Изобретение относится к электротехнике, а именно к способам изготовления электрических проводников для электрического соединения железнодорожных рельсов между собой и источником питания.
Известен способ изготовления электрических рельсовых соединителей, включающий в себя подсоединение концов медного многожильного провода к медным контактным элементам с последующим их обслуживанием (Борц Ю.В., Чекулаев В.Е. Контактная сеть. - М.: Транспорт, 1981, с.45).
Недостатком известного способа является то, что с его помощью изготовление электрических рельсовых соединителей возможно только при использовании медного провода и медных контактных элементов, подсоединяемых к элементам железнодорожных путей. Это положение ограничивает применение известного способа.
Известен способ изготовления электрических рельсовых соединителей по известному устройству - авторское свидетельство СССР 81483, H 01 R 3/04, по которому концы провода снабжены втулками, в которые при монтаже забивают конические вкладыши.
Недостатком этого способа изготовления рельсового соединителя является необходимость в специальных крепежных элементах, сложность монтажа и выполнение в рельсах специальных отверстий.
Известен способ изготовления рельсовых соединителей, при котором концы многожильного проводника непосредственно приваривают к контактным элементам (книга Бубнов В.Д., Дмитриев В.С. Устройство МЦБ, их монтаж и обслуживание. - М.: Транспорт, 1989).
Недостатком способа является то, что каждую жилу проводника необходимо приваривать отдельно к корпусу крепежного элемента, иначе качественного соединения не получить. Так как соединение получается точечным, то при вибрационных нагрузках во время эксплуатации соединителя возможен обрыв жил.
Это характеризует способ как ненадежный. Кроме того, известный способ не применим или трудновыполним, если провод соединителя выполнен из алюминия, а контактный элемент из стали. Соединение разнородных металлов сваркой требует специальной технологии и специального оборудования.
Данное положение значительно ограничивает применение известного способа.
Известен также способ, по которому концы многожильного проводника рельсового соединителя бандажируют, прикрепляют к контактным элементам и заполняют свободные полости бандажа электропроводящим материалом путем его окунания в расплавленный легкоплавкий металл, нагретый до температуры плавления (Технические условия ТУ 32 ЦШ 2052-97. Перемычки дроссельные сталемедные. Министерство путей сообщения Российской Федерации ГТСС. Государственный институт по проектированию сигнализации, централизации, связи и радио на железнодорожном транспорте. - М., 1997).
Известный способ позволяет более просто изготовлять электрические рельсовые соединители, состоящие из разнородных металлов, развить площадь соединения провода с контактным элементом и тем самым повысить эксплуатационную надежность соединителя.
Но известный способ имеет и недостатки.
В силу малых зазоров между витками провода, а также между проводом и внутренней поверхностью бандажа, заполнение их легкоплавким металлом затруднено.
При наличии незаполненных полостей электрическое сопротивление бандажа возрастает, в свободные полости проникает атмосферная влага, которая конденсируется на непокрытые металлические участки и вызывает их ускоренную коррозию. Для более надежного заполнения микрополостей требуется длительная (несколько часов) выдержка бандажа в расплавленном легкоплавком металле. Но это резко снижает производительность способа, увеличивает энергетические расходы на поддержание металла в расплавленном состоянии и увеличивает количество требуемого оборудования.
Низкая скорость заполнения микрополостей связана с тем, что расплавленный легкоплавкий металл находится в относительно спокойном состоянии, обладает определенной вязкостью и недостаточно текуч. Повысить проникающую способность жидкого металла можно, если наложить на него повышенное давление, вибрационные колебания или озвучить. Но все эти дополнительные операции усложняют способ, требуют специального технологического оборудования и повышают его энергоемкость.
Целью заявляемого изобретения является повышение производительности известного способа без его усложнения, т.е. без внесения каких-либо дополнительных операций, но с обеспечением ускоренного и гарантированного заполнения жидким металлом всех микрополостей, имеющихся между отдельными проводами многожильного провода, а также между проводом и внутренней поверхностью бандажа.
Указанная цель достигается тем, что изготовление электрических рельсовых соединителей включает в себя бандажирование концов многожильного провода, прикрепление (приваривание) бандажей к контактным элементам и заполнение свободных полостей бандажа электропроводящим материалом путем его окунания в расплав легкоплавкого металла. При этом окунание бандажа производят в расплав легкоплавкого металла, имеющего температуру на 1...20oС ниже температуры его кипения.
Выполнение указанных операций позволяет сократить время изготовления электрического рельсового соединителя и повысить его качество тем, что все микрополости в бандаже будут гарантированно и быстро заполнены легкоплавким металлом.
Это происходит в силу известных физических явлений, которые наблюдаются во всех жидкостях, в том числе и в жидких металлах, когда их температура приближается к температуре кипения.
В этот момент в жидком металле возникают интенсивные ламинарные потоки, идет бурное "самоперемешивание", но без газообразования. Именно это свойство содействует быстрому проникновению металла во все микрополости бандажа.
Если металл нагреть до кипения, то возникают уже беспорядочные вихревые, турбулентные потоки с многочисленными газовыми включениями. Заполнение микрополостей таким металлом приведет к появлению раковин и пустот, что нежелательно. Также при кипении металла образуется шлак, который является неэлектропроводящим материалом и поэтому его присутствие в микрополостях бандажа нежелательно.
Поэтому оптимальная температура легкоплавкого металла, при которой способ дает наибольшую эффективность, должна быть на 1...20oС ниже температуры его кипения.
В известных заявителю способах изготовления электрических рельсовых соединителей указанный отличительный признак не обнаружен. Следовательно, можно считать, что в заявленном изобретении присутствует критерий "новизна".
Все признаки заявляемого изобретения направлены на повышение качества изготовления электрических рельсовых соединителей. Следовательно, в материалах заявки присутствует критерий "единство изобретения".
Приведенная совокупность признаков и достигаемый ими результат не являются очевидными для специалиста, что является доказательством наличия в материалах заявки критерия "Изобретательский уровень".
Промышленная применимость изобретения поясняется чертежами:
на фиг.1 изображен многожильный провод для электрического рельсового соединителя;
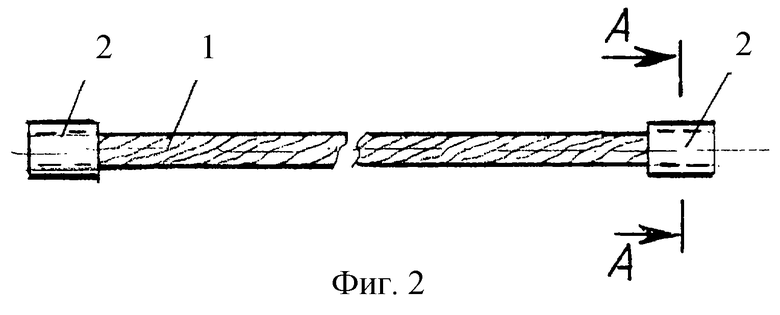
на фиг.2 изображен многожильный провод, концы которого обжаты бандажом в виде втулки;
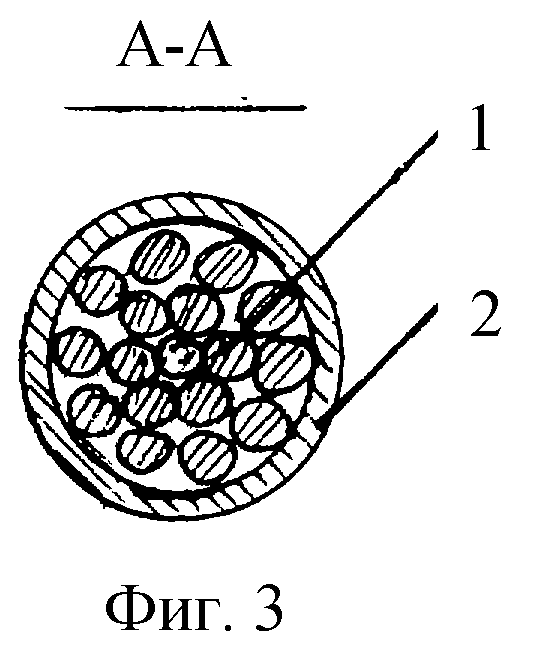
на фиг.3 изображено поперечное сечение бандажа;
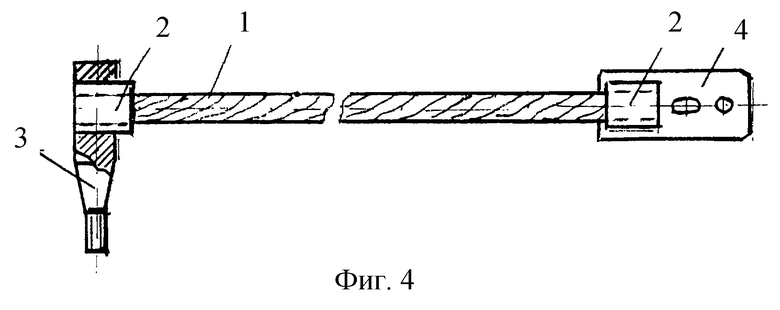
на фиг.4 изображен общий вид электрического рельсового соединителя;
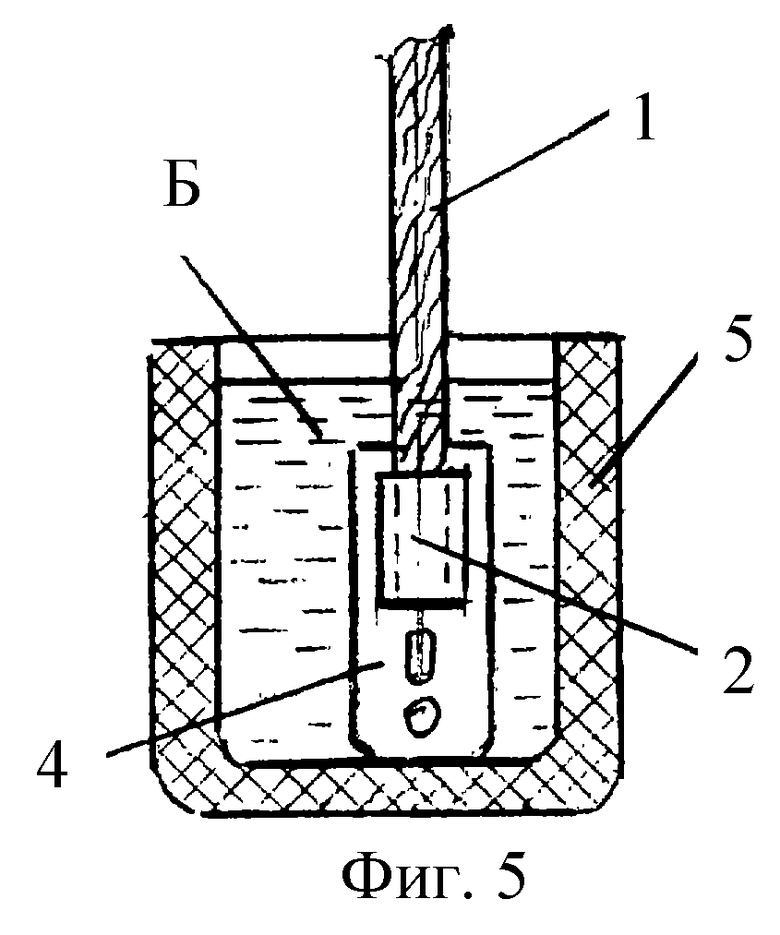
на фиг.5 изображен тигель с расплавленным легкоплавким металлом с опущенным в него концом электрического соединителя;
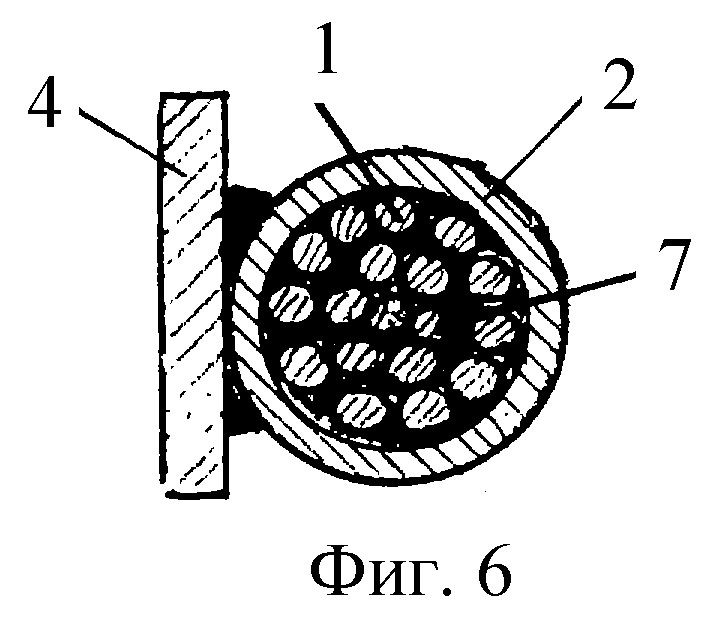
на фиг. 6 изображено сечение бандажа после заполнения его полостей легкоплавким металлом.
Способ для своего осуществления задействует следующие материалы и оборудование: 1 - многожильный провод, 2 - бандаж в виде втулки, 3 - контактный элемент в виде конического пальца, 4 - контактный элемент в виде пластины (контактные элементы могут быть различного исполнения), 5 - тигель, 6 - расплавленный металл, 7 - застывший металл в микрополостях бандажа.
Способ осуществляется следующим образом.
Заготавливают необходимой длины отрезок многожильного провода 1 и с помощью металлических втулок 2 бандажируют его концы. Затем бандажные втулки 2 прикрепляют сваркой к контактным элементам - коническому пальцу 3 и пластине 4.
Открытые торцевые части бандажей заплавляют или закрывают любым известным способом. После этого поочередно или одновременно концы заготовки электрического рельсового соединителя опускают в тигель 5, в котором находится расплавленный легкоплавкий металл 6, например припой или олово.
При этом температура легкоплавкого металла имеет температуру на 1...20oС ниже температуры его кипения. В силу наличия бурных конвекционных потоков в металле и повышения его текучести он проникает во все микрополости, имеющиеся в бандаже 2 и между витками провода 1, вытесняет из них воздух, заполняет их и остается там. Процесс заполнения микрополостей бандажа металлом занимает несколько секунд.
После выемки бандажей 2 из тигля 5 жидкий металл 6 застывает и образует металлические включения 7, которые обеспечивают электропроводимость рельсового соединителя и полностью защищают его контактные элементы от воздействия внешней среды.
Использование предложенного способа позволяет повысить скорость и качество изготовления электрического рельсового соединителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКОПРОВОДЯЩИЙ СОЕДИНИТЕЛЬ РЕЛЬСОВОЙ ЦЕПИ | 2004 |
|
RU2258288C1 |
| РЕЛЬСОВЫЙ ЭЛЕКТРОТЯГОВЫЙ СОЕДИНИТЕЛЬ | 1994 |
|
RU2133678C1 |
| СТЫКОВОЙ ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2011 |
|
RU2478050C2 |
| ЭЛЕКТРОТЯГОВЫЙ СОЕДИНИТЕЛЬ | 1997 |
|
RU2108928C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ КЕРАМИЧЕСКОГО ЯДЕРНОГО ТОПЛИВА ИЗ ПАКЕТОВ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2200766C2 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| Способ изготовления контактного провода из медного сплава | 2023 |
|
RU2809878C1 |
| Способ изготовления отливок направленным затвердеванием | 1981 |
|
SU977108A1 |
| Способ изготовления "холодного"Тигля | 1977 |
|
SU802760A1 |
| Способ изготовления электродов для контактной сварки | 2024 |
|
RU2828904C1 |
Изобретение относится к электротехнике, а именно к способам изготовления устройств для электрического соединения железнодорожных рельсов и путей между собой и с источником питания. По предлагаемому способу концы многожильного провода бандажируют металлическими втулками, прикрепляют к контактным элементам и окунают в расплав легкоплавкого защитного металла, имеющего температуру на 1-20oС ниже температуры его кипения. Способ позволяет повысить качество изготовления электрических рельсовых соединителей. 6 ил.
Способ изготовления электрических рельсовых соединителей, включающий бандажирование концов многожильного провода, прикрепление бандажей к контактным элементам и заполнение свободных полостей бандажа электропроводящим материалом путем его окунания в расплав легкоплавкого металла, отличающийся тем, что окунание бандажа производят в расплав легкоплавкого металла, имеющего температуру, на 1...20°С ниже температуры его кипения.
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1995 |
|
RU2104836C1 |
| RU 2062183 C1, 20.06.1996 | |||
| ВАННА ЭЛЕКТРОПЕЧИ ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ | 1997 |
|
RU2116358C1 |
| DE 4243384 A1, 23.06.1984. | |||

