Клеящий слой 3 можно нанести, например, между наружным слоем 2 и сварным слоем 1 посредством:
экструзии (например, экструзии/ламинирования), которая предполагает экструзию горячей адгезивной смолы между пленками, которые образуют соответственно наружный слой 2 и сварной слой 1;
ламинирования, которое предполагает нанесение горячей адгезивной смолы на пленку, образующую наружный слой 2, перед каландрованием на нее сварного слоя 1.
Необходимо следить за тем, чтобы клеящий слой 3 осаждали при минимальной толщине слоя в 10 мкм. Помимо двух вышеописанных способов, может применяться любой другой способ нанесения клея, позволяющий добиться такого же результата.
Выбор адгезивного полимера очень важен для того, чтобы контейнер можно было эффективно повторно герметизировать после первого открывания.
Предпочтительный полимер представляет собой постоянно липкий акриловый полимер, который находится в твердом виде при комнатной температуре, и/или адгезив горячего расплава на основе термоэластопласта. Фиг. 6 иллюстрирует изменение вязкости (значения которой отложены по оси y и выражены в тысячах сантипуазов) акрилового полимера в зависимости от температуры (значения которой отложены по оси x и выражены в градусах Цельсия). Температура стеклования составляет 65oC, а температура плавления составляет от 70 до 80oC.
При использовании акрилового полимера качество адгезивного полимера можно проверить путем осаждения слоя адгезива в 50 мкм на пленку из полиэфира (под названием "милар") при температуре 180oC. Способ измерения состоит в том, что наносят вторую полиэфирную пленку (также изготовленную из милара) на полиэфирную пленку, покрытую этим слоем адгезива, и прикладывают определенное давление в 10 бар (10 • 105 Па) на площади 8 х 8 мм2 в течение заданного времени. Получена кривая "адгезии" (по оси y), представляющая собой зависимость от "времени контакта" (по оси x). Для того чтобы адгезивный полимер считался удовлетворительным, необходимо получить кривую, аналогичную кривой на фиг. 7, на которой адгезия, значения которой отложены по оси y, выражена в грамм-сила/см2, т.е. в 0,01 Н/см2. В частности, предпочтительно, если адгезив клеящего слоя выбран таким образом, чтобы обеспечить силу адгезии около 900 гс/см2 через 1 мин контакта и около 1100 гс/см2 через 7 мин контакта, причем сила адгезии определена для 50 мкм слоя адгезива, сжатого между двумя слоями полиэфира под давлением 10•105 Па, приложенным на участке 8 х 8 см.
Полученная сила адгезии позволяет повторно герметизировать контейнер после открывания и обеспечивать при этом его целостность.
График на фиг. 8 иллюстрирует изменение в усилии, которое вызывает в акриловом полимере нарушение связи между двумя полиэфирными пленками, которые использовали в ходе испытания качества продукции, в зависимости от времени, которое выражено в неделях и отложено по оси x. Усилие, которое вызывает нарушение связи и значения которого отложены по оси y, выражено в ньютонах/см. Наличие практически горизонтального участка кривой через неделю демонстрирует постоянную липкость полимера. Таким образом удалось показать, что сила адгезии не ухудшается со временем.
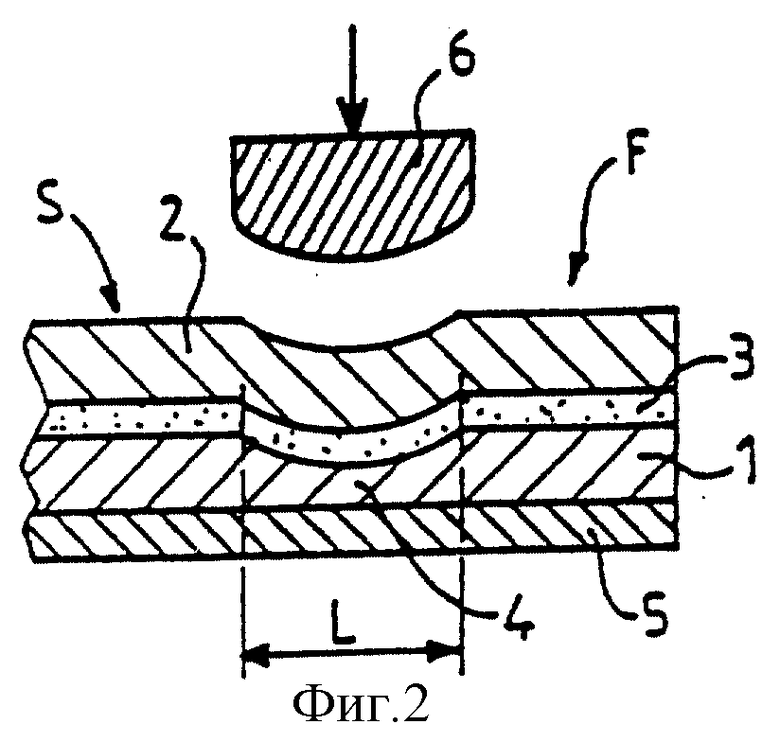
Чтобы герметизировать контейнер C, устройство S, ограниченное листом F, имеющим по меньшей мере три слоя, приваривают в виде шва 4 (фиг. 2) шириной L к краю пленки 5, которая может быть гибкой или жесткой, в зависимости от типа контейнера C. Пленка 5 может быть гибкой, например, если контейнер C состоит из гибкого мешочка; пленка 5 может быть жесткой, например, если контейнер C состоит из поддона, как будет описано ниже (фиг. 4 и 5).
Параметры сварки (давление, температура и время) устанавливают в зависимости от природы сварного слоя 1 и слоя для объединенной сварки на пленке 5. Сварку выполняют при помощи нагретого инструмента 6, пригодного для прижатия листа F к пленке 5 в области шва 4. Лист F быстро деформируется во время сварки, что приводит к постоянным деформациям, остающимся после удаления инструмента 6. Вследствие природы наружного слоя 2 он не плавится и мало подвержен деформации. С другой стороны, сварной слой 1 претерпевает максимальную деформацию, поскольку он плавится и поскольку сварной инструмент 6 оказывает давление на этот слой. То же самое относится к клеящему слою 3. Связь между сварным слоем 1 и клеящим слоем 3 в области шва 4 таким образом ослабляется.
Параметры сварки и параметры, относящиеся к связи между клеящим слоем 3 и сварным слоем 1, а также к наружному слою 2, выбирают таким образом, чтобы сварное соединение между швом 4 сварного слоя и краем пленки 5 контейнера имело большую прочность при отрывании, чем сила адгезии между сварным слоем 1 и клеящим слоем 3. Более того, клеящий слой 3 сильно прилипает к наружному слою 2.
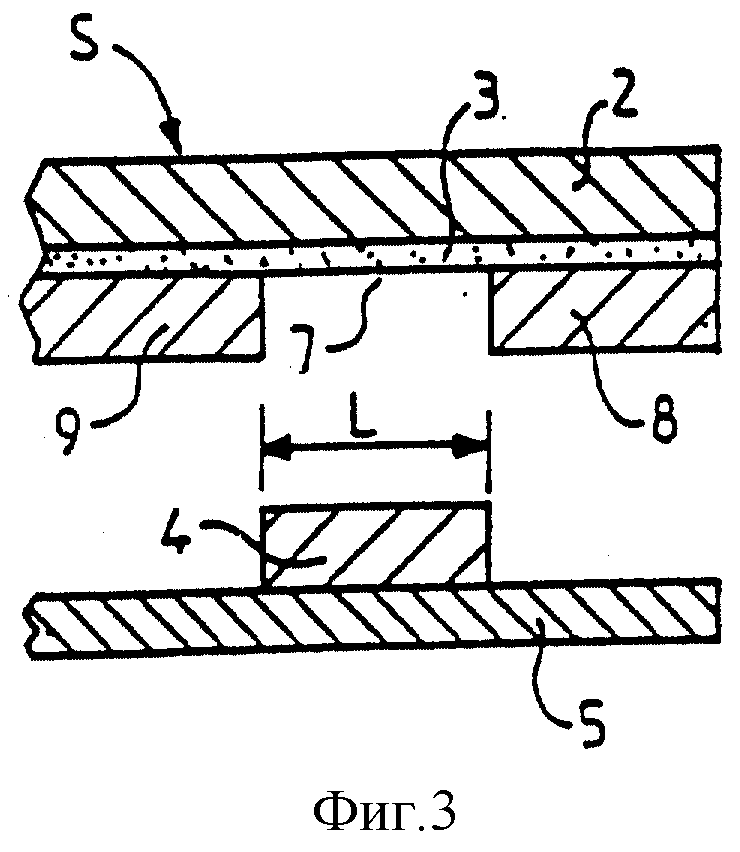
В этих условиях при первом открывании отверстия контейнера, когда лист F отрывают от пленки 5 контейнера, шов 4 сварного слоя остается на месте вокруг края пленки 5, как показано на фиг. 3, и отделяется от остального сварного слоя 1 и от клеящего слоя 3, причем последний остается неприкрытым на участке 7, соответствующему буртику 4.
Шов 4 лежит между наружной границей и внутренней границей края пленки 5 таким образом, что неприкрытый участок 7 слоя 3 находится между наружной полосой 8 и внутренней полосой 9 сварного слоя, которые продолжают защищать клеящий слой.
После открывания контейнера C в первый раз его можно опять запечатать путем прижатия неприкрытого участка 7 клеящего слоя к шву 4 сварного слоя, который остался на месте вокруг края пленки 5 контейнера. Клеящий слой 3 прилипает к этой части 4 сварного слоя, и целостность упаковки восстанавливается. Эту операцию можно повторить несколько раз, причем система не будет претерпевать деградации.
Возвращение на место пленок в области сварки можно облегчить, если взять для наружного слоя 2 листа F пленку-"подложку", обеспечивающую хорошую жесткость. Адгезия между обнаженным участком 7 клеящего слоя и швом 4 сварного слоя, который остался вокруг края контейнера, будет тем выше, чем более высокое давление было применено при повторной герметизации.
Слои, из которых состоит лист F, могут быть прозрачными, благодаря чему весь лист F можно сделать прозрачным для тех случаев, когда желательно, чтобы был виден продукт, упакованный внутри контейнера.
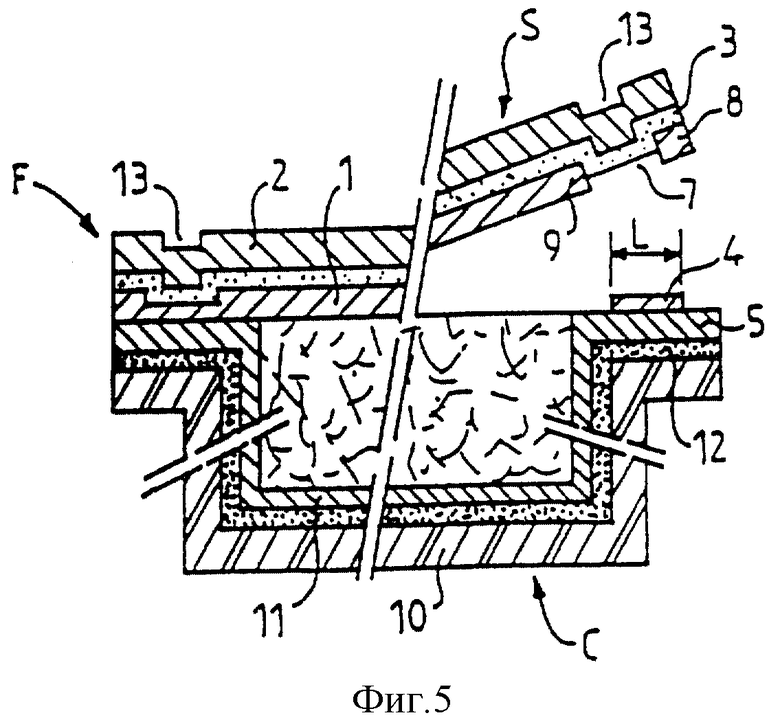
Фиг. 4 и 5 иллюстрируют один вариант изготовления контейнера C, состоящий из упаковки, предназначенной для нарезания бекона в атмосфере газа. Упаковка состоит из:
герметизирующего устройства S, которое называется также крышкой, выполненного в соответствии с изобретением;
нижнего контейнера C, состоящего из термоформованной пленки в форме корпуса для заполнения нарезанным беконом перед герметичным закрыванием упаковки.
Герметизирующее устройство S состоит из:
наружного слоя 2, изготовленного из двуосно ориентированного полиэфира, имеющего толщину 50 мкм;
клеящего слоя 3, изготовленного из акрилового полимера, описанного выше, или из слоя на основе термопластического эластомера толщиной 10 мкм;
сварного слоя 1, изготовленного из полиэтилена высокой плотности толщиной 20 мкм.
Это устройство изготовлено на машине, известной под названием "Hot Melt".
Акриловый полимер или адгезив горячего расплава на основе термопластического эластомера наносили при температуре 180oC на 50 мкм двуосно ориентированную полиэфирную пленку, образующую наружный слой 2. Скорость линии регулировали таким образом, чтобы осаждать акриловый полимер до толщины 10 мкм. Затем 20-микрометровую пленку из полиэтилена высокой плотности, образующую сварной слой 1, накатывали на клеящий слой 3 под давлением около 10 бар (10•105Па). Полученный таким образом трехслойный лист F сворачивали в рулон и хранили в течение семи дней перед использованием (период стерилизации).
Пленка, используемая для изготовления контейнера C, состоит из жесткой ПВХ (поливинилхлоридной) пленки 10 толщиной 450 мкм, ламинированной к пленке 11 из линейного полиэтилена толщиной 50 мкм, причем эта пленка 11 находится на внутренней стороне контейнера. Ламинирование можно осуществить при помощи слоя 12 из двухкомпонентного полиуретанового клея в среде растворителя толщиной приблизительно 2 мкм.
Операцию упаковки осуществляли на термоформовочной машине путем создания в периферийной области 13 сварного шва, имеющего ширину L в 5 мм, причем можно было заново вводить газ.
Параметры термоформования для нижней жесткой пленки, образуемой слоями 10-11-12, были следующими:
температура предварительного нагрева 150oC, длительность нагрева 1,7 с;
давление ламинирования пленки 1,8 бар (1,8 • 105Па);
время формования 1,7 с;
давление формования 2,8 бар (2,8 • 105Па);
глубина формования 20 мм.
Параметры приваривания листа F к краю 5 термоформованного корпуса контейнера были:
температура 150oC;
давление 4,5 бар (4,5 • 105Па);
время 2 с.
Следует отметить, что параметры могут варьироваться в зависимости от того, какая термоформовочная машина была использована. Большие или меньшие допуски при измерении параметров зависят от типа используемой машины.
Измерения проводили на поддонах, соответствующих контейнеру C, показанному на фиг. 4 и 5.
Перед сваркой сила адгезии между наружным слоем 2 из двуосно ориентированного полиэтилентерефталата и сварным слоем 1 из полиэтилена высокой плотности составляла 10 H/15 мм.
После приваривания шва 4 к краю пленки 5 термоформованного корпуса усилие, которое необходимо приложить для отрывания пленки с целью открыть контейнер, составляло около 15 H/15 мм.
После возврата герметизирующего устройства на место в области сварного соединения на шве 4, который остался прикрепленным к краю 5, сила адгезии составляла 6 H/15 мм, и оставалась постоянной в течение десяти пробных операций открывания-закрывания. Упаковку помещали в холодильник при температуре 4oC на семь дней и после этого никакого нарушения связи листа F герметизирующего устройства с краем пленки 5 контейнера отмечено не было.
Другие примеры устройства по изобретению даны ниже.
I) Наружный слой 2, изготовленный из двуосно ориентированного полиамида толщиной 15 мкм;
клеящий слой 3, изготовленный из акрилового полимера или клея-расплава на основе термоэластопласта толщиной 10 мкм;
сварной слой 1, изготовленный из полиэтилена высокой плотности толщиной 20 мкм.
II) Наружный слой 2, изготовленный из жесткого ПВХ (толщиной 400 мкм)/полиуретановый клей (2 мкм) /двуосно ориентированный полиэтилентерефталат (толщиной 12 мкм);
клеящий слой 3: акриловый полимер толщиной 10 мкм;
сварной слой 1: полиэтилен высокой плотности толщиной 20 мкм.
III) Наружный слой 2, изготовленный из аморфного полиэтилентерефталата (толщиной 400 мкм) /полиуретановый клей (толщиной 2 мкм) /двуосно ориентированный полиэтилентерефталат (толщиной 12 мкм);
клеящий слой 3: акриловый полимер или адгезив горячего расплава на основе термопластического эластомера слоями толщиной по 10 мкм;
сварной слой 1: полиэтилен высокой плотности толщиной 20 мкм.
Таким образом, настоящее изобретение предлагает контейнер, в частности упаковку, который легко открыть, а затем герметично закрыть, обеспечивая целостность упаковки. Настоящее изобретение можно применять в отношении упаковок любого типа, имеющих по меньшей мере один участок сварки. Если слои, из которых состоят герметизирующее устройство и контейнер, изготовлены из материалов, которые допускаются к контактированию с пищей, то они могут применяться для упаковки продуктов питания.
Многослойное герметизирующее устройство S можно использовать в любых упаковочных машинах, где применяется по меньшей мере один сварной шов. В отличие от известных технических решений, таких как запоры, образуемые механическим взаимодействием крючков, настоящее изобретение не требует модификации упаковочного оборудования, поскольку многослойное герметизирующее устройство имеет вид простой пленки и не требует дополнительных приспособлений, таких как крючки в форме язычков/полос с канавками, или клеящих полос. До открытия упаковка сохраняет все свои механические и барьерные свойства, необходимые для правильного хранения упакованного продукта.
Группа изобретений относится к упаковке различных продуктов в контейнеры. Герметизирующее устройство для контейнера включает лист, состоящий по меньшей мере из трех слоев, а именно сварного слоя, прижатого и приваренного с образованием шва к краю отверстия, наружного слоя, образующего барьер, и промежуточного клеящего слоя. Сварное соединение между швом сварного слоя и краем отверстия обладает прочностью на отрыв большей, чем сила адгезии между сварным слоем и клеящим слоем. При первом открывании отверстия приваренный шов остается на месте вокруг края отверстия и отделяется от остального сварного слоя и от клеящего слоя. За счет того, что клеящий слой открывается на участке шва, обеспечивается возможность повторного герметичного закрывания контейнера путем прижатия указанного открытого участка к шву. 3 с. и 25 з.п. ф-лы, 8 ил.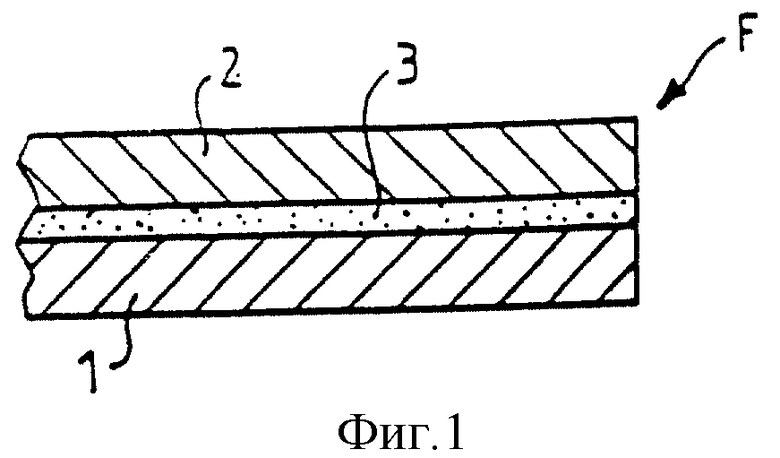
| Бокс видеокамеры наблюдения, размещаемый в дробеструйной установке внутри дробеструйной камеры | 2018 |
|
RU2669607C1 |
| DE 3613155 A1, 05.11.1987 | |||
| Упаковка для жидких и/или твердых загружаемых материалов | 1990 |
|
SU1838201A3 |

