Изобретение относится к области обработки металлов давлением и касается, в частности, способа получения горловин многослойных сосудов высокого давления.
Известен способ получения многослойных днищ резервуаров, работающих под высоким давлением. По известному способу в матрице со сменной рабочей поверхностью осуществляют последовательную горячую наштамповку последующего слоя на пуансон с закрепленным на нем предыдущим слоем.
В известном способе чашеобразная форма изделия профилируется по всей поверхности пуансоном и форма матрицы для выборки зазоров между слоями роли не играет.
При отбортовке горловин переходная часть от борта к воротнику профилируется матрицей. Радиус отбортовки обусловлен законами течения металла, которые зависят от марки металла, размеров заготовки (толщина, диаметр, длина) а также от температуры нагрева заготовки и поэтому заранее точно определен быть не может. При последовательной наштамповке с применением заранее изготовленных известными способами сменных матриц в переходной зоне горловины образуются зазоры, снижающие прочность горловины.
Целью предложения является повышение плотности прилегания слоев при изготовлении горловин многослойных сосудов.
Для этого в матрицу предварительно заштамповывают вспомогательные заготовки, число которых на единицу меньше числа слоев горловины, используя предыдущую заготовку в качестве матрицы для последующей, в полученной матрице штампуют внутренний слой горловины. После этого из матрицы извлекают внутреннюю вспомогательную заготовку и далее штампуют последующие слои горловины на соответствующих последующих вспомогательных заготовках. После штамповки каждого слоя вспомогательную заготовку, служившую матрицей для данного слоя, удаляют.
Для обеспечения необходимой высоты горловины к торцу каждого слоя горловины перед наштамповкой на него следующего слоя приваривают патрубок.
При осуществлении данного способа заготовка может быть набрана в виде пакета листов и в этом случае к торцу каждого слоя патрубка после его штамповки приваривают многослойные цилиндрические обечайки.
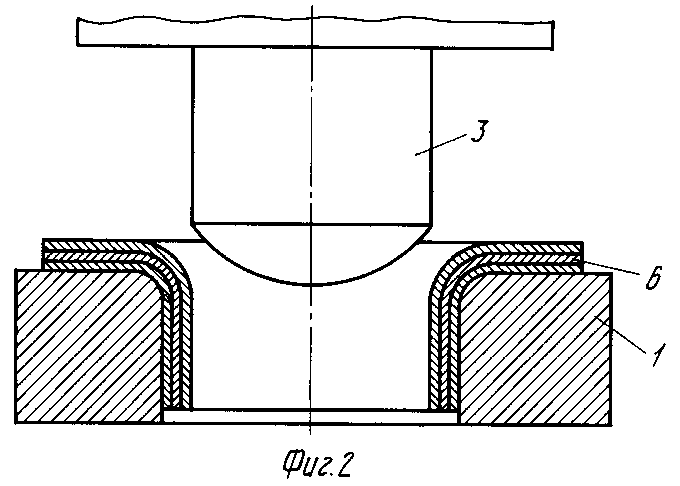
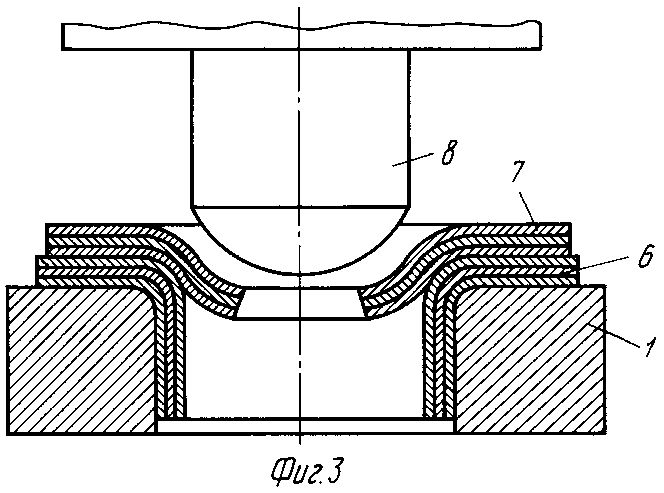
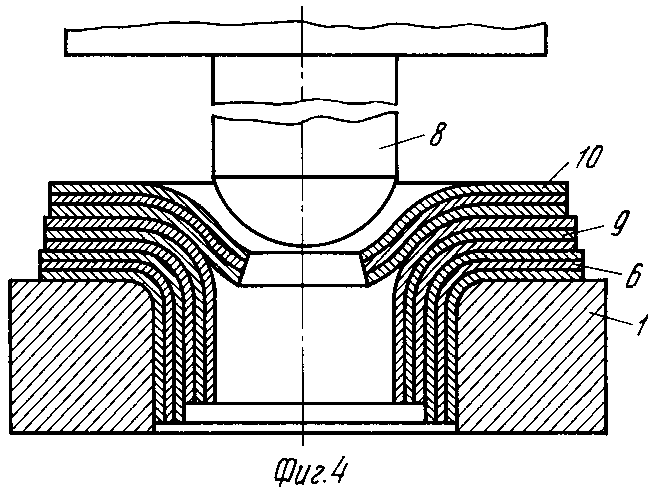
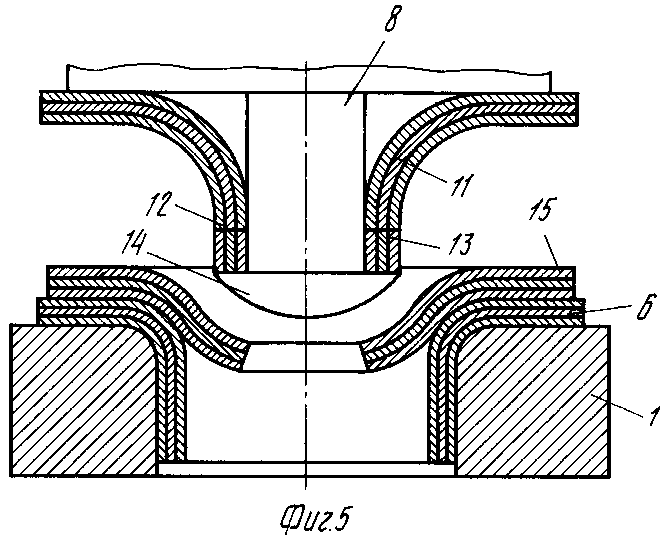
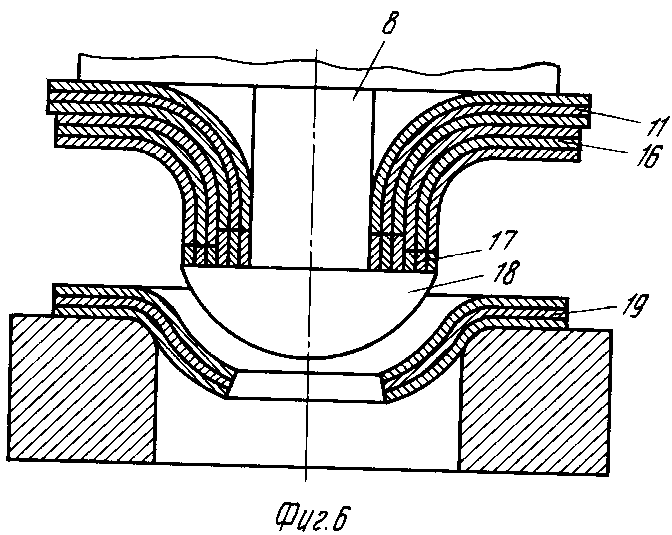
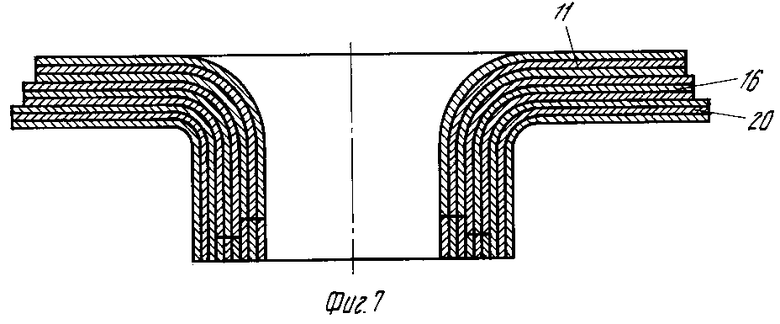
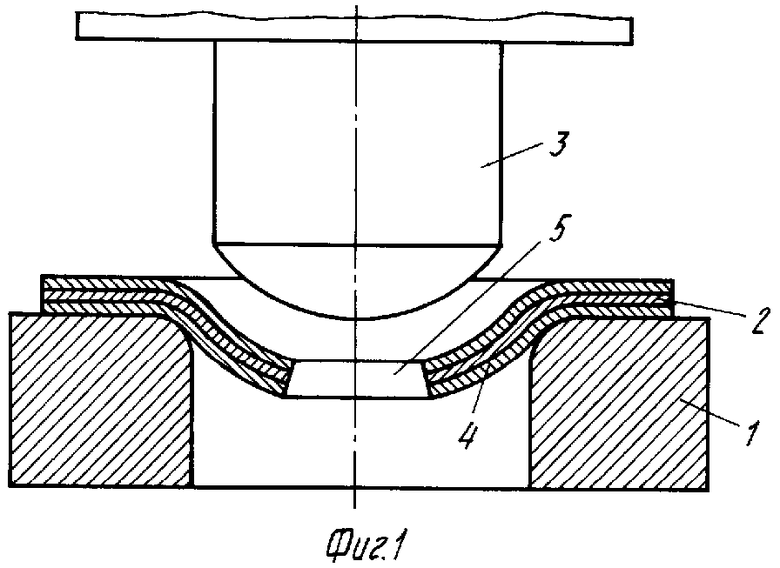
На фиг. 1 представлена первая вспомогательная заготовка в виде пакета листов со сферической выпуклостью и отверстием; на фиг. 2 - матрица с первым рабочим слоем из вспомогательной заготовки в виде пакета листов; на фиг. 3 - момент штамповки второго вспомогательного слоя; на фиг. 4 - момент штамповки первого (внутреннего) слоя горловины из заготовки в виде пакета листов; на фиг. 5 - наштамповка второго слоя горловины (также из пакетной заготовки) на первый; на фиг. 6 - наштамповка третьего слоя горловины на первый и второй; на фиг. 7 - полученная горловина.
Предложенный способ изготовления многослойной горловины осуществляется следующим образом.
На матрицу 1, рабочая поверхность которой обработана в соответствии с кривизной наружной поверхности сосуда, укладывают вспомогательную заготовку 2 (в данном случае в виде пакета листовых заготовок), пуансоном 3 образуют сферическую выпуклость 4 с целью предварительного набора металла для уменьшения утонения при последующей штамповке. Далее вырезают отверстие 5 и пуансоном 3 штампуют первый слой 6 рабочей поверхности матрицы. После этого на матрицу укладывают вторую вспомогательную заготовку 7 (в виде пакета) и пуансоном 8 штампуют второй слой 9 рабочей поверхности матрицы. Число таких слоев рабочей поверхности на матрице должно быть на единицу меньше, чем слоев в горловине, т. е. вспомогательных заготовок берут на единицу меньше, чем рабочих, из которых формируют горловину.
В случае, представленном на чертеже, горловина изготавливается из трех, набранных в виде пакета листов заготовок, и соответственно использовано две вспомогательных заготовки, которые также набраны в виде пакета листов.
На матрицу с двумя слоями 9 и 6 укладывают пакетную заготовку 10 и пуансоном 8 штампуют внутренний слой горловины 11, извлекают его из матрицы, торцуют его кромку 12, приваривают к нему патрубок 13, обеспечивающий необходимую высоту горловины, насаживают на пуансон 8 и закрепляют направляющей насадкой 14. Из матрицы извлекают вспомогательный слой 9, укладывают на нее пакетную заготовку 15 и пуансоном 8 с насаженным на нем внутренним слоем горловины 11 штампуют второй слой горловины 16, торцуют, приваривают патрубок 17, насаживают на пуансон и закрепляют направляющей насадкой 18. Из матрицы извлекают первый слой 6 и штампуют в нее пакетную заготовку 19 пуансоном 8 с насаженными на него слоями 11 и 16. Получают наружный слой 20 горловины.
Изготовленная таким образом горловина имеет плотное прилегание слоев. Применение вспомогательных заготовок позволяет точно спрофилировать наружные и внутренние поверхности смежных слоев горловины.
(56) Авторское свидетельство СССР N 332901, кл. В 2i D 22/06, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ ОБРАБОТКОЙ МАТЕРИАЛОВ ДАВЛЕНИЕМ, СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ УКАЗАННЫМ СПОСОБОМ | 2016 |
|
RU2674798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |
| Способ изготовления штампов | 1989 |
|
SU1692709A1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Способ изготовления многослойных сосудов | 1984 |
|
SU1189556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ВЫРУБКИ В ШТАМПЕ ДЕТАЛЕЙ | 2012 |
|
RU2522912C2 |