кость представляет изготовление xoлолного тигля для полупромышленных установок.
Делью изобретения является упрощение технологии изготовления хо лодного тигля.
Поставленная цель достигается тем, что V-образно изогнутые водоо.хлаждаючие трубки устанавливают в гнезде коллектора по периметру кольцевой литейной формы, разделенной перегородками на число необходимых секций и заливают их расплавом метал ла, имекадим высокую теплопроводность например медью. При этом с целью исключения расплавления трубок их заполняют легкоплавким металлом или сплавом, расплавляющимся при заливке в литейную форму расплава металла с высокой теплопроводностью, и таким образом осуществляют теплоотвод от стенок заливаемых трубок. ПбСле кристаллизации залитого в литейную форму металла ее наклоняют и вылвают из трубок расплав легкоплавкого металла или сплава. После охлаждения литейную форму разбирают, производят замену перегородок на электризоляционный материал, например слюду, собирают тигель с помощью стягивающих хомутов, как и в известном способе, и приваривают к концам трубок коллектор для подачи и вывода охлаждающей воды,
Предлагаемый способ изготовления холодного тигля включает следующие технологические операции: нарезку медных трубок на мерные заготовки; Зсшивку трубок легкоплавким металлом или сплавом; изгибание трубок дляпридания V-образной формы и необходимого профиля концов; сборку литейной формы;заливку литейной формы расплавом металла с большой теплопроводностью; слив легкоплавного металла или сплава из трубок; разборку литейной формы и замену перегородок на ИЗОЛЯЦИОННЫЙ материал; изготовление и установку стягивающих хомутов; приварку коллектора и выводов; охлаждающей воды.
Как видно из технологических операций изготовления холодного тигля, по данному способу исключаются операции рихтовки и дефектоскопии профилированных трубок; проточки концов и средней части профилированных трубок для изгибания; фрезерования из боковой поверхности под определенным углом; изготовления шаблона для сборки; сварки трубок в секции; механической обработки внутренней поверхности тигля. Взамен указанных операций по данному способу введены:, заливка трубок легко- плавким металлом или сплавом, сборi a и заливка литейной формы расплавленным металлом с высокой теплопроводностью.
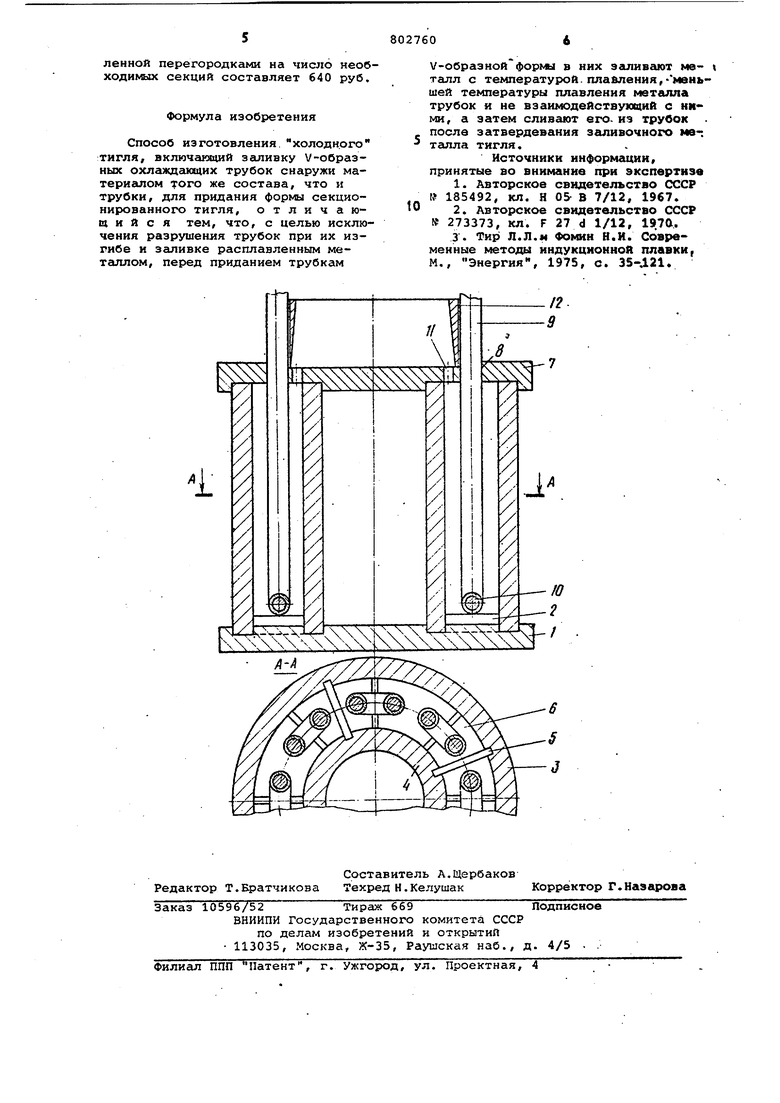
На чертеже показана литейная форма в сборе, с помощью которой осуществляется способ изготовления холодного тигля.
Литейная форма содержит днище 1 установленными в пазах его опорными медными пластинками 2, внешнее 3 и внутреннее 4 кольца с пазами для установки перегородок 5, разделяющие внутреннюю кольцевую полость
6на число необходикых секций холодного тигля, в верхней части литейной формы устанавливают коллекто
7с гнездами 8 для установки V-образно изогнутых трубок 9 с внутренней заливкой легкоплавким металлом или сплавом 10 и литниковыми отверстиями 11. Для предотвращения заливки концов трубок расплавом металла на коллектор 7 устанавливают тонкостенную литниковую чашу 12. Все детали литейной формы за исключением перегородок изготавливают из графи.та. Перегородки 5 изготавливают из листовой стали толщиной 2-3 мм.
Пример. Для лабораторных целей изготавливали холодный тигель с внутренним диаметром 80 мм и высотой 140 мм.
Медные трубки с наружным диаметром 12 мм и толщиной стенки 1,5 мм разрезали на медные заготовки, подогревали их до и -заливали расплавом свинца при температуре 350-360°С. Затем трубки изгибали дли придания им необходимого профиля и устанавливали в гнезда коллектора кольцевой литейной формы,., изготовленной из графита и разделенной стальными перегородками на 4 секции (по 2 трубки на каждую секцию) . Собранную литейнуй форму заливали расплавом меди при температуре 1200-1240с. После кристаллизации Меди в форме сливали свинец из медных трубок, литейную форму разбирали, производили замену перегородок на слюду, с помощью стягивающих хомутозв собирали холодный тигель и приваривали коллектор для подачи охлаждающей воды и вывода.
Данным способом можно изготавливать холодные тигли любого размера, с любым количеством секций, при этом возможно уменьшить толщину секций, что имеет важное значение для увеличения коэффициента полез.ного действия индукционного нагрева
Использование способа изготовления холодного тигля обеспечивает по сравнению с известными способами снижение трудозатрат более, чем в два раза. Стоимость изготовления холодного тигля диаметром 160 мм и высотой 35-0 мм из профилированных трубок по известному способу составляет 1860 руб., а по данному способу путем заливки охлаждакадих трубок в кольце-вой литейной форме, разде
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| Способ центробежного литья ювелирных изделий и устройство для его осуществления | 1990 |
|
SU1827321A1 |
| Способ изготовления отливок направленным затвердеванием | 1981 |
|
SU977108A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| СПОСОБ ФАСОННОГО ЛИТЬЯ В КОКИЛЬ КРУПНОГАБАРИТНЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2381867C2 |
| Способ изготовления биметаллическойОТлиВКи | 1968 |
|
SU835626A1 |
| Литейная форма | 1982 |
|
SU1101329A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| Устройство для изготовления биметаллических заготовок | 1977 |
|
SU789240A1 |
