Изобретение относится к обработке металлов давлением и может быть использовано при производстве многослойных изделий втулочного типов, в частности тепловыделяющих элементов ядерных реакторов.
Известна заготовка оболочки многослойных изделий, выбранная в качестве прототипа, выполненная в виде полого двухстенного стакана, имеющего наружный и внутренний цилиндрические патрубки, соединенные тороидальным участком (М. Н. Горбунов. Штамповка деталей из трубчатых заготовок. - М.: Машгиз, 1960, фиг.63, а).
Данная заготовка оболочки используется для сборки с заготовкой сердечника, после чего полученную сборную заготовку подвергают калибровке посредством ее деформирования по наружной и внутренней поверхностям, закатке, сварке и термодиффузионной обработке.
Причиной, препятствующей получению указанного ниже технического результата при использовании известной заготовки оболочки многослойных изделий, является невысокое качество получаемых многослойных изделий. Это обусловлено тем, что при калибровке сборных заготовок многослойных изделий, состоящих из заготовки оболочки и заготовки сердечника и, при необходимости, крышки, осуществляемой с целью выборки технологических зазоров между их поверхностями, в начальный момент калибровки, в ряде случаев, имеет место деформирование пластичной заготовки сердечника, через которую осуществляется передача усилия калибровки за счет значительного усилия деформирования тороидального участка заготовки оболочки вследствие его высокой жесткости из-за небольшого радиуса скругления, при этом торцы заготовки сердечника искажают свою форму, способствуя искажению формы торцов сборной заготовки в целом. Соответственно искажения формы торцов заготовки сердечника тем больше, чем больше степень деформации при калибровке сборных заготовок. Неравномерность деформации при калибровке сборных заготовок, обусловленная разностенностью как заготовки сердечника, так и наружного и внутреннего патрубков заготовки оболочки, приводит к дополнительному увеличению усилия калибровки в начальный момент деформирования, которое, в ряде случаев, превышает усилие, определяющее устойчивость заготовки сердечника при осевом нагружении. В этом случае заготовка сердечника теряет осевую устойчивость и искривляется в продольном направлении. Возникающие искажения ее формы приводят к забракованию сборной заготовки или готового многослойного изделия.
Основной задачей, на решение которой направлена заявленная заготовка оболочки многослойных изделий, является повышение качества многослойных изделий.
Техническим результатом, достигаемым при осуществлении заявляемого изобретения, является снижение усилия деформирования в начальный момент калибровки сборных заготовок и, как следствие, получение сборных заготовок и готовых многослойных изделий заданной формы.
Указанный технический результат достигается тем, что в известной заготовке оболочки многослойных изделий, выполненной в виде полого двухстенного стакана, имеющего наружный и внутренний цилиндрические патрубки, соединенные тороидальным участком, между наружным патрубком и тороидальным участком, с одной стороны, и тороидальным участком и внутренним патрубком, с другой стороны, выполнены соответственно наружный и внутренний заходные участки в виде полых усеченных тел вращения, полости которых имеют переменный диаметр по высоте, основание большего поперечного сечения наружного заходного участка сопряжено с наружным патрубком, основание меньшего поперечного сечения внутреннего заходного участка сопряжено с внутренним патрубком, при этом полость наружного заходного участка выполнена с увеличивающимся, а полость внутреннего заходного участка - с уменьшающимся по направлению к цилиндрическим патрубкам диаметрами.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных заготовки оболочки многослойных изделий и устройства для ее изготовления, отсутствуют. Следовательно, заявленное изобретение соответствует условию патентоспособности "новизна".
Изучение известных технических решений в данной и смежных областях техники не позволило выявить признаки, являющиеся отличительными в заявляемом решении. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявленного изобретения преобразований на достижение указанного технического результата. Следовательно, заявленное изобретение соответствует условию патентоспособности "изобретательский уровень".
Сущность изобретения поясняется чертежами.
На фиг. 1 изображено поперечное сечение заявляемой заготовки оболочки многослойных изделий.
На фиг.2 и 3 представлены сечения соответственно наружного и внутреннего заходных участков заготовки оболочки.
На фиг.4 представлены стадии процесса калибровки сборной заготовки: положение I - начало калибровки сборной заготовки; положение II - стадия установившегося процесса деформирования оболочки сборной заготовки.
Заготовка оболочки многослойных изделий (фиг.1) представляет собой полый двухстенный стакан, состоящий из наружного 1 и внутреннего 2 цилиндрических патрубков, соединенных тороидальным участком 3, при этом между наружным патрубком и тороидальным участком выполнен наружный заходной участок 4, а между внутренним патрубком и тороидальным участком выполнен внутренний заходной участок 5. Наружный заходной участок (фиг.1) и внутренний заходной участок (фиг.2) выполнены в виде полых усеченных тел вращения (как вариант - в виде полых усеченных конусов), полости которых имеют переменный диаметр по высоте. Полость наружного заходного участка 4 выполнена с увеличивающимся, а полость внутреннего заходного участка 5 - с уменьшающимся по направлению к цилиндрическим патрубкам 1 и 2 диаметрами. Основание большего поперечного сечения наружного заходного участка 4 сопряжено с наружным патрубком 1, а основание меньшего поперечного сечения внутреннего заходного участка 5 сопряжено с внутренним патрубком 2.
Заготовка оболочки многослойных изделий используется следующим образом.
В указанную заготовку оболочки 6 в виде полого двухстенного стакана устанавливают заготовку сердечника 1, выполненную в виде полого цилиндра с тороидальными участками на торцах, после чего сборную заготовку помещают в зазор между матрицей 8 и дорном 9 устройства для калибровки сборных заготовок (фиг.4). Устройство для калибровки сборных заготовок может быть использовано по а.с. 1428483, В 21 С 37/30, 1988 или по патенту 2111813, В 21 С 37/30, 1998. Прикладывая к открытому торцу заготовки сердечника 7 усилие деформирования пуансоном 10, закрепленным в приводной плите пресса (условно не показано), осуществляют калибровку сборной заготовки путем ее проталкивания между рабочими поверхностями матрицы и дорна.
В начальный момент калибровки (положение I на фиг.4) вследствие наличия у заготовки оболочки 6 наружного и внутреннего заходных участков большая часть ее тороидального участка проходит рабочие участки матрицы 8 и дорна 9, не деформируясь, после чего начинается деформация оболочки сборной заготовки: со стороны матрицы - в районе сопряжения тороидального и наружного заходного участков, а со стороны дорна - в районе сопряжения тороидального и внутреннего заходного участков. Сначала происходит деформирование без утонения стенки наружного и внутреннего заходных участков за счет выборки технологических зазоров между заготовкой оболочки 6 и заготовкой сердечника 7, после чего осуществляется вытяжка с утонением стенки наружного заходного участка, а также дорнование (раздача) с утонением стенки внутреннего заходного участка оболочки сборной заготовки. В процессе калибровки степень деформации по высоте как наружного, так и внутреннего заходных участков оболочки сборной заготовки увеличивается, достигая максимального значения в момент прохождения через калибрующие пояски матрицы и дорна поперечного сечения сборной заготовки, проходящего через плоскость сопряжения: со стороны матрицы - наружного заходного участка 4 и наружного патрубка 1, а со стороны дорна - внутреннего заходного участка 5 и внутреннего патрубка 2 заготовки оболочки. При дальнейшем деформировании сборной заготовки, осуществляемом с постоянной степенью деформации, оболочка плотно прилегает к сердечнику, как по наружной, так и по внутренней поверхностям, обеспечивая изделию высокое качество (положение II на фиг.4). По окончании процесса калибровки изделие выходит из рабочей зоны устройства, снимается с пуансона посредством съемника (условно не показано) и удаляется из рабочей зоны пресса.
Параметры наружного и внутреннего заходных участков заготовки оболочки (диаметры в плоскости сопряжения заходных участков и тороидального участка, углы наклона образующих заходных участков и др.) выбирают таким образом, чтобы в начальный момент калибровки сборной заготовки большая часть тороидального участка заготовки оболочки проходила в зазор между матрицей и дорном, обеспечивая при этом минимальную деформацию оболочки.
Степени деформации по толщине стенки наружного и внутреннего патрубков оболочки выбирают минимальными (2-10%). Указанные значения степени деформации обусловлены, с одной стороны, необходимостью обеспечения полной выборки технологических зазоров между заготовкой оболочки и заготовкой сердечника, а с другой стороны, осуществлением калибровки сборной заготовки с минимальной степенью деформации в начальный момент деформирования оболочки, когда заготовка сердечника, через которую передается усилие калибровки, представляет собой стержень с незащемленным концом, осевая устойчивость которого минимальна. Повышение степени деформации ведет к увеличению усилия калибровки, что, в свою очередь, способствует появлению концевых дефектов на заготовке сердечника и/или потере заготовкой сердечника продольной устойчивости, что приводит к забракованию сборной заготовки или готового многослойного изделия.
Изготовление заявленной заготовки оболочки многослойных изделий осуществляют известными способами, например токарной обработкой исходной заготовки либо обратным выдавливанием кольцевой заготовки с последующей токарной обработкой полученного изделия.
Использование заготовки оболочки многослойных изделий заявленной конструкции с выполнением в ней наружного и внутреннего заходных участков указанной формы позволяет осуществить калибровку сборной заготовки без деформирования ее тороидального участка, большая часть которого свободно проходит в зазор между матрицей и дорном, способствуя значительному уменьшению усилия в начальный момент калибровки, что приводит к получению сборных заготовок и соответственно многослойных изделий высокого качества без искажения их формы.
Таким образом, приведенные сведения показывают, что при осуществлении заявленного изобретения выполняются следующие условия:
- средства, воплощающие изобретение при его осуществлении, предназначены для использования в промышленности, а именно при производстве многослойных изделий втулочного типа, в частности тепловыделяющих элементов ядерных реакторов;
- для заявленного изобретения в том виде, в котором оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью описанных средств и методов;
- средства, воплощающие изобретение при его осуществлении, способны обеспечить получение указанного технического результата.
Следовательно, заявленное изобретение соответствует условию патентоспособности "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДВУХСТЕННЫХ СТАКАНОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242310C2 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2336152C2 |
| УСТАНОВКА ДЛЯ КАЛИБРОВКИ СБОРНЫХ ЗАГОТОВОК БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2319588C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2304487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2253543C2 |
| ПУАНСОН ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 2003 |
|
RU2240200C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |



Изобретение относится к обработке металлов давлением и используется при производстве многослойных изделий втулочного типа. Заготовка оболочки многослойных изделий выполнена в виде полого двухстенного стакана, имеющего наружный и внутренний цилиндрические патрубки, соединенные тороидальным участком. Между наружным патрубком и тороидальным участком, с одной стороны, и тороидальным участком и внутренним патрубком, с другой стороны, выполнены наружный и внутренний заходные участки в виде полых усеченных тел вращения, полости которых имеют переменный диаметр по высоте. Полость наружного заходного участка выполнена с увеличивающимся, а полость внутреннего заходного участка - с уменьшающимся по направлению к цилиндрическим патрубкам диаметрами. Это позволяет снизить усилие деформирования в начальный момент калибровки сборных заготовок и получить сборные заготовки высокого качества без искажения их формы. 4 ил.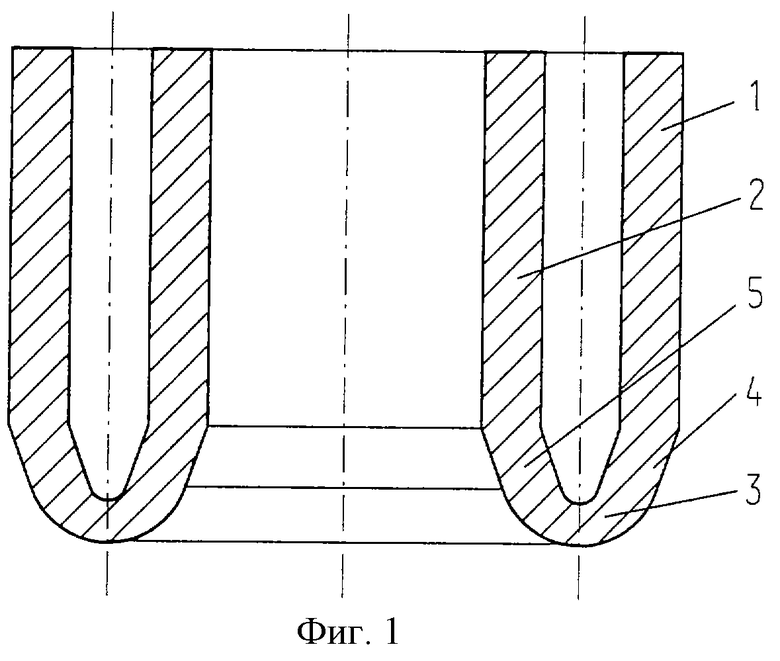
Заготовка оболочки многослойных изделий, выполненная в виде полого двухстенного стакана, имеющего наружный и внутренний цилиндрические патрубки, соединенные тороидальным участком, отличающаяся тем, что между наружным патрубком и тороидальным участком, с одной стороны, и тороидальным участком и внутренним патрубком, с другой стороны, выполнены соответственно наружный и внутренний заходные участки в виде полых усеченных тел вращения, полости которых имеют переменный диаметр по высоте, основание большего поперечного сечения наружного заходного участка сопряжено с наружным патрубком, основание меньшего поперечного сечения внутреннего заходного участка сопряжено с внутренним патрубком, при этом полость наружного заходного участка выполнена с увеличивающимся, а полость внутреннего заходного участка с уменьшающимся по направлению к цилиндрическим патрубкам диаметрами.
| Горбунов М.Н | |||
| Штамповка деталей из трубчатых заготовок | |||
| - М.: Машгиз, 1960 | |||
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1977 |
|
SU711731A1 |
| Многослойная заготовка | 1972 |
|
SU459321A1 |
| Способ получения холода | 1984 |
|
SU1359591A1 |
| EP 0592211, 13.04.1994 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| JP 11192656, 21.07.1999 | |||
| JP 10086296, 18.03.1998. | |||

