Изобретение относится к изделию из магния или магниевых сплавов с обработанной поверхностью, способу подготовки поверхности изделия из магния или магниевых сплавов и способу покрытия такого изделия. В частности, настоящее изобретение относится к способу подготовки поверхности изделия из магния или магниевых сплавов (далее именуемого "изделие из магния"), с использованием которого можно в один этап осуществить обезжиривание и обработку изделия из магния путем химического превращения, и к способу покрытия изделия из магния, которое выполняется в комбинации с указанной выше подготовкой поверхности.
Корпуса электронно-лучевых трубок, используемые в бытовых приборах, таких как телевизионные приемники, текстовые процессоры, персональные компьютеры и т.д., с точки зрения прочности и простоты производства изготовлены из пластических материалов. Однако в свете охраны окружающей среды возникают некоторые тенденции в направлении замещения пластических материалов материалами, которые можно легко регенерировать.
В случае плазменных дисплеев, которые активно разрабатываются в качестве дисплеев, желательно изготавливать их корпуса из материалов, имеющих высокие экранирующие эффекты от электромагнитного излучения.
Таким образом, возможно изготовление корпусов из металлов. Металлические корпуса должны удовлетворять различным требованиям, например иметь легкий вес, достаточную прочность, не вызывать загрязнения окружающей среды, обладать хорошей устойчивостью к коррозии и т.д. Металлы, которые удовлетворяют таким требованиям, включают магний и его сплавы.
При использовании магния и его сплавов в качестве материалов корпусов корпуса подлежат покрытию для улучшения их внешнего вида. Однако для улучшения адгезии покрытий и увеличения устойчивости к коррозии поверхности корпусов должны быть подготовлены (предварительно обработаны).
До настоящего времени подготовка поверхности изделий из магния проводилась с помощью способа, предусмотренного японским промышленным стандартом, или методом DOW, при котором используются соединения хрома. Поскольку соединения хрома являются токсичными соединениями, сточная вода, содержащая соединения хрома, не может дренироваться в канализационные коллекторы без последующей обработки с использованием совершенных технологий.
В патенте JP-A-6-330341 в качестве способа подготовки поверхности изделий из магния или его сплавов раскрыт способ без применения соединений хрома, способ с применением обрабатывающей жидкости фосфата цинка, содержащей ионы цинка, ионы марганца, фосфат-ионы, соединение, содержащее фтор, и ускоритель химического превращения пленки.
Однако этот способ недостаточно безвреден для окружающей среды, поскольку обрабатывающая жидкость содержит тяжелые металлы, такие как цинк и марганец, а также фторид-ионы, которые затрудняют обработку сточной воды.
В патенте JP-A-6-116740 раскрыт способ обработки поверхности, включающий обработку изделия из магниевого сплава, содержащего алюминий, раствором пирофосфатной соли, а затем - раствором гидроксида щелочного металла.
Этот способ хорош, поскольку в нем не используются ни токсические материалы, ни тяжелые металлы, но он является экономически невыгодным способом, т.к. является многоступенчатым процессом.
В патенте JP-A-5-516790 раскрыт способ образования защитного покрытия с помощью анодизации, включающий этапы погружения изделия из магния или его сплавов в слабо щелочной водный раствор электролита, содержащий анионы бората или сульфата, фосфорную кислоту и ионы фторида или хлорида, и отложения фосфата магния и фторида или хлорида магния на поверхности изделия из магния или его сплава при пропускании через изделие постоянного тока.
Этот способ не является безвредным для окружающей среды, поскольку он предусматривает фторид-ионы, которые затрудняют обработку сточной воды. Кроме того, этот способ не имеет преимущества с точки зрения затрат, поскольку для подачи постоянного тока он требует применения таких устройств как выпрямители, электроды и т.д.
Патент США 4349390 описывает двухстадийную активацию поверхности изделий из магния до химического осаждения цинкового осадка. Сначала поверхность изделия из магния обрабатывают раствором щавелевой кислоты с последующей обработкой пирофосфатом щелочного металла.
Поверхности изделий из магния, которые изготавливаются с помощью литья под давлением или тиксоформовки, загрязнены высвобождающими агентами, оксидными пленками, пластичными смазочными материалами и т.д. Таким образом, для регулировки состояния поверхности необходимо удалить такие загрязняющие вещества. С этой целью перед химическим превращением поверхности обезжиривают, их протравливают или подвергают регулировке поверхности.
Эти способы обработки имеют недостатки, такие как большое число этапов обработки, позиций для регулировки жидкостей, большие объемы сточной воды и т. д. Кроме того, реакционные жидкости содержат много материалов, контролируемых с точки зрения защиты окружающей среды и, таким образом, вызывают опасения нагрузка на удаление сточной воды и влияние на окружающую среду.
Одной задачей настоящего изобретения является обеспечение изделия из магния с обработанной поверхностью, имеющего хорошую устойчивость к коррозии, на котором с хорошей адгезией могут быть образованы покрытия.
Другой задачей настоящего изобретения является обеспечение способа для подготовки поверхности изделия из магния, а также способа покрытия изделия из магния, который уменьшил бы количество этапов процесса, улучшил бы устойчивость изделия из магния к коррозии и оказывал бы меньшее влияние на окружающую среду.
Указанные выше и другие задачи могут решаться с помощью
(1) изделия из магния или его сплава, имеющего поверхностный слой, который содержит конденсированный магнием фосфат и фосфат магния,
(2) способа подготовки поверхности изделия из магния или его сплава, включающий обработку изделия обрабатывающей жидкостью, содержащей
от 1000 до 20000 млн.д. ионов щелочного металла,
от 1000 до 50000 млн.д. ионов конденсированного фосфата
и
от 100 до 20000 млн.д. ионов бората,
и имеет рН, по меньшей мере, 8, и
(3) способа покрытия изделия из магния или его сплава, включающего этапы:
- обработки изделия обрабатывающей жидкостью, содержащей
от 1000 до 20000 млн.д. ионов щелочного металла,
от 1000 до 50000 млн.д. ионов конденсированного фосфата и
от 100 до 20000 млн.д. ионов бората, и имеет рН, по меньшей мере, 8,
- удаления изделия из обрабатывающей жидкости,
- промывания изделия водой,
- сушки промытого изделия и
- покрытия высушенного изделия.
Изделия, подлежащие обработке с помощью способа настоящего изобретения, представляют собой изделия, изготовленные из магния или его сплавов. В частности, такими изделиями являются корпуса электронно-лучевых трубок дисплеев для телевизионных приемников, текстовых процессоров, персональных компьютеров, но не ограничиваются ими.
Такие изделия могут изготавливаться с помощью любых обычных способов, например обшивки, литья под давлением и им подобных.
Композиции магниевых сплавов не ограничены, и в настоящем изобретении могут использоваться любые магниевые сплавы, которые используются в промышленности.
Предпочтительные примеры магниевых сплавов включают магниевые сплавы, содержащие алюминий (например, AZ-91A, В и D и т.д.).
Примеры конденсированных фосфатов, которые содержатся в обрабатывающей жидкости, используемой в способе настоящего изобретения, включают соли полифосфорной кислоты, метафосфорной кислоты и ультрафосфорной кислоты. Среди них предпочтительна полифосфорная кислота, имеющая формулу: Мn+2РnО3n+1, в которой n = 2, 3, 4, ---, в частности полифосфорная кислота этой формулы, в которой n равно 3.
Диспергируемость полифосфатов в воде уменьшается по мере увеличения молекулярного веса полифосфорной кислоты. Когда молекулярный вес полифосфорной кислоты слишком низкий, функции конденсированного фосфата, которые используются в настоящем изобретении, например, свойства разделения, буферные свойства, диспергирующие свойства и т.д., могут ухудшиться.
Конденсированная фосфорная кислота имеет тенденцию к гидролизу в водной среде в нейтральной или кислой среде с образованием ортофосфорной кислоты через триполифосфорную кислоту и пирофосфорную кислоту. Скорость гидролиза зависит от рН и температуры. Т.е. скорость гидролиза возрастает по мере понижения рН или по мере подъема температуры. Таким образом, обрабатывающая жидкость, используемая в настоящем изобретении, имеет рН, по меньшей мере, 8, предпочтительно в диапазоне от 8 до 11, и температура обработки составляет предпочтительно 70oС или менее.
При использовании среди различных свойств конденсированной фосфорной кислоты свойств разделения изделия из магния могут слегка протравливаться. Поверхности изделий из магния могут очищаться с помощью протравливания конденсированной фосфорной кислотой и очищающих эффектов необязательно применяемых поверхностно-активных веществ. Количество протравленного материала изделий из магния увеличивается по мере возрастания концентрации конденсированных фосфатов и продления времени обработки.
В случае магниевых сплавов при избыточном протравливании поверхности изделий из магниевых сплавов поверхность изделий из магния покрывают грязные пятна, т. е. оксиды и гидроксиды алюминия, цинка и т.д., и, таким образом, может нарушаться адгезия покрытий к поверхности.
Если количество протравленного материала изделий из магния слишком велико, размер изделий из магния избыточно изменяется, так что способ настоящего изобретения не может быть адаптирован для применяемых в настоящее время прецизионных деталей. Если количество протравленного материала изделий из магния слишком мало, поверхности изделий из магния могут быть недостаточно очищенными.
Оптимальное количество протравленного материала составляет от 0,1 до 20 г/м2, предпочтительно от 0,5 до 10 г/м2. Количество протравленного материала не ограничивается указанным выше диапазоном, поскольку оно зависит от состояния поверхности изделий из магния.
Как описано выше, конденсированная фосфорная кислота в водной среде подвергается гидролизу с образованием триполифосфорной кислоты и пирофосфорной кислоты и, в конце концов, ортофосфорной кислоты. Части пирофосфорной кислоты и ортофосфорной кислоты, которые представляют собой продукты, подвергнутые гидролизу, вступают в реакцию с магнием с образованием пленки конденсированного магнием фосфата и фосфата магния. Эта образованная химическим путем пленка повышает устойчивость изделий из магния к коррозии и адгезию покрытий к изделиям из магния.
Количество такой пленки составляет, по меньшей мере, 5 мг/м2, предпочтительно в диапазоне от 10 до 100 мг/м2 из расчета на Р (фосфор).
Как описано выше, концентрация ионов конденсированного фосфата находится в диапазоне от 1000 до 50000 млн.д., предпочтительно в диапазоне от 3000 до 30000 млн. д. При концентрации ионов конденсированного фосфата менее 1000 млн. д. эффект протравливания низкий, и обрабатывающая жидкость имеет тенденцию легко окисляться. Если концентрация ионов конденсированного фосфата превышает 50000 млн.д., количество протравленного материала становится избыточным, и адгезия покрытий имеет тенденцию уменьшаться, поскольку грязные пятна (оксиды и гидроксиды алюминия, цинка и т.д.) покрывают поверхность изделий из магния. Кроме того, слишком высокая концентрация ионов конденсированного фосфата имеет недостаток с точки зрения затрат.
В соответствии с настоящим изобретением для повышения устойчивости изделий из магния к коррозии и подавления гидролиза ионов конденсированного фосфата обрабатывающая жидкость содержит ионы бората, которые обладают буферными свойствами.
Концентрация ионов бората находится в диапазоне от 100 до 20000 млн.д., предпочтительно в диапазоне от 500 до 10000 млн.д. При концентрации ионов бората менее 100 млн.д. достаточный буферный эффект не достигается. Если концентрация ионов бората превышает 20000 млн.д., дальнейшего улучшения эффекта может не быть, и поэтому такая избыточная концентрация с точки зрения затрат имеет недостатки.
Ионы щелочных металлов представляют собой противоионы по отношению к ионам конденсированного фосфата и к ионам бората и включают ионы натрия, ионы калия и т.д. Среди них в настоящем изобретении предпочтительны ионы натрия.
Концентрация ионов щелочных металлов зависит от концентрации ионов фосфата и ионов бората, рН и т.д. и в целом находится в диапазоне от 1000 до 20000 млн.д., предпочтительно в диапазоне от 5000 до 15000 млн.д.
При концентрации ионов щелочных металлов менее 1000 млн.д. становится невозможным поддержание рН в нужном диапазоне, и, таким образом, можно неблагоприятно воздействовать на устойчивость ионов конденсированного фосфата. При концентрации ионов щелочных металлов, превышающей 20000 млн.д., дальнейшего улучшения эффектов может не произойти, и, таким образом, такая избыточная концентрация имеет недостатки с точки зрения затрат.
Обрабатывающая жидкость, используемая в настоящем изобретении, может содержать поверхностно-активные вещества (ПАВ), хелатообразующие агенты, пеноподавляющие агенты и т.д., которые содержатся в обычных обезжиривающих средствах в концентрации, подходящей для очистки и удаления загрязняющих материалов, таких как смазки или высвобождающие агенты, которые прилипают к изделиям из магния, секвестрируют твердые водные компоненты, подавляют пенообразование и т.д.
Поверхностно-активные вещества могут использоваться в качестве средств, улучшающих очистку от смазывающих веществ и т.д., и вносят вклад в придание свойств проникающей, эмульсифицирующей и диспергирующей способности.
Поверхностно-активные вещества, подлежащие использованию в настоящем изобретении, включают (а) неионные ПАВ, (b) анионные ПАВ, (с) катионные ПАВ и (d) амфолитные ПАВ.
Концентрация ПАВ не ограничена, поскольку она зависит от состояния поверхности изделий из магния, способов обработки и т.д. Такая концентрация обычно находится в диапазоне от 10 до 20000 млн.д., предпочтительно в диапазоне от 500 до 1000 млн.д.
При концентрации ПАВ менее 10 млн.д. может снизиться эмульсифицирующая и дисперсионная способность смазывающих веществ и может нарушиться адгезия покрытий к изделиям. Если концентрация ПАВ превышает 2000 млн.д., дополнительного улучшения эффектов может не произойти и, таким образом, такая избыточная концентрация имеет недостатки с точки зрения затрат.
Предпочтительными, но не ограничивающими примерами ПАВ являются следующие:
(а) Примеры неионных ПАВ включают полиоксиэтиленалкиловые эфиры (имеющие в алкильной группе от 6 до 16 атомов углерода), полиоксиэтиленполиоксипропиленалкиловые эфиры (имеющие в алкильной группе от 6 до 16 атомов углерода), полиоксиэтиленалкилариловые эфиры (имеющие в алкильной группе от 6 до 16 атомов углерода и арильную группу, являющуюся обычно фенильной группой), этиленполиоксипропиленалкилариловые эфиры (имеющие в алкильной группе от 6 до 16 атомов углерода и арильную группу, являющуюся фенильной группой), полиоксиэтиленалкиламиновые эфиры (имеющие в алкильной группе от 6 до 16 атомов углерода), полиоксиэтиленсорбитановые сложные эфиры высших жирных кислот (обычно моноэфиры; причем высшие жирные кислоты представляют собой насыщенную или ненасыщенную С12-C18 одноосновную жирную кислоту), полиоксиэтиленалканоаты- оксиэтилированные жирные кислоты (моно- или диэфиры, причем высшие жирные кислоты представляют собой насыщенную или ненасыщенную C12-C18 одноосновную жирную кислоту), сополимеры этиленоксида-пропиленоксида и им подобные.
Примерами неионных ПАВ, которые особенно эффективны в целях очистки, являются
полиоксиэтиленгексиловые эфиры
полиоксиэтиленоктиловые эфиры
полиоксиэтилендециловые эфиры
полиоксиэтиленлауриловые эфиры
полиоксиэтиленоктилфениловые эфиры
полиоксиэтиленнонилфениловые эфиры
полиоксиэтилендецилфениловые эфиры
сополимеры этиленоксида-пропиленоксида,
полиоксиэтиленполиоксипропиленнонилфениловые эфиры и т.д.
Неионные ПАВ могут использоваться независимо или в комбинации из двух или более.
(b) Примеры анионных ПАВ включают соли высших жирных кислот (причем обычно высшая жирная кислота представляет собой насыщенную или ненасыщенную C12-C18 одноосновную жирную кислоту), алкилсульфаты (имеющие в алкильной группе от 12 до 18 атомов углерода), алкилбензолсульфонаты (имеющие в алкильной группе от 11 до 15 атомов углерода), алкилнафталинсульфонаты (имеющие в алкильной группе 4 атома углерода), диалкилсульфосукцинаты (имеющие в двух алкильных группах всего от 10 до 20 атомов углерода), алкилфосфаты (имеющие в алкильной группе от 12 до 18 атомов углерода), конденсированные формалином нафталинсульфонаты, полиоксиэтиленалкилсульфонаты (имеющие в алкильной группе 8 или 9 атомов углерода), полиоксиэтиленалкилфенилсульфонаты (имеющие в алкильной группе 8 или 9 атомов углерода) и т.д.
Указанные выше анионные ПАВ в виде солей обычно представляют собой соли щелочных металлов. Среди них предпочтительными являются соли натрия.
Анионные ПАВ могут использоваться независимо или в комбинации из двух или более.
(c) Примеры катионных ПАВ включают алкиламинацетаты, алкиламингидрохлориды, соли четвертичного аммония и т.д.
(d) Примеры амфолитных ПАВ включают алкилдиметиламиноксиды, алкилкарбоксиметилгидроксиэтилиммидазорийбетаины, алкиламинкарбоксилаты и т.д.
Катионные или амфолитные ПАВ могут использоваться независимо или в комбинации из двух или более.
Обрабатывающая жидкость, которую предполагается использовать в настоящем изобретении, может дополнительно содержать хелатообразующие агенты для улучшения чистящих воздействий обрабатывающей жидкости.
Концентрация хелатообразующих агентов не ограничена, поскольку она зависит от жесткости воды, которую предстоит использовать. Концентрация хелатообразующих агентов обычно находится в диапазоне от 10 до 2000 млн.д., предпочтительно в диапазоне от 500 до 1000 млн.д. При концентрации хелатообразующих агентов, превышающей 2000 млн.д., дополнительного улучшения эффектов может не произойти и, таким образом, такая избыточная концентрация имеет недостатки с точки зрения затрат.
Предпочтительные, но не ограничивающие примеры хелатообразующих агентов включают аминокарбоновые кислоты (например, нитрилтриуксусную кислоту, этилендиаминтетрауксусную кислоту, этилендиаминдиуксусную кислоту, триэтилентетрамингексауксусную кислоту и т.д.) и их соли, такие как соли щелочных металлов (например, натриевые соли, калиевые соли и т.д.), соли аммония и соли низших алкиламинов (например, соли триэтиламина); и оксикарбоновые кислоты (например, оксиянтарная кислота, лимонная кислота, глюконовая кислота, гептоглюконовая кислота и т.д.) и их соли, такие как соли щелочных металлов (например, натриевые соли, калиевые соли и т.д.) и соли низших алкиламинов (например, соли триэтиламина).
Среди них предпочтительными являются оксикарбоновые кислоты и их соли, в частности соли щелочных металлов.
Хелатообразующие агенты могут использоваться независимо или в комбинации из двух или более.
Пенопонижающие агенты добавляются для подавления пенообразования в процессе очистки. Концентрация пенопонижающих агентов не ограничена, поскольку она зависит от способа обработки, такого как распыление, погружение и т.д. Концентрация пенопонижающих агентов обычно находится в диапазоне от 10 до 2000 млн. д. , предпочтительно в диапазоне от 500 до 1000 млн.д. При концентрации пенопонижающих агентов, превышающей 2000 млн.д., дополнительного улучшения эффектов может не произойти и, таким образом, такая избыточная концентрация имеет недостатки с точки зрения затрат.
Пенопонижающие агенты предпочтительно имеют низкую растворимость в воде и могут легко диспергироваться в воде или отделяться от воды. Примеры таких пенопонижающих агентов включают сорбитаны - моноэфиры высших жирных кислот, причем высшая жирная кислота представляет собой насыщенную или ненасыщенную C12-C18 одноосновную жирную кислоту, сорбитаны - триэфиры высших жирных кислот (причем высшая жирная кислота представляет собой насыщенную или ненасыщенную C12-C18 одноосновную жирную кислоту), аддукты нонилфенола и нескольких молей этиленоксида, сополимеры этиленоксида-пропиленоксида, имеющие небольшое число присоединенных молекул этиленоксида, полиоксиэтиленполиоксипропиленовые простые эфиры многоатомных спиртов, имеющие небольшое число присоединенных молекул этиленоксида, и т.д.
Пенопонижающие агенты могут использоваться независимо или в комбинации из двух или более.
Предварительная обработка поверхности изделия из магния обрабатывающей жидкостью может проводиться путем взаимодействия обрабатывающей жидкости с поверхностью. Например, предварительная обработка может проводиться путем погружения изделия в обрабатывающую жидкость, распыления обрабатывающей жидкости на изделие или комбинации погружения и распыления. Кроме того, может использоваться любой способ, который позволяет обрабатывающей жидкости вступать в контакт с поверхностью изделия.
При подготовке поверхности температура обычно находится в диапазоне от комнатной температуры (приблизительно от 20 до 25oС) до 80oС, предпочтительно в диапазоне от 40 до 70oС.
В случае распыления время распыления обычно составляет в диапазоне от 1 до 60 мин, предпочтительно в диапазоне от 2 до 15 мин.
В случае погружения изделие погружают в обрабатывающую жидкость так, что к поверхности изделия прилипало достаточное количество жидкости в течение времени, достаточного для обработки поверхности. Такое время погружения может подбираться специалистами в этой области.
После подготовки поверхности изделие из магния промывают водой, предпочтительно дважды или более, хотя изделие может промываться однократно.
Температура и время промывания не ограничены. Температура не так высока и предпочтительно кратковременное промывание, поскольку изделия из магния вступают в реакцию с водой даже в нейтральной воде с образованием хрупкого гидроксида магния. В принципе, промывание водой предварительно обработанных изделий из магния может проводиться по существу с помощью того же способа, что и способ, осуществляемый после химического превращения при обычной подготовке поверхности.
После промывания водой воде дают вытечь из изделий из магния, а затем изделия сушат как при обычной подготовке поверхности.
Поверхности изделий из магния, которые были подвергнуты описанной выше подготовке поверхности, имеют слой, включающий конденсированный магнием фосфат и фосфат магния.
После подготовки поверхности в соответствии с настоящим изобретением для дополнительного повышения устойчивости к коррозии может проводиться другая обработка химическим превращением. Такая обработка химическим превращением может проводиться с использованием фосфата натрия и т.д., как при обычных способах.
После подготовки поверхности и необязательной обработке химическим превращением на изделия из магния наносят покрытие.
Способ покрытия не ограничен и могут использоваться любые из обычных покрытий, такие как покрытия типа растворов, водные покрытия, порошкообразные покрытия и т. д. С точки зрения охраны окружающей среды предпочтительно покрытие электроосаждением или порошковое покрытие. В частности предпочтительно порошковое покрытие.
Можно покрывать все или часть поверхностей изделия из магния.
Например, в случае корпусов электронных или электрических приборов покрыта только наружная поверхность корпуса, тогда как внутренняя поверхность может оставаться непокрытой. В случае корпусов телевизионных приемников покрытие распыляется со стороны отверстия для установки экрана электронно-лучевой трубки так, что одновременно покрываются наружная и внутренняя поверхности.
При использовании обрабатывающей жидкости настоящего изобретения обезжиривание и химическое превращение изделий из магния могут проводиться в один этап. Таким образом, можно избежать промывания изделий водой, которое при обычных способах проводится между этапом обезжиривания и этапом химического превращения. Соответственно можно в значительной степени уменьшить общее время покрытия и общие затраты, включающие подготовку поверхности, и можно уменьшить количество воды, используемой для промывания. Поскольку уменьшается количество воды, используемой для промывания, можно снизить нагрузку на удаление сточной воды. Поэтому настоящее изобретение благоприятно для окружающей среды.
Примеры
Настоящее изобретение будет проиллюстрировано следующими примерами.
Примеры 1-6 и сравнительные примеры 1-6
Корпус для телевизора был изготовлен с помощью формовки магниевого материала (AZ 91D) и секторных затворов.
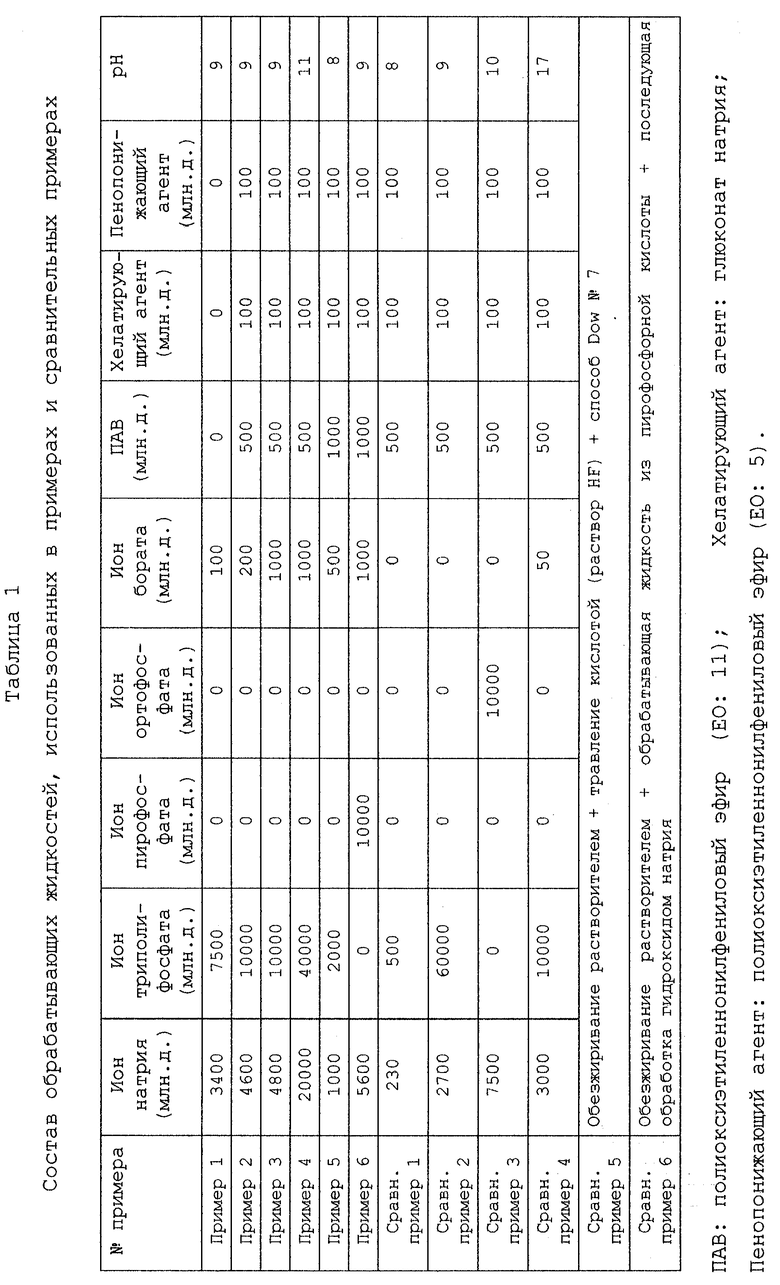
В примерах 1-6 и сравнительных примерах 1-4 водную жидкость, содержащую компоненты в концентрациях, показанных в таблице 1, распыляли на корпус при 60oС в течение 3 мин.
Детали способа обработки в сравнительном примере 5 были следующие.
Испытуемую деталь обезжиривали трихлорэтиленом, на 1 мин погружали в 3% водный раствор фтористого водорода, промывали водой, а затем погружали в раствор по способу Dow 7, содержащий 150 г/л дихромовой кислоты и 2,5 г/л фтористого магния, при температуре 95oС или выше на 30 мин.
Детали способа обработки в сравнительном примере 6 были следующие.
Испытуемую деталь обезжиривали трихлорэтиленом, на 3 мин погружали в раствор пирофосфата натрия (30 г/л) при 30oС, промывали водой, а затем на 3 мин погружали в раствор гидроксида натрия при 30oС.
Корпус, который был обработан с помощью описанного выше способа, в течение 3 мин ополаскивали, орошая водой при комнатной температуре, а затем промывали чистой водой при комнатной температуре. Затем корпус в течение 10 мин сушили горячим воздухом при 200oС.
В последующем на корпус наносили порошковое покрытие, содержащее средство против ржавчины и ускоритель отвердения ("HAMMERTON SILVER", изготовленный OHASHI Chemical Industries, Ltd; покрытие на основе эпоксидной смолы полиэфирной смолы), обжигали и сушили в течение 10 мин при 200oС. Таким образом, получали пленку покрытия, имеющую толщину приблизительно 80 мкм.
После химического превращения поверхности и покрытия поверхности корпуса были подвергнуты следующим измерениям и испытаниям:
1) Количество протравленного материала
Разность между весом корпуса перед обработкой и весом после обработки определяли как количество протравленного материала.
2) Отложившееся количество фосфора
Отложившееся количество фосфора в образовавшемся слое измеряли с помощью рентгеновского флуоресцентного анализа.
3) Количество остаточного углерода
Количество остаточного углерода измеряли для оценки остатка высвобождающего агента.
Прибор: ТОС-500А, изготовленный SHIMADZU Corporation
Температура в печи: 500oС
4) Первоначальная адгезия
Испытание путем поперечного разреза выполняли в соответствии со стандартом JIS К 5400, и первоначальную адгезию пленки покрытия оценивали по количеству оставшихся поперечно разрезанных кусков. Процентная доля оставшихся кусков 90% или более расценивалась как "ПРОХОЖДЕНИЕ".
5) Испытание с солевым аэрозолем
В соответствии со стандартом JIS К 5400 пленку разрезали для достижения лежащего в основании металла, за один цикл на пленку покрытия в течение 8 ч распыляли аэрозоль 5% солевого раствора и распыление прерывали на 16 ч при 35oС. Это орошение и перерыв орошения повторяли 3 цикла. Затем проводили оценку состояния пленки покрытия в соответствии со следующими критериями:
А: Не были обнаружены ни коррозия, ни отслойка пленки покрытия.
В: Были обнаружены участки коррозии менее 2 мм и отслойка пленки покрытия.
С: Были обнаружены участки коррозии размером 2 мм или более и отслойка пленки покрытия.
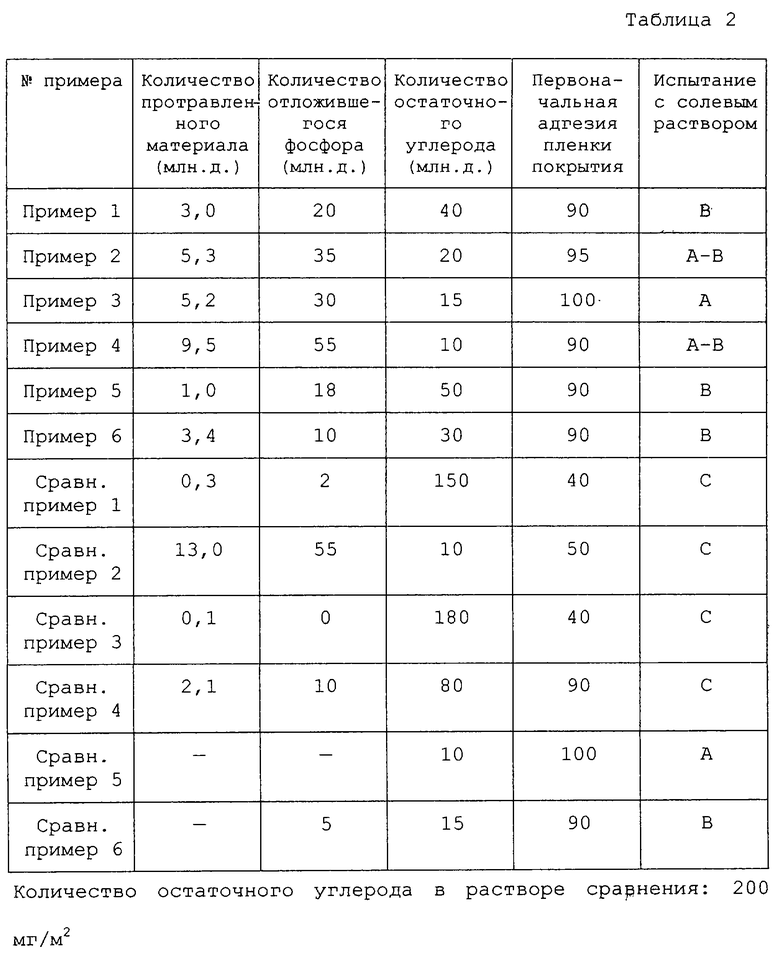
Результаты обобщены в таблице 2.
В примерах 1-6, в которых использовался способ подготовки поверхности настоящего изобретения, отложившееся количество фосфора составило 10 мг/м2 или более, количество остаточного углерода было гораздо меньше, чем 100 мг/м2, и первоначальная адгезия пленок покрытия и результаты испытания с солевым аэрозолем были хорошими.
Результаты сравнительных примеров 1-6
Сравнительный пример 1
Количество протравленного материала было небольшим и, таким образом, свойства очищения поверхности изделий из магния были плохими, поскольку концентрация ионов конденсированного фосфата была низкой. Кроме того, и первоначальная адгезия пленки покрытия, и результат испытания с солевым аэрозолем были плохими, поскольку количество слоя, образованного с помощью химического превращения, было небольшим.
Сравнительный пример 2
Количество протравленного материала было большим, поскольку концентрация ионов конденсированного фосфата была высокой. Следовательно, поверхность изделия из магния покрывали грязные пятна, которые оказывали неблагоприятное воздействие на первоначальную адгезию пленки покрытия, а также на результат испытания с солевым аэрозолем.
Сравнительный пример 3
Количество протравленного материала было большим и, следовательно, свойства очищения поверхности изделий из магния были плохими, поскольку обрабатывающая жидкость содержала не ионы конденсированного фосфата, а ионы ортофосфата. Кроме того, первоначальная адгезия пленки покрытия и результат испытания с солевым аэрозолем были плохими, поскольку количество слоя, образованного с помощью химического превращения, было небольшим.
Сравнительный пример 4
Количество протравленного материала было небольшим, свойства очищения на магниевой поверхности были плохими, а также первоначальная адгезия пленки покрытия и результат испытания с солевым аэрозолем были плохими, поскольку конденсированная фосфорная кислота подверглась гидролизу вследствие низкого рН обрабатывающей жидкости.
Сравнительный пример 5
Первоначальная адгезия пленки покрытия и результат испытания с солевым аэрозолем были хорошими, поскольку использовался способ Dow 7. Однако обрабатывающая жидкость содержала ионы фторида, ионы хрома и т.д., и количество этапов процесса было большим. Таким образом, этот способ нецелесообразен с точки зрения удаления сточной воды и защиты окружающей среды.
Сравнительный пример 6
Испытуемую деталь обезжиривали растворителем, обрабатывали пирофосфатом, промывали водой, подвергали последующей обработке гидроксидом натрия, орошали водой, а затем промывали чистой водой. Таким образом, количество этапов процесса было большим и количество сточной воды было большим. Следовательно, этот способ нецелесообразен с точки зрения затрат.
Изобретение относится к обработке поверхности изделия из магния или магниевых сплавов для нанесения покрытий. Способ включает обработку изделия обрабатывающей жидкостью, содержащей от 1000 до 20000 млн.д. ионов щелочного металла, от 1000 до 50000 млн.д. ионов конденсированного фосфата, от 100 до 20000 млн. д. ионов бората и имеющей рН, по меньшей мере, 8. При этом обрабатывающая жидкость дополнительно содержит от 10 до 2000 млн.д. ПАВ, от 10 до 2000 млн.д. хелатирующего агента и от 10 до 2000 млн.д. пенопонижающего агента. После обработки изделие удаляют из обрабатывающей жидкости, промывают водой, сушат и однократно покрывают порошкообразным покрытием. Технический результат - способ позволяет получить коррозионно-стойкие изделия с хорошей адгезией покрытия, снизить количество этапов процесса и отрицательное влияние на окружающую среду. 2 с. и 3 з.п. ф-лы, 2 табл.
Приоритет по пунктам и признакам:
| US 4349390, 14.09.1982 | |||
| Раствор для одновременного обезжиривания и травления поверхности алюминиевых сплавов | 1988 |
|
SU1666578A1 |
| БИОЛОГИЧЕСКИ АКТИВНАЯ ДОБАВКА К ПИЩЕ | 1998 |
|
RU2148942C1 |

