Область техники, к которой относится изобретение
Настоящее изобретение относится к жидкостям для химической конверсионной обработки, предназначенным для осаждения тонкопленочных покрытий из фосфата цинка, обладающих отличными характеристиками в качестве грунтового слоя покрытий металлических материалов, и способам химической конверсионной обработки с их использованием.
Уровень техники
Традиционно, химическая конверсионная обработка с участием фосфата цинка широко используется в качестве способа создания конверсионного грунтового слоя покрытия с целью формирования покрытия, характеризующегося отличной коррозионной стойкостью и адгезией к различным металлическим материалам.
Цинк-фосфатная химическая конверсионная обработка уже давно используется в качестве способа получения конверсионного грунтового слоя для сталей. Кроме того, эта обработка эффективна не только для сталей, но также и для различных металлических материалов, таких как оцинкованные материалы и алюминиевые сплавы. Однако в ходе обработки образуется значительное количество осадка; в большинстве случаев, образовавшийся осадок направляют на захоронение на свалку как промышленные отходы, так как его повторное использование проблематично. Недавно, однако, из-за резкого удорожания захоронения промышленных отходов, то есть, в данном случае, осадка, общая стоимость цинк-фосфатной химической конверсионной обработки увеличилась, что, наряду с экологическими причинами, стало побудительным мотивом для усовершенствований.
Созданы многочисленные варианты цинк-фосфатной химической конверсионной обработки, к примерам которых можно отнести описанные ниже ссылки на патенты.
Патентная ссылка 1 (нерассмотренная патентная заявка Японии № Sho-60-43491) раскрывает способ получения фосфатного конверсионного покрытия на поверхности стали, включающий обработку стали в ванне для фосфатной химической конверсионной обработки, в которой имеется фосфат, с целью формирования на поверхности стали фосфатного химического конверсионного покрытия, где в рабочей ванне поддерживают температуру 0°С или выше и 40°С или ниже, концентрация ионов водорода соответствует диапазону от рН 2,2 до рН 3,5, окислительно-восстановительный потенциал соответствует диапазону от 0 мВ до 700 мВ (потенциал стандартного водородного электрода). Кроме того, в данной патентной ссылке, при отсутствии описания концентрации фосфат-ионов, в примерах используют рабочую ванну с концентрацией фосфат-ионов 15000 ч./млн. Кроме того, в качестве достигнутого эффекта упоминается, что плотные фосфатные конверсионные покрытия можно получить даже при использовании рабочей ванны с более низкой температурой, такой как нормальная температура.
В патентной ссылке 2 (нерассмотренная патентная заявка Японии № Sho-63-270478) описан способ получения фосфатного конверсионного покрытия на поверхности стали, включающий осуществление контакта стали с жидкостью для фосфатной химической конверсионной обработки, содержащей смесь анионов, в том числе фосфат-ионы и различные активные анионы, отличные от фосфат-ионов, ионы металла для получения конверсионных покрытий и окислитель для получения фосфатного конверсионного покрытия на поверхности стали, где весовое отношение фосфат-ионов (Р) к общему количеству смеси анионов (An) в жидкости для химической конверсионной обработки не превышает 1/2 и где температуру жидкости для химической конверсионной обработки поддерживают равной 40°С или ниже без наружного обогрева. В пункте 5 этого патента описан рН обрабатывающей жидкости, составляющий от 0,5 до 4,5, а в пункте 13 приведена концентрация фосфат-ионов в обрабатывающей жидкости, равная от 4,5 до 9,0 г/л. Кроме того, как достигнутый эффект упоминается, что покрытия могут быть образованы при температуре 40°С или ниже.
В патентной ссылке 3 (нерассмотренная патентная заявка Японии № Hei-5-287549) раскрыт способ цинк-фосфатной обработки поверхности металла с целью электроосаждения катионного покрытия, включающий осуществление контакта металлической поверхности, одновременно включающей поверхность на основе железа, поверхность на основе цинка и поверхность на основе алюминия, с кислотной жидкостью для цинк-фосфатной обработки с целью формирования на этой металлической поверхности покрытия из фосфата цинка, где кислотная жидкость для цинк-фосфатной обработки не содержит ионов никеля и содержит от 0,1 до 4 г/л ионов кобальта, от 0,1 до 3 г/л ионов марганца, ускоритель (а) химической конверсии покрытия, от 200 до 500 мг/л простого фторида в переводе на концентрацию HF и сложный фторид в молярном отношении к простому фториду от 0,01 до 0,5. Кроме того, в данном патенте предпочтительной концентрацией фосфат-ионов названа концентрация от 5 до 40 г/л и, хотя описание рН обрабатывающей жидкости отсутствует, содержание свободных кислот в примерах доводят до 0,7. Кроме того, в качестве достигнутого эффекта упоминается, что покрытия из фосфата цинка, характеризующиеся отличной адгезией и коррозионной стойкостью, могут быть получены даже, если в обрабатывающей жидкости отсутствует никель.
В патентной ссылке 4 (нерассмотренная патентная заявка Японии № Hei-5-331658) описан способ цинк-фосфатной обработки поверхности металла, включающий осуществление контакта поверхности металла с кислотной жидкостью для цинк-фосфатной обработки, содержащей от 0,1 до 2 г/л ионов цинка, от 5 до 40 г/л фосфат-ионов, от 0,001 до 3 г/л соединения лантана, например металлического лантана, и ускоритель (а) конверсии покрытия, которые представляют собой основные компоненты для получения покрытия из фосфата цинка на поверхности металла. Кроме того, в этом патенте, хотя описание рН обрабатывающей жидкости отсутствует, содержание свободных кислот в примерах доводят до 0,7. Кроме того, в качестве достигнутого эффекта упоминается, что может быть обеспечена отличная адгезия и коррозионная стойкость покрытия.
В патентной ссылке 5 (нерассмотренная патентная заявка Японии № Hei-8-134661) описан способ цинк-фосфатной обработки поверхности металла с целью электроосаждения катионного покрытия, включающий осуществление контакта металлической поверхности с кислотной жидкостью для цинк-фосфатной обработки с целью формирования на этой металлической поверхности покрытия из фосфата цинка, где кислотная жидкость для цинк-фосфатной обработки содержит от 0,1 до 4 г/л ионов кобальта, от 0,1 до 3 г/л ионов марганца, ускоритель (а) химической конверсии покрытия, от 200 до 500 мг/л простого фторида в переводе на концентрацию HF и сложный фторид в молярном отношении к простому фториду от 0,01 до 0,5. Кроме того, в данном патенте предпочтительной концентрацией фосфат-ионов названа концентрация от 5 до 40 г/л и, хотя описание рН обрабатывающей жидкости отсутствует, содержание свободных кислот в примерах доводят до 0,7. Кроме того, в качестве достигнутого эффекта упоминается, что покрытия из фосфата цинка, характеризующиеся отличной адгезией и коррозионной стойкостью, могут быть получены даже, если в обрабатывающей жидкости отсутствует никель.
В патентной ссылке 6 (нерассмотренная патентная заявка Японии № Hei-8-158061) описана жидкость для химической конверсионной обработки на основе фосфата цинка для металлических материалов, которая содержит ионы цинка и фосфат-ионы, являющиеся основными компонентами, характеризуется рН от 2 до 4 и дополнительно содержит от 5 до 50 ч./млн ионов трехвалентного железа, ионы двухвалентного железа в количестве, в 5 раз или менее превышающем содержание ионов трехвалентного железа, и от 50 до 500 ч./млн фторид-ионов. Кроме того, хотя в данном патенте не описана концентрация фосфат-ионов, в соответствии с примерами она лежит в диапазоне от 13 до 17 г/л, диапазон рН обрабатывающей жидкости составляет от 2,5 до 3,3 также в соответствии с примерами. Кроме того, в качестве достигнутого эффекта упоминается, что возможно получение однородных и плотных конверсионных покрытий на основе фосфата цинка и что создана возможность снизить расход и упростить хранение жидкостей для химической конверсионной обработки.
В патентной ссылке 7 (нерассмотренная патентная заявка Японии № Hei-8-246161) описан способ фосфатной обработки поверхности детали, изготовленной из алюминиевых сплавов, цинк-фосфатной жидкостью для химической конверсионной обработки, в котором обработку осуществляют при условиях, в отношении цинк-фосфатной жидкости для химической конверсионной обработки представляющих собой концентрацию фторид-ионов от 100 до 200 ч./млн, концентрацию кремнефтористоводородной кислоты от 750 до 1000 ч./млн, содержание свободных кислот от 0,5 до 0,8. Кроме того, в примерах данного патента указана концентрация фосфат-ионов, соответствующая диапазону от 5 до 30 г/л. Кроме того, в качестве достигнутого эффекта упоминается, что высококачественное покрытие из фосфата цинка с отличной коррозионной стойкостью может быть получено на составных деталях, изготовленных из элементов из алюминиевого сплава и стальных элементов.
В патентной ссылке 8 (нерассмотренная патентная заявка Японии № Hei-8-302477) описана жидкость для химической конверсионной обработки на основе фосфата цинка для металлических материалов, которая содержит ускоритель химической конверсии, состоящий из 50-15000 ч./млн органического пероксида, по меньшей мере, одного типа в водном растворе, содержащем ионы цинка и фосфат-ионы в качестве основных компонентов. Также в пункте 9 этого патента рН обрабатывающей жидкости описан как 2,0-4,0, а в тексте указана предпочтительная концентрация фосфат-ионов от 5,0 до 30,0 г/л. Кроме того, в качестве достигнутого эффекта упоминается, что плотные конверсионные покрытия на основе фосфата цинка, содержащие чрезвычайно мелкодисперсные кристаллы, можно сформировать на металлических материалах равномерно, тем самым, повышается адгезия покрытия.
В патентной ссылке 9 (нерассмотренная патентная заявка Японии № 2001-323384) описан способ химической конверсионной обработки путем погружения с использованием водного кислотного раствора фосфата цинка, в котором используют водный раствор нитрита цинка, содержащий от 5 до 40 вес.% нитрита цинка в качестве ускорителя, от 0 до 100 ч./млн ионов натрия и от 0 до 50 ч./млн сульфат-ионов (по весу). Кроме того, в пункте 2 этого патента указана концентрация фосфат-ионов от 5,0 до 30,0 г/л и, хотя описание рН обрабатывающей жидкости отсутствует, в тексте предпочтительное содержание свободных кислот описано как соответствующее диапазону от 0,5 до 2,0. Кроме того, в качестве достигнутого эффекта упоминается, что получены покрытия из фосфата цинка, пригодные для электроосаждения катионных покрытий, и что способ также пригоден для замкнутых систем.
В патентной ссылке 10 (нерассмотренная патентная заявка Японии № 2003-64481) описан агент для цинк-фосфатной обработки, имеющий поверхность на основе алюминия, который содержит от 0,1 до 2 г/л ионов цинка, от 0,1 до 4 г/л ионов никеля, от 0,1 до 3 г/л ионов марганца, от 5 до 40 г/л фосфат-ионов, от 0,1 до 15 г/л нитрат-ионов, от 0,2 до 0,4 г/л нитритов и, в качестве фторидов, от 0,1 до 2 г/л сложного фторида в переводе на F и от 0,3 до 0,5 г/л простого фторида в переводе на F. Кроме того, в этом патенте рН обрабатывающего агента описан как лежащий в диапазоне, приблизительно, от 2 до 5. Кроме того, в качестве достигнутого эффекта упоминается, что однородные и плотные покрытия из фосфата цинка, обладающие отличной коррозионной стойкостью, такой как стойкость к нитевидной коррозии, могут быть сформированы на поверхностях на основе алюминия без появления неоднородностей в ходе химической конверсии.
В патентной ссылке 11 (нерассмотренная патентная заявка Японии № Hei-3-31790) описан водный раствор для цинк-фосфатной химической конверсионной обработки, который приводят в контакт с металлическими поверхностями с целью формирования на них конверсионного покрытия, где раствор содержит компоненты от (А) до (D), перечисленные ниже:
(А) от 0,05% до 2,5% ионов цинка;
(В) от 0,15% до 7,5% фосфат-ионов;
(С) от 0,05% до 5% ароматических нитроанионов;
(D) от 0,05% до 5% хлорат-анионов,
где весовое отношение водорастворимых хлорат-анионов и ароматических нитроанионов составляет 2:1 или ниже - до 1:10. Кроме того, в пункте 9 утверждается, что обрабатывающая жидкость характеризуется рН от 2 до 3,5. Кроме того, в качестве достигнутого эффекта упоминается, что возможно усовершенствование экономичности и улучшение конверсионных покрытий из фосфата цинка.
В патентной ссылке 12 (нерассмотренная патентная заявка Японии № Hei-6-96773) описан способ получения на металлических поверхностях покрытия из фосфата цинка, включающий обработку металлической поверхности водным раствором фосфата цинка с целью получения покрытия из фосфата цинка, где водный раствор фосфата цинка содержит более 2 г/л, но не более 20 г/л ионов цинка, более 5 г/л, но не более 40 г/л фосфат-ионов и 0,005 г/л или более, но не более 20 г/л (в пересчете на вольфрам) вольфрамокремниевой кислоты и/или вольфрамосиликата. Кроме того, в данном патенте, хотя описание рН обрабатывающей жидкости отсутствует, содержание свободных кислот, в соответствии с примерами, регулируют в диапазоне от 0,2 до 1,5. Кроме того, в качестве достигнутого эффекта упоминается, что возможно получение покрытий из фосфата цинка с достаточным весом пленки с одновременным замедлением ухудшения качества пленки.
В ссылке на патент 13 (нерассмотренная патентная заявка Японии № Hei-7-30455) описана фосфатная жидкость для химической конверсионной обработки, содержащая жидкость для конверсионной обработки на основе фосфата цинка, содержащую ионы никеля, к которым добавлена муравьиная кислота или ее соль. Кроме того, в пункте 3 этого патента указана концентрация фосфат-ионов в диапазоне от 10 до 25 г/л и, хотя описание рН обрабатывающей жидкости отсутствует, в соответствии с примерами содержание свободных кислот регулируют в диапазоне от 0,1 до 1,1. Кроме того, в качестве достигнутого эффекта упоминается, что эта жидкость особенно эффективна при температуре, примерно, 45°С или ниже при использовании метода погружения.
В ссылке на патент 14 (нерассмотренная патентная заявка Японии № Hei-8-19531) описан способ кислотной цинк-фосфатной обработки с использованием от 0,01 до 10 г/л коллоидных частиц с диаметром дисперсных частиц от 0,001 до 0,1 мкм для металлических поверхностей с изоэлектрической точкой не выше 3. Кроме того, в пункте 2 этого патента указана концентрация фосфат-ионов от 5 до 40 г/л и, хотя описание рН обрабатывающей жидкости отсутствует, в соответствии с примерами содержание свободных кислот регулируют в диапазоне от 0,2 до 0,9. Кроме того, в качестве достигнутого эффекта упоминается, что возможно получение покрытий из фосфата цинка, характеризующихся отличной адгезией покрытия, коррозионной стойкостью, в частности стойкостью в теплой соленой воде и стойкостью к коррозии вследствие отложений.
В ссылке на патент 15 (нерассмотренная патентная заявка Японии № Hei-8-19532) описан способ цинк-фосфатной обработки металлической поверхности, включающий обработку металлической поверхности кислотным водным раствором фосфата цинка, содержащим от 0,01 до 20 г/л растворимого соединения вольфрама в качестве источника вольфрама. Кроме того, в пункте 2 этого патента указана концентрация фосфат-ионов от 5 до 40 г/л и, хотя описание рН обрабатывающей жидкости отсутствует, в соответствии с примерами содержание свободных кислот регулируют в диапазоне от 0,2 до 0,9. Кроме того, в качестве достигнутого эффекта упоминается, что возможно получение покрытий из фосфата цинка, характеризующихся отличной адгезией покрытия, коррозионной стойкостью, в частности стойкостью в теплой соленой воде и стойкостью к коррозии вследствие отложений.
В ссылке на патент 16 (публикация патента № 2783466) описан способ химической конверсионной обработки металлических материалов с использованием жидкости для химической конверсионной обработки на основе фосфата цинка, где рН фторсодержащей жидкости для химической конверсионной обработки на основе фосфата цинка регулируют в соответствии с изменением концентрации диссоциированных ионов фтора (F-). Кроме того, в пункте 5 указана концентрация фосфат-ионов от 10 до 25 г/л и, хотя особое описание рН отсутствует, в соответствии с примерами диапазон рН обрабатывающей жидкости составляет от 3,0 до 4,2. Кроме того, в качестве достигнутого эффекта упоминается, что возможно получение конверсионных покрытий на основе фосфата цинка, характеризующихся отличной коррозионной стойкостью покрытия после его нанесения и адгезией покрытия.
В патентной ссылке 17 (публикация патента № 3088623) описан способ получения на металлической поверхности покрытия из фосфата цинка, включающий осуществление контакта этой металлической поверхности с кислотной обрабатывающей жидкостью с целью формирования на металлической поверхности покрытия из фосфата цинка, где кислотная обрабатывающая жидкость для нанесения покрытия из фосфата цинка содержит от 0,1 до 2 г/л ионов цинка, от 0,1 до 4 г/л ионов никеля и/или кобальта, от 0,1 до 3 г/л ионов марганца, от 0,005 до 0,2 г/л ионов меди, от 0,01 до 0,5 г/л ионов трехвалентного железа, от 5 до 40 г/л фосфат-ионов, от 0,1 до 15 г/л нитрат-ионов и от 0,5 до 3 г/л соединения фтора (в пересчете на F), являющиеся основными компонентами, и ускоритель химической конверсии покрытия. Кроме того, в этом патенте, хотя описание рН обрабатывающей жидкости отсутствует, содержание свободных кислот в примерах доводят до 0,8. Кроме того, в качестве достигнутого эффекта упоминается, что значительная защита от коррозии может быть обеспечена при небольшом количестве покрытия и что количество осадка фосфата цинка, образующегося в ходе обработки в качестве побочного продукта, может быть уменьшено.
Патентная ссылка 1: нерассмотренная патентная заявка Японии № Sho-60-43491
Патентная ссылка 2: нерассмотренная патентная заявка Японии № Sho-63-270478
Патентная ссылка 3: нерассмотренная патентная заявка Японии № Hei-5-287549
Патентная ссылка 4: нерассмотренная патентная заявка Японии № Hei-5-331658
Патентная ссылка 5: нерассмотренная патентная заявка Японии № Hei-8-134661
Патентная ссылка 6: нерассмотренная патентная заявка Японии № Hei-8-158061
Патентная ссылка 7: нерассмотренная патентная заявка Японии № Hei-8-246161
Патентная ссылка 8: нерассмотренная патентная заявка Японии № Hei-8-302477
Патентная ссылка 9: нерассмотренная патентная заявка Японии № 2001-323384
Патентная ссылка 10: нерассмотренная патентная заявка Японии № 2003-64481
Патентная ссылка 11: нерассмотренная патентная заявка Японии № Hei-3-31790
Патентная ссылка 12: нерассмотренная патентная заявка Японии № Hei-6-96773
Патентная ссылка 13: нерассмотренная патентная заявка Японии № Hei-7-30455
Патентная ссылка 14: нерассмотренная патентная заявка Японии № Hei-8-19531
Патентная ссылка 15: нерассмотренная патентная заявка Японии № Hei-8-19532
Патентная ссылка 16: публикация патента № 2783466
Патентная ссылка 17: публикация патента № 3088623
Краткое изложение сущности изобретения
Техническая проблема
Описанные выше документы известного уровня техники направлены на преодоление различных недостатков обычных вариантов цинк-фосфатной химической конверсионной обработки, однако из них только в патенте 17 в качестве полученного эффекта описано уменьшение количества потребляемого осадка.
В патенте 17 указано, что количество железа, вытесненного из листовой холоднокатаной стали является показателем количества образующегося в примерах осадка. Конкретное количество вытесненного железа составляет от 0,5 до 0,7 г/м2 в соответствии с примерами 1-4 и 0,1 г/м2 в соответствии с примером 5. Поскольку количество вытесненного железа и количество образовавшегося осадка пропорциональны не абсолютно, количество образовавшегося осадка не может быть точно подсчитано только на основании количества вытесненного железа. Однако рассчитанная величина количества осадка в примерах 1-4 является неудовлетворительной, а в примере 5 - удовлетворительной. Впрочем, учитывая, что использованные обрабатываемые материалы были изготовлены из сочетания холоднокатаной стали и алюминия, эти результаты едва ли можно рассматривать как следствие состава обрабатывающих жидкостей.
Когда железо и алюминий, не нарушая контакта между ними, погружают в кислотный водный раствор, между этими металлами, вследствие разности их стандартных электродных потенциалов возникает электродвижущая сила, замедляющая вытеснение железа. Уменьшение количества вытесненного железа в примере 5 патента 17 во многом происходит из-за этого явления. Другими словами, нетрудно предположить, что при обработке с использованием только холоднокатаной листовой стали количество вытесненного железа будет эквивалентно полученному в примерах 1-4. Когда имеет место контакт между листами холоднокатаной стали и листами из алюминиевого сплава, хотя количество вытесненного железа снижено вследствие описанного выше электрохимического явления, количество алюминия, вытесненного из алюминиевого сплава, будет больше и, со временем, перейдет в осадок. Следовательно, этот способ обработки не оказывает влияния на уменьшение количества образующегося осадка.
Далее, хотя были рассмотрены патентные документы 1-16, влияния на уменьшение количества осадка обнаружено не было.
Решение проблемы
Авторами настоящего изобретения изучены средства решения указанных выше проблем, то есть способы уменьшения количества образующегося осадка, в результате чего сделан вывод, что наиболее важно поддерживать высокий рН обрабатывающей жидкости.
В этой связи, после изучения рН обрабатывающих жидкостей известного уровня техники было обнаружено, что рН не превышает 3,6 за исключением патентных документов 2, 6, 10 и 16. В тех патентных документах, где описание рН отсутствует, вместо него, обычно, описывают содержание свободных кислот. Содержание свободных кислот представляет собой один из проверочных параметров обрабатывающих жидкостей для цинк-фосфатной химической конверсионной обработки, при этом, когда проводят титрование, нейтрализуя отобранную пробу обрабатывающей жидкости объемом 10 мл с использованием в качестве титрующего раствора 0,1 моль/л NaOH, количество мл титрующего раствора отмечают как некоторую точку. Конечной точкой считают точку обесцвечивания, если используют индикатор бромфеноловый синий, или точку, в которой рН достигает значения 3,6 в соответствии с показаниями рН-метра. Однако поскольку точка обесцвечивания бромфенолового синего соответствует рН 3,6, результаты измерения не зависят от используемого метода. Другими словами, когда в качестве содержания свободных кислот указана положительная величина, по меньшей мере, рН обрабатывающей жидкости интерпретируется как не превышающий 3,6. Этот параметр и этот метод его определения совершенно обычны для специалистов в данной области.
Далее, авторами настоящего изобретения детально изучены четыре описанных выше патентных документа, которые содержат указание величины рН 3,6 или более. В патентном документе 2 указан рН обрабатывающей жидкости величиной от 0,5 до 4,5 в пункте 5 и концентрация фосфат ионов в обрабатывающей жидкости от 4,5 до 9,0 г/л в пункте 13. Кроме того, в качестве достигнутого эффекта упоминается, что покрытия могут быть сформированы при нормальной температуре в 40°С или ниже. Однако при изучении реализованных примеров становится ясно, что рН обрабатывающей жидкости превышает 3,6 только в примере 4, концентрация фосфат-ионов составляет 3 г/л при рН, равном 3,9, что меньше предпочтительного диапазона. Кроме того, поскольку обрабатывающая жидкость, благодаря низкой температуре, составляющей от 20 до 25°С, может быть устойчивой, покрытия, осаждаемые из обрабатывающей жидкости при такой низкой температуре, могут не обладать высокими эксплуатационными характеристиками. Когда температуру обработки увеличивают, в свою очередь ослабляется устойчивость обрабатывающей жидкости, что приводит к образованию большого количества осадка фосфата цинка.
Хотя в патентном документе 6 указан рН обрабатывающей жидкости величиной от 2 до 4, в примерах рН соответствует диапазону от 2,5 до 3,3 (от 0,8 до 5,0 в пересчете на содержание свободных кислот), варианты с рН, равным 3,6 или выше, отсутствуют. Также и в случае патентного документа 10, хотя рН обрабатывающей жидкости указан, как приблизительно равный от 2 до 5, содержание свободных кислот в обрабатывающих жидкостях, использованных в примерах, доводят до величины 0,5, варианты с рН, равным 3,6 или выше, отсутствуют.
В патентном документе 16, поскольку подлежащий регулированию рН продолжает колебаться в соответствии с концентрацией диссоциированных ионов фтора, рН обрабатывающей жидкости превышает величину 3,6 при высокой концентрации диссоциированных ионов фтора, в частности, превосходящей 300 ч./млн. Это связано с тем, что данная обрабатывающая жидкость стабилизирована за счет комплексообразования диссоциированных ионов фтора с ионами цинка. В этом случае, однако, из-за избыточной концентрации диссоциированных ионов фтора происходит чрезмерное травление материалов на основе железа, и количество осажденного покрытия недостаточно, одновременно увеличивается количество образующегося осадка.
Другими словами, случаи, в которых рН обрабатывающей жидкости превышает 3,6, чрезвычайно немногочисленны, в них трудно поддерживать устойчивость обрабатывающей жидкости, кроме как понижая температуру до 25°С или ниже или добавляя избыток диссоциированного фтора. Кроме того, даже при использовании такой стабилизированной обрабатывающей жидкости, по существу, невозможно сформировать покрытия, обладающие требуемыми эксплуатационными характеристиками, и уменьшить количество образующегося осадка.
В результате многократного анализа методик, пригодных для поддержания рН обрабатывающей жидкости на уровне 3,6 или выше, авторами настоящего изобретения обнаружено, что этого можно достичь путем уменьшения концентрации фосфат-ионов, являющихся обязательным компонентом обрабатывающей жидкости для цинк-фосфатной химической конверсионной обработки. Пригодной является их концентрация от 500 до 4000 ч./млн, то есть приблизительно одна десятая от общепризнанной концентрации фосфат ионов, составляющей, приблизительно, от 5000 до 30000 ч./млн, как указано в большом количестве документов известного уровня техники (патентные документы 1-17).
Поскольку величина концентрации фосфат-ионов известного уровня техники вовсе не является избыточной, некоторые недостатки вследствие уменьшения этой концентрации все же имеют место. То есть при изменении концентрации ионов цинка в следовых количествах легко ослабить качество химической конверсионной обработки. Впрочем, авторами настоящего изобретения в конце концов установлены надлежащие величины концентрации ионов цинка, соответствующей рН, и концентрации фосфат-ионов, их диапазон определен посредством математической формулы.
Эта математическая формула определяет коэффициент К как пропорциональный квадрату концентрации фосфат-ионов, кубу концентрации ионов цинка и величине, в которой рН является показателем степени для 10. В целом, если представить реакцию осаждения ионов фосфата цинка в виде химической формулы, получится формула 2, соответствующая константе равновесия данной математической формулы. Следовательно, это можно рассматривать как логический метод определения.
3Zn 2+ +2H 2 PO 4 - +5H 2 O=Zn 3 (PO 4 ) 2 4H 2 O+4H + (формула 2)
Также было обнаружено, что полезно использовать агент для обработки поверхности, в качестве основного компонента содержащий мелкодисперсные частицы фосфата цинка, чтобы дополнительно улучшить качество химической конверсионной обработки. Тем самым, в конце концов удалось получить покрытия, обладающие удовлетворительными эксплуатационными характеристиками, и существенно уменьшить количество образующегося осадка.
А именно, настоящее изобретение изложено в пунктах (1)-(3), приведенных ниже.
(1) Жидкость для химической конверсионной обработки металлического материала, которая представляет собой водный раствор с рН от 3,6 до 4,4, содержащий от 500 до 4000 ч./млн фосфат-ионов, от 300 до 12000 ч./млн ионов цинка и, предпочтительно, ускоритель химической конверсии покрытия, и является обрабатывающей жидкостью для осаждения покрытия из фосфата цинка на металлический материал путем химической конверсионной обработки, где коэффициент К, вычисленный на основании концентрации фосфат-ионов: Р (ч./млн), концентрации ионов цинка: Z (ч./млн) и рН: Х, лежит в диапазоне от 1 до 50:
К=10 Х×Р 2×Z 3 /10 18 (формула 1)
(2) Жидкость для химической конверсионной обработки металлического материала по (1), которая содержит нитрат-ионы, фторид-ионы и, в качестве ускорителя химической конверсии покрытия, нитрит-ионы или гидроксиламин, где концентрация фторид-ионов составляет от 20 до 240 ч./млн.
(3) Способ химической конверсионной обработки металлического материала, включающий приведение в контакт металлического материала с жидкостью для обработки поверхности с рН от 7,0 до 11,0, содержащей от 100 до 2000 ч./млн мелкодисперсных частиц фосфата цинка, и, непосредственно после этого, с жидкостью для химической конверсионной обработки по (1) или (2) с температурой от 30 до 60°С с целью получения покрытия из фосфата цинка на поверхности металлического материала.
Далее приведены определения каждого из терминов, использованных в формуле изобретения и описании. «Покрытие из фосфата цинка» не имеет определенных ограничений при условии, что представляет собой покрытие, содержащее фосфат цинка, которое может содержать также другие компоненты, к примерам покрытий относятся те, которые в качестве основных компонентов могут включать гопеит и/или фосфофиллит. «Частей на миллион» означает «мг/л».
Определение ионов цинка может быть выполнено методом атомной абсорбционной спектрофотометрия или спектрометрии индуктивно связанной плазмы. Кроме того, в контексте настоящего изобретения фосфат-ионы - это не только РО4 3-, это родовой термин, охватывающий фосфат-ионы (РО4 3-), гидрофосфат-ионы (НРО4 2-), дигидрофосфат-ионы (Н2РО4 -) и свободную фосфорную кислоту (Н3РО4), концентрация которых может быть определена методом ионообменной хроматографии. Хотя четыре описанных выше формы фосфат-ионов могут обратимым образом превращаться друг в друга в зависимости от рН, как правило, фосфат-ион принимает форму дигидрофосфат-иона (Н2РО4 -), если рН соответствует диапазону, указанному в настоящем изобретении (от 3,6 до 4,4), другие формы присутствуют только в незначительном количестве. Кроме того, фторид-ионы представляют собой ионы, обнаружимые на фторных электродах, и принимают форму F-, за исключением случаев комплексных фторид-ионов, таких как AlF- и SiF6 2-, а также HF.
Описание предпочтительного варианта осуществления изобретения
Металлические материалы, подлежащие обработке обрабатывающими жидкостями, соответствующими настоящему изобретению, не имеют определенных ограничений, их примеры могут включать стальные материалы, такие как листы холоднокатаной стали, листы горячекатаной стали, литьевые изделия и стальные трубы, стальные материалы с гальваническим покрытием на основе цинка и/или на основе алюминия, листы из алюминиевого сплава, литьевые изделия на основе алюминия, листы из магниевого сплава и литьевые изделия на основе магния. Надлежащие покрытия из фосфата цинка могут быть сформированы на поверхности таких металлических материалов.
Для таких металлических материалов, как нержавеющие стали на основе аустенита, сплавы никеля и сплавы титана, а также другие благородные металлы со стандартным электродным потенциалом 0 В или выше, реакция травления в данной обрабатывающей жидкости будет недостаточной, поэтому осаждение надлежащего покрытия может быть затруднительным. Однако свойства данных обрабатывающих жидкостей могут не ослабляться при обработке таких материалов. Они также применимы для металлических материалов и полимерных материалов, на которые предварительно нанесено покрытие.
Обрабатывающая жидкость настоящего изобретения представляет собой жидкость для осаждения путем химической конверсии покрытия из фосфата цинка на очищенные поверхности металлического материала и содержит, в качестве обязательных компонентов, фосфат-ионы и ионы цинка и, предпочтительно, ускоритель химической конверсии покрытия.
Фосфат-ионы представляют собой компонент покрытия, их концентрация в обрабатывающей жидкости составляет от 500 до 4000 ч./млн, более предпочтительно, от 750 до 3500 ч./млн, наиболее предпочтительно, от 1000 до 3000 ч./млн. При концентрации менее 500 ч./млн осаждение конверсионных покрытий недостаточно количественно; тогда как при концентрации более 4000 ч./млн трудно поддерживать рН равным 3,6 или более и, следовательно, невозможно сократить количество образующегося осадка. Кроме того, использование щелочи для принудительного увеличения рН приводит к образованию большого количества осадка вследствие нейтрализации.
Хотя форма подачи фосфат-ионов не имеет ограничений, как правило, фосфат-ионы обеспечивают в форме водного раствора фосфорной кислоты или в форме фосфатов, таких как, например, гидрофосфат натрия, гидрофосфат аммония, фосфат цинка или фосфат никеля.
Ионы цинка также являются компонентом покрытия, их концентрация в обрабатывающей жидкости составляет от 300 до 1200 ч./млн, более предпочтительно, от 400 до 1100 ч./млн, наиболее предпочтительно, от 500 до 1000 ч./млн. При концентрации менее 300 ч./млн осаждение конверсионных покрытий недостаточно количественно; тогда как при концентрации более 1200 ч./млн ослабляется устойчивость обрабатывающей жидкости, что ведет к образованию большого количества осадка фосфата цинка. Кроме того, ухудшается качество получаемых покрытий. Хотя форма подачи ионов цинка не имеет ограничений, как правило, ионы цинка обеспечивают в форме металлического цинка, оксида цинка, гидроксида цинка или в форме солей цинка, таких как, например, фосфат цинка, нитрат цинка и фторид цинка.
Диапазон концентраций ионов цинка, описанный выше, относится к абсолютным величинам, и даже в границах этого диапазона имеются области концентраций, при которых могут происходить сбои в соотношении с концентрацией фосфат-ионов и/или рН. Другими словами, дополнительно необходимо соблюдение ограничивающего условия, описываемого ниже.
Ограничивающее условие представляет собой диапазон значений коэффициента К, вычисленного на основании концентрации фосфат-ионов: Р (ч./млн), концентрации ионов цинка: Z (ч./млн) в обрабатывающей жидкости и рН: Х. Величина этого коэффициента, вычисленная по формуле 1, лежит в диапазоне от 1 до 50, более предпочтительно, от 2 до 40, наиболее предпочтительно, от 3 до 30.
К=10 Х×Р 2×Z 3 /10 18 (формула 1)
Даже когда и концентрация фосфат-ионов, и концентрация ионов цинка соответствуют заданному диапазону концентраций, если значение коэффициента К меньше 1, осаждение конверсионных покрытий недостаточно количественно, если больше 50, ослабляется устойчивость обрабатывающей жидкости, что ведет к образованию большого количества осадка фосфата цинка, также как и в случае с избыточной концентрацией ионов цинка. Кроме того, ухудшается качество получаемых покрытий. Другими словами, величины концентраций фосфат-ионов и ионов цинка должны одновременно удовлетворять ограничению и по соответствующим диапазонам концентраций, и по величине коэффициента К.
Жидкая среда для составления жидкости настоящего изобретения может представлять собой воду или водную среду, содержащую 80 вес.% или более воды. Хотя помимо воды в качестве среды могут быть использованы органические растворители, содержание таких органических растворителей, предпочтительно, должно быть небольшим, предпочтительно, 10 вес.% или менее, более предпочтительно, 5 вес.% или менее относительно веса водной среды.
Итак, предпочтительными обрабатывающими жидкостями являются жидкости, содержащие от 500 до 4000 ч./млн фосфат-ионов и от 300 до 1200 ч./млн ионов цинка и характеризующиеся коэффициентом К в диапазоне от 1 до 50. Более предпочтительными обрабатывающими жидкостями являются жидкости, содержащие от 750 до 3500 ч./млн фосфат-ионов и от 400 до 1100 ч./млн ионов цинка и характеризующиеся коэффициентом К в диапазоне от 2 до 40. Наиболее предпочтительными обрабатывающими жидкостями являются жидкости, содержащие от 1000 до 3000 ч./млн фосфат-ионов и от 500 до 1000 ч./млн ионов цинка и характеризующиеся коэффициентом К в диапазоне от 3 до 30.
Обрабатывающие жидкости, соответствующие настоящему изобретению, дополнительно содержат ускоритель химической конверсии покрытия. Для использования в качестве ускорителя химической конверсии покрытия может быть выбран один, или два, или более типа веществ из группы, в которую входят нитрит-ион, гидроксиламин, хлорат-ион, бромат-ион, нитробензолсульфонат-ион, органический пероксид, пероксид водорода и т.п., предпочтительными являются нитрит-ион или гидроксиламин. Нитрит-ионы обеспечивают в форме солей металлов, таких как соль натрия и соль цинка, или в форме их водных растворов. Гидроксиламин обеспечивают как в форме водного раствора гидроксиламина, так и в форме соли, такой как сульфат или фосфат, или в форме их водных растворов.
Температура обрабатывающей жидкости в соответствии с настоящим изобретением составляет от 30 до 60°С, более предпочтительно, от 33 до 50°С, наиболее предпочтительно, от 35 до 45°С. При температуре ниже 30°С можно не достичь качества покрытия, удовлетворяющего заданным эксплуатационным характеристикам покрытия, тогда как температура выше 60°С не только невыгодна экономически, но также неблагоприятна из-за образования осадка фосфата цинка. Эти температуры указаны с точки зрения химической активности при обработке и никоим образом не определяются периодом хранения обрабатывающих жидкостей.
рН обрабатывающей жидкости в соответствии с настоящим изобретением составляет от 3,6 до 4,4, более предпочтительно, от 3,7 до 4,3, наиболее предпочтительно, от 3,8 до 4,2. Когда рН обрабатывающей жидкости становится меньше 3,6, осаждение конверсионных покрытий недостаточно количественно; тогда как при рН больше 4,4 ухудшается устойчивость обрабатывающей жидкости, что ведет к образованию большого количества осадка фосфата цинка.
Реагенты, используемые для регулирования рН обрабатывающей жидкости, не имеют определенных ограничений, к их примерам можно отнести кислоты, такие как фосфорная кислота, серная кислота, азотная кислота, фтороводородная кислота и органические кислоты, и щелочи, такие как гидроксид лития, гидроксид калия, гидроксид натрия, карбонат натрия, водный аммиак, карбонат аммония, гидрокарбонат аммония и триэтаноламин. рН обрабатывающей жидкости настоящего изобретения может быть легко определен при помощи рН-метра с использованием выпускаемых серийно электродов для измерения pH.
Кроме того, обрабатывающие жидкости по настоящему изобретению, предпочтительно, должны содержать нитрат-ионы и фторид-ионы. Нитрат-ионы могут предоставляться не только в виде азотной кислоты, но также и в виде нитратов, таких как нитрат цинка, нитрат натрия и нитрат аммония.
Нитрат-ионы в обрабатывающих жидкостях играют роль окислителя. Когда металлические материалы протравливают в этих обрабатывающих жидкостях, в отсутствие нитрат-ионов ионы водорода восстанавливаются с образованием газообразного водорода, поэтому кристаллы покрытия могут достигать больших размеров из-за физического воздействия образования газа, тогда как в присутствии нитрат-ионов будут восстанавливаться нитрат-ионы, а не ионы водорода, что способствует эффективному увеличению рН на поверхности металла без образования газа, поэтому возможно ускорение реакции осаждения покрытия и получение более мелкодисперсных кристаллов покрытия.
Нитрат-ионы могут выполнять описанную выше функцию в широком диапазоне концентраций, следовательно, их концентрация не имеет определенных ограничений. Обычно, однако, она составляет, приблизительно, от 1000 до 10000 ч./млн.
Фторид-ионы могут быть добавлены в форме простых фторидов, таких как фтороводородная кислота, фторид натрия, гидрофторид натрия и гидрофторид аммония, или в форме сложных фторидов, таких как кремнефтористоводородная кислота, кремнефторид натрия и кремнефторид аммония. Хотя сложный фторид в обрабатывающих жидкостях образует комплексы фтора, его часть наверняка высвобождается вследствие диссоциации до простого фторида, поэтому он также пригоден в качестве источника фторид-ионов.
Концентрация фторид-ионов, предпочтительно, должна составлять от 20 до 240 ч./млн. Фторид-ионы выполняют функцию эффективного удаления оксидных пленок с поверхностей металлического материала. Когда их концентрация меньше 20 ч./млн, этот эффект может проявляться недостаточно и задерживать осаждение покрытия, тогда как при концентрации более 240 ч./млн увеличивается протравливающая способность, следовательно, увеличивается количество образующегося осадка.
Металлические материалы, подлежащие обработке в соответствии с настоящим изобретением, предпочтительно, должны быть заранее подвергнуты очистке путем обезжиривания. Способы обезжиривания не имеют определенных ограничений, могут быть использованы широко известные способы. Очищенные металлические материалы перед химической конверсионной обработкой, предпочтительно, должны пройти обработку поверхности; в качестве жидкости для обработки поверхности предпочтительно использовать водный раствор с рН от 7,0 до 11,0, содержащий от 100 до 2000 ч./млн мелкодисперсных частиц фосфата цинка (например, с диаметром частиц 5 мкм или меньше). В этой связи можно упомянуть жидкости для обработки поверхности, описанные в патенте Японии № 3451334 и в патенте Японии № 3451337.
Известны жидкости для обработки поверхности перед цинк-фосфатной химической конверсионной обработкой на основе коллоидного раствора титана и фосфата цинка. В случае жидкостей для химической конверсионной обработки настоящего изобретения возможно совмещение с обработкой поверхности с использованием фосфата цинка, чтобы сделать обработку более эффективной.
Когда концентрация мелкодисперсных частиц фосфата цинка меньше 100 ч./млн, эффект обработки поверхности мелкодисперсными частицами фосфата цинка становится недостаточным и не обеспечивает надлежащей готовности к химической конверсионной обработке, когда концентрация превышает 2000 ч./млн, эффекты достигают предела, вызывая не только экономические потери, но также и неблагоприятное, хотя и небольшое, увеличение образования осадка в ходе цинк-фосфатной химической конверсионной обработки. Кроме того, при рН меньше 7,0 нарушается устойчивость мелкодисперсных частиц фосфата цинка, являющихся главным компонентом жидкости для обработки поверхности, поэтому эффект образования мелкодисперсных кристаллов покрытия, создаваемый жидкостью для обработки поверхности, может быть преждевременно ослаблен, тогда как при рН больше 11,0 вследствие введения щелочи в процессе цинк-фосфатной химической конверсионной обработки увеличивается количество образующегося осадка фосфата цинка.
Возможно одновременное осуществление обезжиривания и обработки поверхности путем добавления необязательного поверхностно-активного агента в жидкость для обработки поверхности. Могут быть использованы неионогенные, анионогенные, катионогенные и амфотерные поверхностно-активные агенты, наиболее предпочтительны неионогенные поверхностно-активные агенты. Подходящие поверхностно-активные агенты могут быть подобраны в соответствии с типом и количеством масла на поверхности материала и использованы в общей концентрации, приблизительно, от 100 до 2000 ч./млн.
Кроме того, обрабатывающие жидкости настоящего изобретения могут непосредственно содержать поверхностно-активные агенты, тогда обезжиривание и обработка поверхности могут не проводиться. Тип и концентрация поверхностно-активных агентов не имеют значения, подобно вышеизложенному. В таких случаях, поскольку поверхностно-активные агенты, неустойчивые в кислой среде, не могут быть добавлены одновременно, качество покрытия может немного ухудшаться. Однако появляется возможность значительного сокращения процесса и, в зависимости от необходимого качества покрытия, может быть получена очень большая выгода.
Для существенного усовершенствования эксплуатационных характеристик покрытия в обрабатывающие жидкости настоящего изобретения могут быть добавлены многозарядные ионы металла, отличные от ионов цинка. Может быть выбран один тип, или два или, более типов из группы, в которую входят ион никеля, ион марганца, ион магния, ион кобальта, ион меди и т.п., которые добавляют в форме нитрата, сульфата, фосфата, оксида, гидроксида и т.п. соответственно. Концентрация добавляемых металлов, описанных выше, не имеет определенных ограничений, однако она соответствует диапазону, приблизительно, от 20 до 1000 ч./млн в пересчете на общую концентрацию.
Поскольку обрабатывающие жидкости настоящего изобретения это жидкости для осаждения покрытий из фосфата цинка на металлические материалы путем химической конверсии, при этом подразумевается, что используется химическая конверсионная обработка, эта обработка может быть осуществлена посредством распыления и/или погружения. Хотя химическая конверсия, в своей основе, это химическое, частично электролитическое, восстановление, в отдельных процессах катодного электролиза металлический материал может быть использован в качестве катода, что не умаляет эффектов настоящего изобретения.
Длительность химической конверсионной обработки не имеет определенных ограничений, но, предпочтительно, должна составлять от 30 до 300 секунд. Количество материала покрытия, соответствующее предпочтительному диапазону, обычно, образуется в этом интервале времени обработки.
После химической конверсионной обработки предпочтительно провести ополаскивание водой. Способы ополаскивания водой не имеют определенных ограничений, могут быть использованы такие способы, как погружение и распыление. Обрабатывающие жидкости настоящего изобретения содержат различные соли, и когда после нанесения покрытия эти соли остаются, они могут снижать адгезию покрытия. Стадия ополаскивания водой может быть осуществлена поэтапно с тем, чтобы повысить эффективность ополаскивания водой. Поскольку качество воды для ополаскивания водой может варьироваться в зависимости от типа покрытия, которое будет нанесено позже, качество воды для ополаскивания не имеет определенных ограничений. Однако, предпочтительно, концентрация составляет 1%, более предпочтительно, 0,1% или меньше относительно жидкости для химической конверсионной обработки.
На стали, которые были подвергнуты химической конверсионной обработке жидкостями для химической конверсионной обработки настоящего изобретения, а затем дополнительно подвергнуты ополаскиванию водой, после этого будет нанесено покрытие.
Тип покрытия не имеет определенных ограничений, используют широко известное покрытие раствором, покрытие из водоразбавляемого материала, электроосаждаемое покрытие, порошковое покрытие и т.п. Перед нанесением покрытия из раствора и порошкового покрытия желательно высушить материал, так как наличие влаги на поверхности материала во время нанесения покрытия может оказать отрицательное влияние. В других случаях стадия сушки, в частности, не является существенной.
Значение изобретения
Наиболее серьезным недостатком цинк-фосфатной химической конверсионной обработки является образование в ходе обработки осадка; настоящее изобретение обеспечивает возможность значительного уменьшения количества образующегося осадка по сравнению с обычными способами цинк-фосфатной химической конверсионной обработки. Кроме того, уменьшение количества образующегося осадка ведет к снижению потребления фосфорной кислоты, содержащейся в осадке, и позволяет уменьшить количество фосфат-ионов, попадающих на последующую стадию ополаскивания водой, благодаря уменьшению концентрации фосфат-ионов в обрабатывающей жидкости.
Другими словами, настоящее изобретение направлено на обеспечение обрабатывающих жидкостей и способов обработки, которые позволяют получить эксплуатационные характеристики покрытий, аналогичные получаемым обычными способами цинк-фосфатной химической конверсионной обработки, на различных металлических материалах и позволяют значительно уменьшить количество образующегося осадка и сократить потребление реагентов.
Примеры
Далее варианты осуществления настоящего изобретения специально пояснены со ссылкой на примеры и сравнительные примеры.
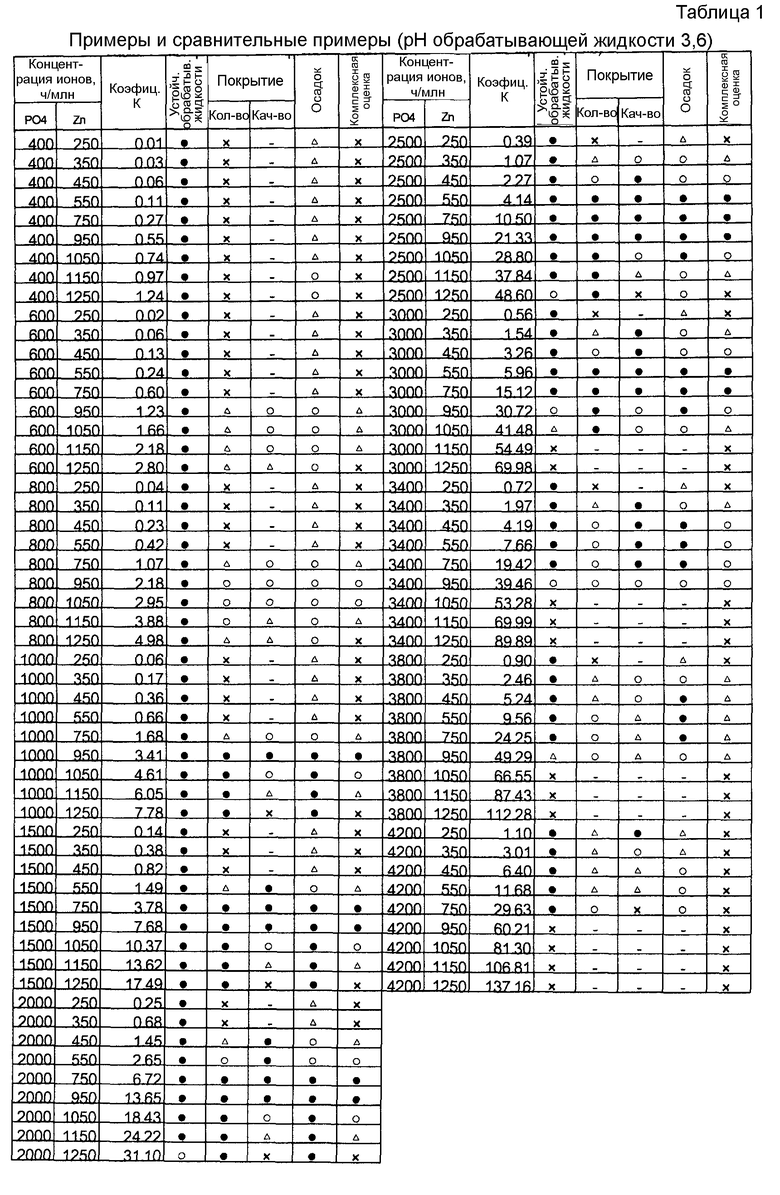
Во-первых, в качестве эксперимента 1, с целью определения надлежащих диапазонов концентраций фосфат-ионов и ионов цинка в обрабатывающих жидкостях для цинк-фосфатной химической конверсионной обработки, была исследована устойчивость обрабатывающих жидкостей при различных концентрациях указанных ионов, и при полученных концентрациях осуществлена обработка реальных металлических материалов для исследования качества покрытий и количества образующегося осадка.
Жидкость для цинк-фосфатной химической конверсионной обработки составили, используя 75% фосфорную кислоту и нитрат цинка, фосфат-ионы и ионы цинка добавили в заранее установленных концентрациях, также добавили 2000 ч./млн нитрата натрия, 1500 ч./млн 40% кремнефтористоводородной кислоты, 15 ч./млн девятиводного нитрата железа и нитрита натрия в количестве, соответствующем 140 частям на миллион нитрит-ионов; рН довели гидроксидом натрия в три стадии до 3,6, 4,0 и 4,4, затем нагрели до 40°С. Концентрация ионов фтора в данной обрабатывающей жидкости составила 68 ч./млн при рН 3,6, 77 ч./млн при рН 4,0 и 83 части на миллион при рН 4,4 независимо от концентрации фосфат-ионов и ионов цинка, что зафиксировано при помощи ионометра.
Устойчивость адаптированных жидкостей для цинк-фосфатной химической конверсионной обработки определяли по внешнему виду. Критерии оценки были следующими:
●: осадка не наблюдается
o: наблюдается минимальный осадок
∆: наблюдается небольшой осадок
×: несомненно наблюдается белый мутный осадок
Для обрабатывающих жидкостей, охарактеризованных как ×, проведение оценки было закончено на этом этапе, обрабатывающие жидкости с результатом ●, o и ∆ далее были использованы для обработки ими металлических материалов.
Листы холоднокатаной стали SPPC (JIS 3141) 70×150×0,8 мм (далее обозначаемые аббревиатурой SPC), использованные в качестве металлического материала, сначала обезжирили путем распыления на поверхность в течение 120 секунд FC-E 2001, сильнощелочного обезжиривающего агента производства Nihon Parkerizing Co., Ltd. После обезжиривания осуществили распыление воды для ополаскивания в течение 30 секунд, затем провели обработку поверхности путем погружения на 30 секунд и сразу же после этого - цинк-фосфатную химическую конверсионную обработку путем погружения на 90 секунд. Затем осуществили ополаскивание водой путем распыления в течение 30 секунд, оставшуюся воду высушили в электропечи при 90°С за 180 секунд.
Для обработки поверхности использовали агент для обработки поверхности PREPALENE XG (далее обозначаемый аббревиатурой PL-XG) производства Nihon Parkerizing Co., Ltd., щелочную добавку Additive 4977 (далее обозначаемую аббревиатурой AD-4977) использовали для регулирования до концентрации мелкодисперсных частиц фосфата цинка 300 ч./млн и рН 9,0. Обработку проводили при нормальной температуре без нагревания.
Затем провели количественную и качественную оценку осажденных покрытий. Сначала, в качестве количественной оценки, на основании определения методом рентгеноспектрального флуоресцентного анализа количества осажденного Zn рассчитали количество осажденного в виде покрытия фосфата цинка. Критерии оценки были следующими:
●: 1,5 г/м2 или более
o: менее 1,5 г/м2 и 1,0 г/м2 или более
∆: менее 1,0 г/м2 и 0,7 г/м2 или более
×: менее 0,7 г/м2
Для обрабатывающих жидкостей, охарактеризованных как ×, проведение оценки было закончено на этом этапе, тогда как для обрабатывающих жидкостей с результатом ●, o и ∆ была выполнена качественная оценка. В ходе качественной оценки было определено содержание фосфата цинка и железа в покрытиях. Фосфат цинка (гопеит) и фосфат цинка и железа (фосфофиллит) сосуществуют в кристаллах цинк-фосфатной пленки, образующейся на стальных материалах; из предшествующего опыта известно, что чем выше содержание фосфата цинка и железа, тем лучше могут быть эксплуатационные характеристики покрытия. Подробности описаны в известном литературном источнике 1 (T. Miyawaki, H. Okita, S. Umehara, M. Okabe: Proceedings of Interfinish '80 30, 3 (1980)).
Содержание фосфата цинка и железа в покрытиях определили аналогично описанному в литературном источнике 1. Критерии оценки были следующими:
●: 90% или более
o: менее 90% и 80% или более
∆: менее 80% и 70% или более
×: менее 70%
Листы SCP обработали 5,0 л обрабатывающей жидкости, всю обрабатывающую жидкость после обработки подвергли вакуум-фильтрации на мембранном фильтре с размером пор 1 мкм с целью отделения осадка, образовавшегося в ходе обработки. После промывки осадка небольшим количеством чистой воды фильтр с осадком поместили в электропечь и сушили при 90°С в течение двух часов. После сушки фильтр с осадком взвесили, вычли вес фильтра до испытания и получили вес образовавшегося осадка. Количество образовавшегося осадка оценили в соответствии со следующими критериями:
●: менее 0,2 г
o: менее 0,3 г и 0,2 г или более
∆: менее 0,4 г и 0,3 г или более
×: 0,4 г или более
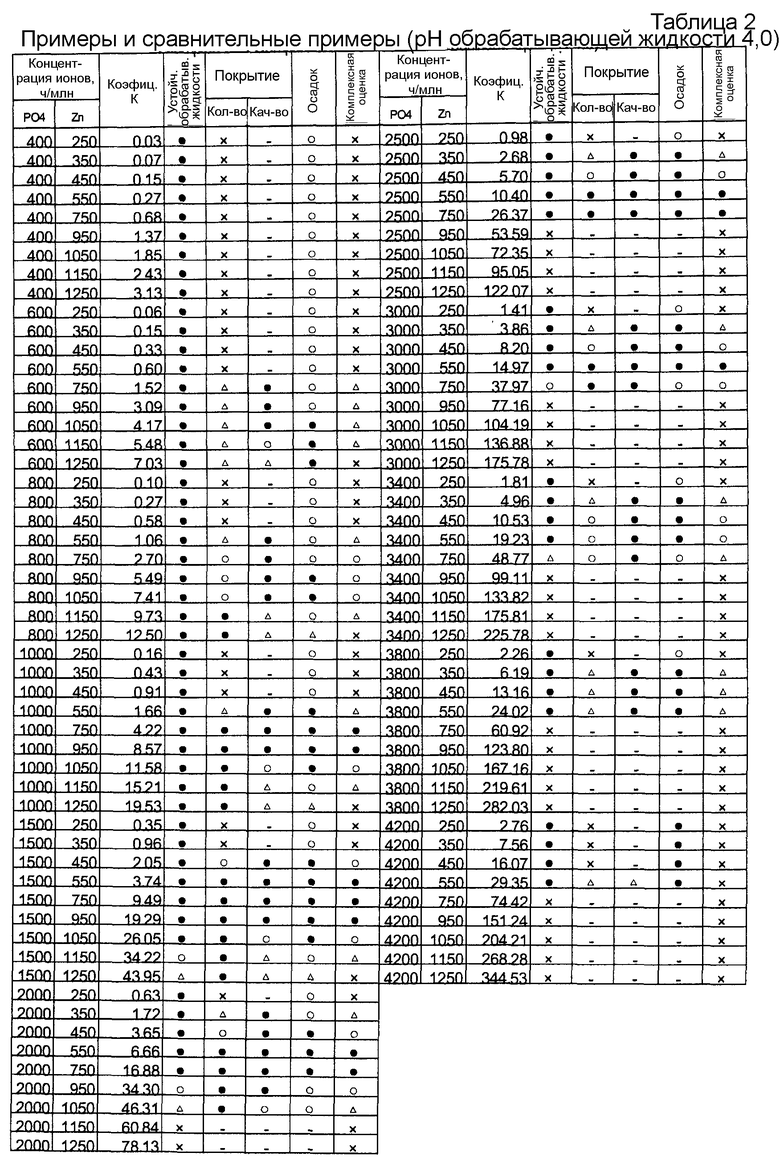
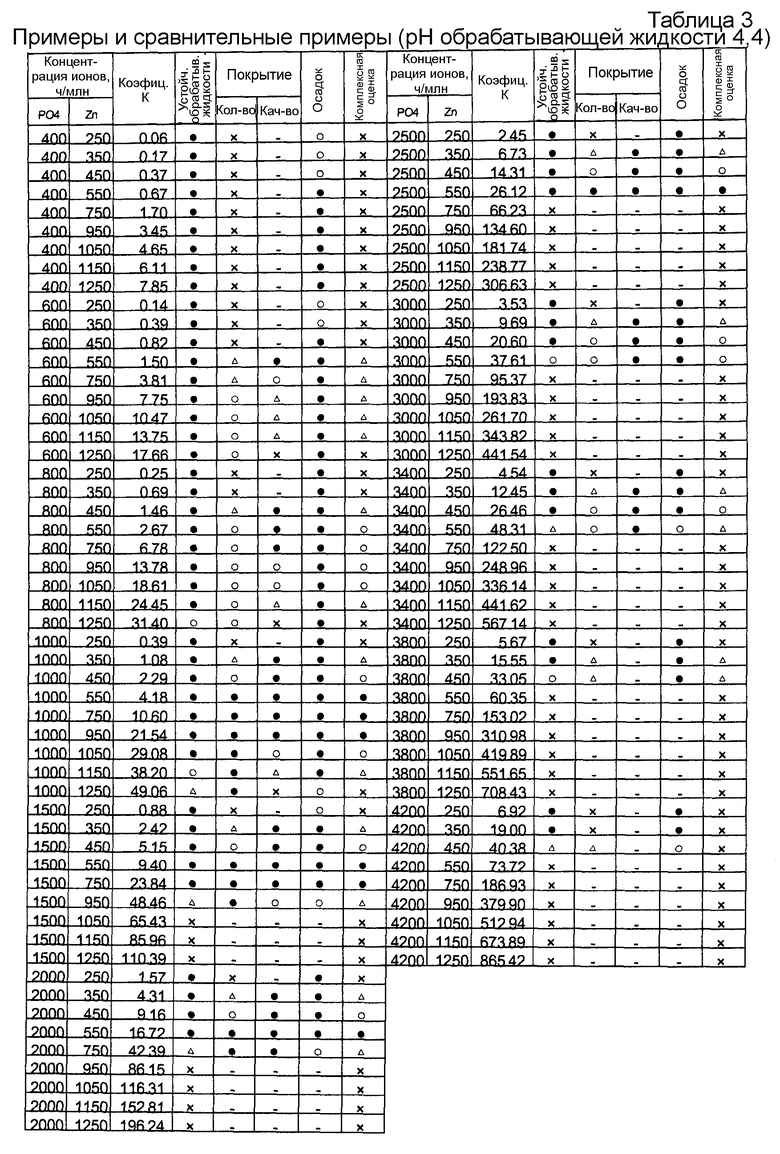
Результаты количественной и качественной оценки концентрации фосфат-ионов и ионов цинка в обрабатывающей жидкости, величины коэффициента К, устойчивость обрабатывающей жидкости, количество образовавшегося осадка и осажденного покрытия приведены в таблицах 1-3. В этих таблицах также приведены результаты комплексной оценки по трем позициям оценки. За результат комплексной оценки принималась наименьшая оценка из трех позиций. Однако когда имело место несколько оценок ∆, результат комплексной оценки понижали до ×.
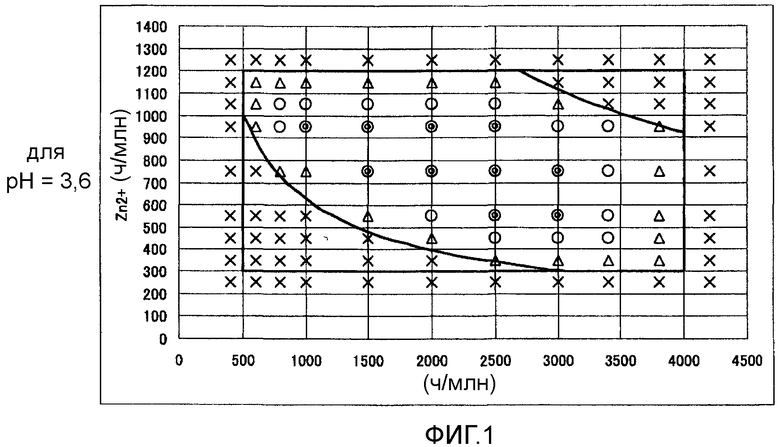
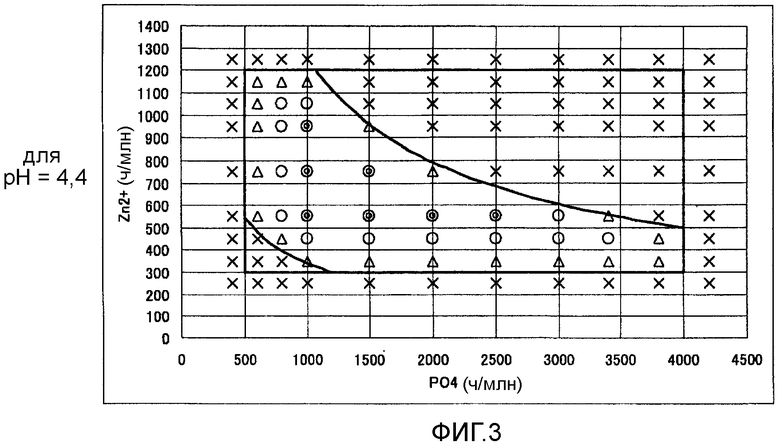
Далее на фиг. 1-3 приведены графики, отражающие концентрацию фосфат-ионов и ионов цинка по осям Х и Y с графическим отображением результатов комплексной оценки в соответствующих точках. Кроме того, на графиках показаны верхний и нижний пределы концентраций фосфат-ионов и ионов цинка, учитывающие коэффициент К. Таблица 1 и фиг. 1 соответствуют рН 3,6, таблица 2 и фиг. 2 соответствуют рН 4,0, таблица 3 и фиг. 3 соответствуют рН 4,4.
Как видно из таблиц 1-3 и фиг. 1-3, обрабатывающие жидкости настоящего изобретения обладают достаточной устойчивостью, а металлические материалы, подвергнутые цинк-фосфатной химической конверсионной обработке этими обрабатывающими жидкостями способами обработки настоящего изобретения, приобретают покрытия, удовлетворительные качественно и количественно.
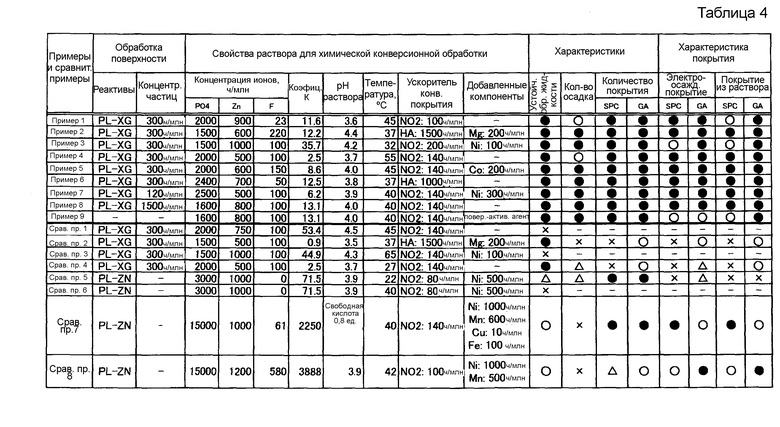
Далее в качестве эксперимента 2, были исследованы другие, нежели концентрации фосфат-ионов и ионов цинка, параметры. Данные о концентрации фосфат-ионов и ионов цинка в обрабатывающих жидкостях, величине коэффициента К, рН обрабатывающей жидкости, температуре, ускорителе химической конверсии покрытия и добавленных металлах приведены в таблице 2. Обрабатывающие жидкости приготовили следующим образом.
Используя 75% фосфорную кислоту и нитрат цинка, фосфат-ионы и ионы цинка добавили в заранее установленных концентрациях, также добавили 500 ч./млн 40% кремнефтористоводородной кислоты, 55% фтороводородной кислоты, 15 ч./млн девятиводного нитрата железа (III), после добавления иных металлов, нежели цинк, добавили заранее заданное количество металла в форме нитрата. Когда в качестве ускорителя химической конверсии покрытия использовали нитрит-ион (NO2), добавляли заранее определенное количество нитрита натрия, либо, когда в качестве ускорителя химической конверсии покрытия использовали гидроксиламин (НА), добавляли заранее определенное количество сульфата гидроксиламина, рН регулировали гидроксидом натрия, затем нагревали до заданной температуры. Концентрацию ионов фтора регулировали путем добавления некоторого количества 55% фтороводородной кислоты.
Для сравнительных примеров 5 и 6 фторсодержащий компонент не добавляли, окислительно-восстановительный потенциал (ОВП) доводили до 200 мВ путем добавления сульфата железа (IV). Для сравнительного примера 7 добавленное количество девятиводного нитрата железа (III) отрегулировали так, чтобы концентрация ионов железа (III) составила 100 ч./млн. Кроме того, в качестве фторсодержащего компонента добавили столько 40% кремнефтористоводородной кислоты, чтобы получить концентрацию SiF6 800 ч./млн, и содержание свободных кислот, а не рН, обрабатывающей жидкости довели до 0,8. Для сравнительного примера 8 в качестве фторсодержащего компонента добавили гидрофторид натрия, и концентрацию свободного фтора довели до 580 ч./млн.
По существу, сравнительный пример 5 соответствует обрабатывающей жидкости примера 4 патентного документа 2, сравнительный пример 6 соответствует обрабатывающей жидкости сравнительного примера 5, нагретой до температуры 40°С, сравнительный пример 7 соответствует обрабатывающей жидкости примера 1 патентного документа 17, сравнительный пример 8 соответствует обрабатывающей жидкости примера 5 патентного документа 16.
Устойчивость каждой адаптированной жидкости для цинк-фосфатной химической конверсионной обработки сначала оценивали по внешнему виду. Критерии оценки были следующими:
●: осадка не наблюдается
o: наблюдается минимальный осадок
∆: наблюдается небольшой осадок
×: несомненно наблюдается белый мутный осадок
Для обрабатывающих жидкостей, охарактеризованных как ×, проведение оценки было закончено на этом этапе, обрабатывающие жидкости с результатом ●, o и ∆ далее были использованы для обработки ими металлических материалов.
В качестве металлических материалов в эксперименте 2 использовали SPC и оцинкованные горячим способом листы легированной стали SGCC F06 MO (JISG 3302) 70×150×0,8 мм (далее обозначаемые аббревиатурой GA). Сначала поверхности этих материалов обезжирили путем распыления в течение 120 секунд FC-E 2001, сильнощелочного обезжиривающего агента производства Nihon Parkerizing Co., Ltd. После обезжиривания в течение 30 секунд провели распыление ополаскивающей воды и непосредственно за этим - цинк-фосфатную химическую конверсионную обработку путем погружения в жидкость на 90 секунд. Затем осуществили 30-секундное ополаскивание водой путем распыления, оставшуюся воду высушили в электропечи при 90°С за 180 секунд.
Для обработки поверхности использовали агент для обработки поверхности на основе фосфата цинка PREPALENE XG (далее обозначаемый аббревиатурой PL-XG) производства Nihon Parkerizing Co., Ltd. или агент для обработки поверхности на основе фосфата титана PREPALENE ZN (далее обозначаемый аббревиатурой PL-ZN) производства Nihon Parkerizing Co., Ltd. Для PL-XG рН довели до 9,0, используя в сочетании с ним AD-4977. Концентрацию PL-XG отрегулировали так, чтобы концентрация мелкодисперсных частиц фосфата цинка соответствовала приведенной в таблице 2. Концентрация PL-ZN составила 1000 ч./млн. Обработку проводили при нормальной температуре без нагревания.
Для примера 9, не проводя обезжиривания или обработки поверхности, использовали ту же обрабатывающую жидкость, что и в примере 8, с добавлением 500 ч./млн неионогенного поверхностно-активного агента NEWPOL PE-68 производства Sanyo Chemical Industries, Ltd. для непосредственного погружения SPC и GA на 90 секунд. Затем осуществили 30-секундное распыление ополаскивающей воды, оставшуюся воду высушили в электропечи при 90°С за 180 секунд.
Затем провели оценку количества покрытия, осажденного на каждом металлическом материале. Количество покрытия, осажденного на SPC, рассчитали на основании величины количества осажденного Zn, полученной методом рентгеноспектрального флуоресцентного анализа, количество покрытия, осажденного на GA, рассчитали на основании величины количества осажденного Р, полученной методом рентгеноспектрального флуоресцентного анализа. Рассчитанные количества осажденного покрытия оценили в соответствии со следующими критериями оценки:
Покрытия на SPC:
●: 1,5 г/м2 или более
o: менее 1,5 г/м2 и 1,0 г/м2 или более
∆: менее 1,0 г/м2 и 0,7 г/м2 или более
×: менее 0,7 г/м2
Покрытия на GA:
●: 2,5 г/м2 или более
o: менее 2,5 г/м2 и 2,0 г/м2 или более
∆: менее 2,0 г/м2 и 1,5 г/м2 или более
×: менее 1,5 г/м2
Для обработки SPC использовали 5,0 л обрабатывающей жидкости, всю обрабатывающую жидкость после обработки подвергли вакуум-фильтрации на мембранном фильтре с размером пор 1 мкм с целью отделения осадка, образовавшегося в ходе обработки. После промывки осадка небольшим количеством чистой воды фильтр с осадком поместили в электропечь и сушили при 90°С в течение двух часов. После сушки фильтр с осадком взвесили, вычли вес фильтра до испытания и получили вес образовавшегося осадка. Количество образовавшегося осадка оценили в соответствии со следующими критериями:
●: менее 0,2 г
o: менее 0,3 г и 0,2 г или более
∆: менее 0,4 г и 0,3 г или более
×: 0,4 г или более
Для практической оценки качества покрытия на металлические материалы, прошедшие конверсионную обработку, нанесли покрытие способом электроосаждения и покрытие из раствора, чтобы оценить коррозионную стойкость после нанесения покрытия. Способы нанесения покрытий и методы оценки коррозионной стойкости были следующими.
Нанесение покрытия способом электроосаждения
В качестве электроосаждаемой краски использовали GT-10 HT производства Kansai Paint Co., Ltd. В качестве анода использовании лист нержавеющей стали (SUS 304), листы холоднокатаной стали подвергали потенциостатическому катодному электролизу в течение 180 секунд с целью осаждения на всю поверхность металлического листа пленки покрытия, затем проводили ополаскивание водой и термообработку при 170°С в течение 20 мин для получения пленки покрытия. Толщину пленки доводили до 20 мкм путем регулирования изменением напряжения.
Нанесение покрытия из раствора
В качестве содержащей растворитель краски использовали MAGICRON 1000 производства Kansai Paint Co., Ltd. Нанесение красочного покрытия распылением осуществляли так, чтобы толщина сухой пленки составляла 30 мкм, после чего проводили термообработку при 160°С в течение 20 мин.
Метод оценки коррозионной стойкости
На листах с покрытием при помощи ножа резательного станка сделали поперечный разрез, затем провели испытание распылением соленой воды (JIS-Z 2371) с целью измерения ширины вздутия с одной стороны поперечного разреза спустя 1000 часов. Оценку результатов измерения провели в соответствии со следующими критериями оценки:
●: менее 2,5 мм
o: менее 3,5 мм и 2,5 мм или более
∆: менее 4,5 мм и 6,0 мм или более
×: 6,0 мм или более
Условия обработки поверхности, свойства конверсионной жидкости, устойчивость обрабатывающей жидкости, количество образовавшегося осадка, количество покрытия и эксплуатационные характеристики покрытия для примеров и сравнительных примеров эксперимента 2 представлены в таблице 2.
Как следует из таблицы 2, примеры 1-8, в которых использованы обрабатывающие жидкости настоящего изобретения, являются примерами эпохального открытия, открывающего возможность не только создания цинк-фосфатных конверсионных покрытий, обладающих отличными эксплуатационными характеристиками, но и существенного уменьшения количества образующегося осадка, как одной из ожидающих решения проблем.
Напротив, в сравнительном примере 1, где рН обрабатывающей жидкости был слишком большим, и в сравнительном примере 3, где температура обработки была слишком высокой, образовалось очень большое количество осадка на стадии регулирования состава обрабатывающих жидкостей, в сравнительном примере 2, где рН обрабатывающей жидкости был слишком мал, и в сравнительном примере 4, где температура обрабатывающей жидкости была слишком низкой, что гарантировало устойчивость обрабатывающей жидкости, не удалось уменьшить образование осадка в ходе обработки и сформировать достаточное количество покрытия, соответствующее требуемым эксплуатационным характеристикам.
Кроме того, из сравнительных примеров 5-8, отражающих известный уровень техники, следует, что они не представляют способов, удовлетворяющих всем имеющимся требованиям в отношении устойчивости обрабатывающей жидкости, эффектов уменьшения образования осадка и эксплуатационных характеристик покрытия. В сравнительном примере 1, хотя рН обрабатывающей жидкости большой, температура обработки настолько низкая, что могут не быть достигнуты достаточная эффективность химической конверсионной обработки и надлежащие эксплуатационные характеристики покрытия; когда же в сравнительном примере 1 увеличивают температуру, ослабляется устойчивость обрабатывающей жидкости, как и в сравнительном примере 2. В сравнительном примере 7 рН обрабатывающей жидкости слишком мал, в сравнительном примере 8 рН высокий, однако обрабатывающая жидкость загрязнена свободным фтором, являющимся травящим агентом. Следовательно, количество образующегося осадка в них уменьшено быть не может.
Краткое описание чертежей
Фиг. 1 представляет собой график, отражающий концентрации фосфат-ионов и ионов цинка, отложенные по осям Х и Y, с графическим отображением результатов комплексной оценки в соответствующих точках (рН 3,6);
Фиг. 2 представляет собой график, отражающий концентрации фосфат-ионов и ионов цинка, отложенные по осям Х и Y, с графическим отображением результатов комплексной оценки в соответствующих точках (рН 4,0);
Фиг. 3 представляет собой график, отражающий концентрации фосфат-ионов и ионов цинка, отложенные по осям Х и Y, с графическим отображением результатов комплексной оценки в соответствующих точках (рН 4,4).
Изобретение относится к жидкости для осаждения покрытия из фосфата цинка на металлический материал путем химической конверсионной обработки, представляющей собой водный раствор с рН от 3,6 до 4,4, содержащий от 500 до 4000 ч./млн фосфат-ионов и от 300 до 12000 ч./млн ионов цинка. При этом для данного раствора коэффициент К, вычисленный на основании концентрации фосфат-ионов: Р (ч./млн), концентрации ионов цинка: Z (ч./млн) и рН: Х по формуле: К=10Х×Р2×Z3/1018, находится в диапазоне от 1 до 50. Изобретение позволяет получить на металлических материалах тонкопленочные покрытия из фосфата цинка, обладающие отличными характеристиками грунтовочного слоя, а также позволяет уменьшить количество образующегося осадка и сократить потребление реагентов. 2 н. и 1 з.п. ф-лы, 3 ил., 4 табл.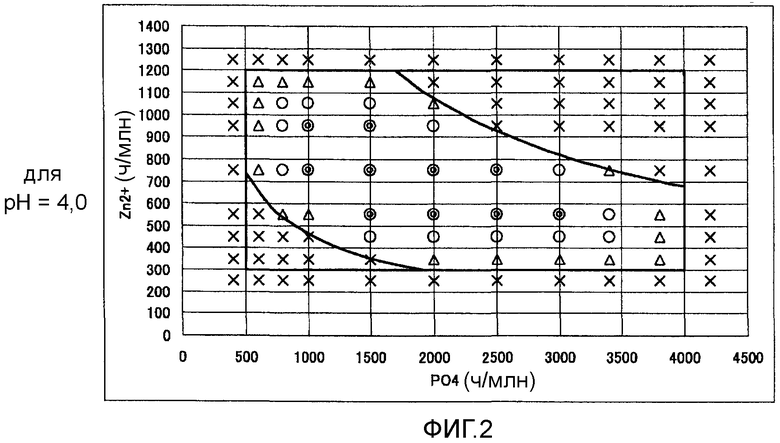
1. Жидкость для химической конверсионной обработки металлического материала, которая представляет собой водный раствор с рН от 3,6 до 4,4, содержащий от 500 до 4000 ч./млн фосфат-ионов и от 300 до 12000 ч./млн ионов цинка, и является обрабатывающей жидкостью для осаждения покрытия из фосфата цинка на поверхность металлического материала, при этом коэффициент К, вычисленный на основании концентрации фосфат-ионов: Р (ч./млн), концентрации ионов цинка: Z (ч./млн) и рН: Х, имеет значения в диапазоне от 1 до 50:
К=10
Х
×Р
2
×Z
3
/10
18
(формула 1).
2. Жидкость для химической конверсионной обработки металлического материала по п.1, которая содержит нитрат-ионы, фторид-ионы и, в качестве ускорителя химической конверсии покрытия, нитрит-ионы или гидроксиламин, при этом концентрация фторид-ионов составляет от 20 до 240 ч./млн.
3. Способ химической конверсионной обработки металлического материала, включающий приведение металлического материала в контакт с жидкостью для обработки поверхности с рН от 7,0 до 11,0, содержащей от 100 до 2000 ч./млн мелкодисперсных частиц фосфата цинка, и, непосредственно после этого, с жидкостью для химической конверсионной обработки по п.1 или п.2 с температурой от 30 до 60 °C с осаждением покрытия из фосфата цинка на поверхности металлического материала.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| ПОКРЫТИЯ ДЛЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ, ХИМИЧЕСКИ ВЗАИМОДЕЙСТВУЮЩИЕ С ПОДЛОЖКОЙ | 1994 |
|
RU2107746C1 |

