Изобретение относится к области железнодорожного транспорта и предназначается для увеличения ресурса работы стрелок стрелочных переводов.
Стрелка - это наиболее ответственный и дорогостоящий конструктивный узел стрелочного перевода, во многом определяющий срок службы всего перевода в целом. На технологических железнодорожных путях металлургических предприятий срок их службы примерно вдвое короче сроков службы узлов крестовин и переводных кривых.
Естественно встает вопрос о восстановлении и повторном использовании стрелок.
Известен способ восстановления стрелочного перевода по патенту РФ 2049189 (бюл. 33 от 27.11.95), заключающийся в механической обработке остряков для придания их поверхностям катания первоначальной формы и последующей их установке на металлические пластины, обеспечивающие проектное взаимное положение поверхностей катания остряков и рамных рельсов.
Главным недостатком способа является необходимость строжки остряка по всей его длине, что приводит к ослаблению его жесткости сечений и объемов изнашиваемого металла.
С уменьшением жесткости сечений повышаются напряжения в остряках при изгибе, а вместе с тем и вероятность развития усталостных дефектов, ускоряющих выход остряков из строя.
С уменьшением объема металла на износ соответственно сокращается ресурс работы остряка.
Еще одним недостатком конструкции является необходимость изготовления для нее большого числа специальных нестандартных элементов: переходных накладок для корневых стыков, стрелочных подкладок с пластинами, которые крепятся к подкладкам винтами или на сварке. То есть почти все детали, входящие в состав стрелочного узла, восстанавливаемого по данному способу, должны подвергаться обработке или реконструкции. Это вносит определенные неудобства в техпроцесс восстановления.
Известен способ восстановления стрелочного перевода по патенту РФ 2049842 (бюл. 34 от 10.12.98), заключающийся в механической обработке остряков для придания их поверхностям катания первоначальной формы, закреплении на подошвах остряков в местах. их опирания на стрелочные брусья металлических пластин, компенсирующих уменьшение высоты остряков в процессе механической обработки, и монтаж корневого крепления.
Его преимущество перед аналогом заключается в том, что при этом способе должны подвергаться обработке только остряки, а остальные детали стрелки (корневые накладки, стрелочные подкладки и подушки) применяются типовые.
Недостатком этого способа является сокращение ресурса металла на износ и несущей способности остряков, связанное со строжкой их по всей длине.
Тем не менее, данный способ наиболее близок к заявляемому решению.
Предлагаемое изобретение решает задачу повышения несущей способности и запасов металла на износ в остряках восстанавливаемых стрелок.
Задача решается за счет того, что при восстановлении стрелки стрелочного перевода, заключающемся в механической обработке остряков для придания их поверхностям катания первоначальной формы, закреплении на подошвах остряков в местах их опирания на стрелочные брусья металлических пластин, компенсирующих уменьшение высоты остряков в процессе механической обработки и монтаже корневого крепления, согласно предлагаемому методу, при механической обработке остряков высота каждого из них в торце корневого стыка оставляется неизменной, вертикальная строжка по всей длине остряка производится с понижением его поверхности катания от корня к острию под углом α к его главной продольной оси, определяемым из соотношения:
где δmax - максимальная глубина выкрашивания остряка, мм;
l - расстояние от торца остряка в корне до сечения, соответствующего максимальной глубине выкрашивания, мм.
Под тем же углом α производится изгиб в вертикальной плоскости стыковых накладок для корневого крепления, а толщина h компенсирующих пластин на каждом брусе обеспечивается в соответствии с равенством
h=x•tgα,мм
где х - расстояние от торца остряка в корне до оси соответствующего бруса, мм.
Суть технического решения поясняется с помощью схем.
Фиг.1 - общий вид остряка, поступающего на обработку.
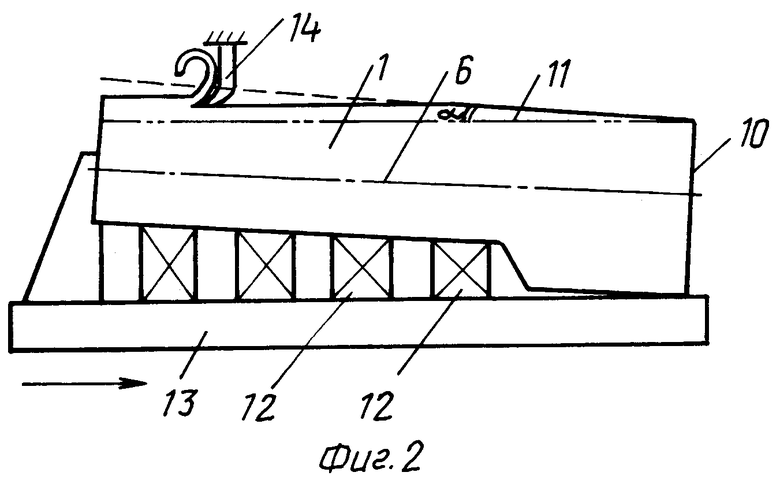
Фиг. 2 - схема строжки остряка при восстановлении стрелки по предлагаемому способу.
Фиг.3 - остряк в сборе с рамным рельсом после восстановления.
На фиг.1 схематично показан остряк 1 пониженного профиля, выпрессованный в корне 2 под размер обычного типового рельса, для стыкования стрелки с рельсами соединительных путей (не показаны) со стандартными стыковыми накладками 3, которые входят в комплект конструктивного узла стрелки.
В самой тонкой части вблизи острия 4 имеет место выкрашивание 5 металла. Именно с этим эксплуатационным дефектом и связана необходимость механической обработки остряка 1 в процессе восстановления стрелки.
По способу прототипа строжка ведется в направлении, параллельном главной продольной оси 6 остряка 1 до тех пор, пока поверхность строжки не опустится до уровня нижней точки 7 выкрашивания 5.
С конструктивной точки зрения это решение оказывается наиболее простым. И ось 6 остряка 1 и его поверхность 8, полученная в результате обработки, остаются параллельными друг другу и строго горизонтальными, пластины под подошвами остряков, компенсирующие потерю их высоты в результате обработки, должны выполняться одинаковой толщины, что облегчает задачу. Однако обращает на себя внимание тот факт, что при такой строжке с головки остряка снимается существенный объем металла именно в зоне износа.
На участке выпрессовки в корне 2 остряка 1, где высота головки 9 и без того меньше, чем на остальной части остряка 1, такая обработка оставляет слишком маленький запас металла на износ, что снижает ресурс работы стрелки после восстановления.
С другой стороны, уменьшение высоты остряка приводит к существенному снижению моментов инерции его поперечных сечений, т.к. в выражение момента инерции высота сечения входит в 3-й степени. От этого увеличиваются напряжения от изгиба, а вместе с тем и выход остряков из строя по усталостным дефектам.
Предлагаемый способ позволяет увеличить и объем изнашиваемого металла и высоту сечений восстанавливаемого остряка за счет изменения угла его вертикальной строжки. Эта строжка должна выполняться не параллельно продольной оси 6, а под некоторым углом α к ней так, чтобы высота остряка 1 в торцевом сечении 10 корня 2 оставалась не тронутой, поверхность строжки была прямолинейной по всей длине, а точка 7 принадлежала бы этой поверхности.
Данным трем условиям удовлетворяет единственное положение поверхности катания после обработки остряка, показанное на схеме штрих-пунктирной линией 11 и угол α, равный
где δmax - максимальная глубина выкрашивания остряка, мм;
l - расстояние от торца 10 остряка 1 в корне 2 до сечения, соответствующего максимальной глубине выкрашивания, мм.
Заштрихованная площадь между пунктиром 8 и штрих-пунктиром 11 выражает собой дополнительный запас металла в зоне износа и увеличение высоты остряка, полученные в результате строжки остряка под углом α.
На фиг.2 показано, что такая строжка остряка может быть выполнена с помощью обычного строгального станка. Для этого обрабатываемый остряк 1 достаточно установить на поверхности стола 13 строгального станка на прокладках 12 различной высоты. Тогда при поступательном движении стола 13 в направлении стрелки и неподвижном положении резца 14 строжка остряка может осуществляться под любым наперед заданным углом α к его продольной оси 6.
Чтобы при сборке стрелочного узла фиг.3 обеспечить одинаковое положение поверхностей катания рамного рельса 15 и остряка, прошедшего вертикальную строжку под углом α, компенсирующие пластины 16, прикрепляемые к подошвам остряков 1, должны быть на каждом брусе 17 своей вполне определенной толщины. Эта толщина h определяется из соотношения:
h=x•tgα,мм
где х - расстояние от торца 10 остряка 1 в корне 2 до оси соответствующего стрелочного бруса 16, мм.
Из фиг.3 видно, что при предлагаемом способе восстановления стрелок нет необходимости производить наплавку и фрезеровку пазух в корне остряка, как это предусматривается прототипом. Достаточно обычную стандартную стыковую накладку изогнуть под прессом посередине на угол α в вертикальной плоскости и соединение стрелки в корневом стыке с примыкающими рельсами будет обеспечено, что также говорит в пользу предлагаемого технического решения.
Предлагаемый способ восстановления стрелки предусматривает следующий порядок производства работ.
Изношенная стрелка разбирается. На остряках, бывших в употреблении, замеряют на каждом глубину локальных дефектов (выкрашивания) на рабочих гранях и расстояние l от торца остряка в корне до сечения, соответствующего максимальной глубине выкрашивания δmax. Для одного и второго остряка из выражения (1) определяют угол α и под этим углом производят строжку остряка. На том же строгальном станке придают соответствующую форму строганной части остряка, как это предусмотрено проектом.
Выполняют гибку корневых накладок на угол α.
Исходя из эпюры раскладки брусьев рассчитывают по формуле (2) толщину пластины против каждого стрелочного бруса и прикрепляют их к подошвам остряков в соответствующих сечениях. Производят сборку всего узла стрелки в целом.
Эксплуатационные наблюдения за работой остряков в пути показали, что при имеющих место глубинах выкрашивания (не свыше 20 мм) и минимальных длинах остряков порядка 3 м углы строжки составляют 0,5, максимум 0,7 градуса. При таких углах достаточно рассчитывать толщину пластин на каждом брусе, но нет необходимости придавать наклон под углом α поверхности контакта каждой пластины со стрелочной подушкой, т.к. указанная величина угла находится в пределах точности выполнения операций по изготовлению и сборке деталей стрелки. Все зазоры в местах контакта деталей, вызванные столь малыми отклонениями, выбираются при проходе подвижного состава за счет упругих деформаций взаимодействующих частей стрелки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛОЧНОГО ПЕРЕВОДА | 1992 |
|
RU2049189C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛОЧНОГО ПЕРЕВОДА | 1994 |
|
RU2049842C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛОЧНОГО ПЕРЕВОДА | 2015 |
|
RU2578629C1 |
| Способ изготовления остряков стрелочных переводов с использованием промежуточной детали | 2016 |
|
RU2646006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСТРЯКОВ ДЛЯ СОЕДИНЕНИЙ И ПЕРЕСЕЧЕНИЙ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2412299C2 |
| БЕЗОСТРЯКОВАЯ СТРЕЛКА СТРЕЛОЧНОГО ПЕРЕВОДА | 2006 |
|
RU2325473C1 |
| Двойной перекрестный стрелочный перевод | 1984 |
|
SU1393855A1 |
| СТРЕЛКА СТРЕЛОЧНОГО ПЕРЕВОДА | 1997 |
|
RU2117086C1 |
| СПОСОБ СОЧЛЕНЕНИЯ ОСТРЯКА И РАМНОГО РЕЛЬСА В СТРЕЛОЧНОМ ПЕРЕВОДЕ И СТРЕЛОЧНЫЙ ПЕРЕВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2023 |
|
RU2814930C1 |
| ПОДВИЖНЫЙ РЕЛЬС СТРЕЛОЧНОГО ПЕРЕВОДА | 1993 |
|
RU2071521C1 |

Использование: в железнодорожном транспорте. Сущность: строжка восстанавливаемого остряка ведется под некоторым углом к горизонтали α:  где δmax - максимальная глубина выкрашивания остряка, мм; l - расстояние от торца остряка в корне до сечения, соответствующего максимальной глубине выкрашивания. Под тем же углом производится изгиб в вертикальной плоскости корневых накладок, а толщина компенсирующих пластин на каждом брусе обеспечивается в соответствии с равенством h=x•tgα, мм, где х - расстояние от торца остряка в корне до оси соответствующего бруса. Технический результат заключается в повышении несущей способности и запасов металла на износ в остряках восстанавливаемых стрелок для повторного их использования. 3 ил.
где δmax - максимальная глубина выкрашивания остряка, мм; l - расстояние от торца остряка в корне до сечения, соответствующего максимальной глубине выкрашивания. Под тем же углом производится изгиб в вертикальной плоскости корневых накладок, а толщина компенсирующих пластин на каждом брусе обеспечивается в соответствии с равенством h=x•tgα, мм, где х - расстояние от торца остряка в корне до оси соответствующего бруса. Технический результат заключается в повышении несущей способности и запасов металла на износ в остряках восстанавливаемых стрелок для повторного их использования. 3 ил.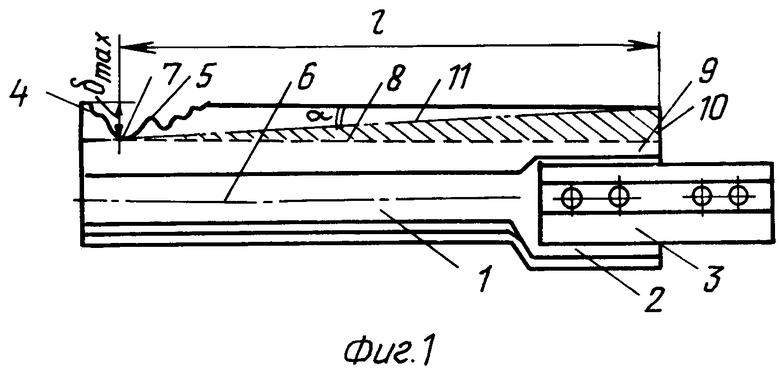
Способ восстановления стрелки стрелочного перевода, заключающийся в механической обработке остряков для придания их поверхностям катания первоначальной формы, закреплении на подошвах остряков в местах их опирания на стрелочные брусья металлических пластин, компенсирующих уменьшение высоты остряков в процессе механической обработки, и монтаже корневого крепления, отличающийся тем, что при механической обработке остряков высоту каждого из них в торце корневого стыка оставляют неизменной, вертикальную строжку по всей длине остряка производят с понижением его поверхности катания от корня к острию под углом α к его главной продольной оси, определяемым соотношением

где δmax - максимальная глубина выкрашивания остряка, мм;
l - расстояние от торца остряка в корне до сечения, соответствующего максимальной глубине выкрашивания,
причем под тем же углом производят изгиб в вертикальной плоскости стыковых накладок для корневого крепления, а толщину h компенсирующих пластин на каждом брусе обеспечивают в соответствии с равенством
h=x·tgα,
где х - расстояние от торца остряка в корне до оси соответствующего бруса.
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛОЧНОГО ПЕРЕВОДА | 1994 |
|
RU2049842C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛОЧНОГО ПЕРЕВОДА | 1992 |
|
RU2049189C1 |
| Способ восстановления в пути крестовины стрелочного перевода из высокомарганцовистой стали | 1985 |
|
SU1528831A1 |
| Способ ремонта крестовин стрелочных переводов | 1966 |
|
SU1239185A1 |

